5 лучших присадочных фрезеров
Содержание:
Основные технические характеристики
Преимущественное большинство современных моделей фрезеров ламельного и присадочного типов имеют мощность, находящуюся в диапазоне 590–800 Вт.
В качестве рабочего инструмента, которым оснащаются ламельные фрезеры, используются дисковые фрезы диаметром 100 или 105 мм. При выполнении обработки такой инструмент может вращаться со скоростью 9, 10 или 11 тыс. об/мин и погружаться в обрабатываемый материал на глубину до 20 или 22 мм.

Рабочая насадка ламельного фрезера
Фрезеры, относящиеся к присадочному типу, оснащаются сменными рабочими инструментами, диаметр которых выбирается в зависимости от того, какое поперечное сечение должно иметь отверстие, создаваемое с их помощью. Так, диаметр этих инструментов, вращающихся на холостом ходу со скоростью 18500 об/мин и погружающихся в обрабатываемый материал на глубину до 40–43 мм, может находиться в диапазоне 3–12 мм.
Следует иметь в виду, что частота вращения инструмента, которым оснащаются присадочные и другие специализированные фрезеры, не регулируется, так как в этом нет никакой необходимости.
Назначение инструмента
Ручной присадочный фрезер под шканты предназначен для сверления глухих отверстий в древесных материалах, под соединения круглыми шпонками при производстве мебели.
При строительстве деревянных коттеджей и домов используют профессиональный присадочный фрезерный станок. С его помощью делают отверстия под стыковку бревен между собой в одной плоскости и угловые переплетения. Учитывая большие нагрузки на соединение, в круглые отверстия часто забивают квадратные шпонки, исключая их проворачивание и смещение.

В домашних мастерских и на мебельных фабриках используют ручной фрезер под шканты. Он просверливает сразу 2 отверстия с нормированным расстоянием между центрами 32 мм. Настройка позволяет без разметки фрезеровать пазы в ответных деталях для соединений:
- по кромке от торца;
- по пласти заготовки от базовой кромки;
- в угловых соединениях.
Глубина сверления в двух сопрягаемых деталях благодаря регулировке получается равной длине шкантов. При состыковке торцами размер шпонки делится пополам и прорезается в обеих деталях на одинаковую глубину. По пласти сверловка производится в размер примерно 60% толщины доски или стружечной плиты. Оставшийся размер фрезеруют в торце сопрягаемой детали.
Подпружиненные упоры настраиваются на размер от торца или другой базовой поверхности. Расположение их симметрично. В результате размер с обеих сторон выдерживается автоматически, без разметки. Соединение получается без смещения и перекосов.
Межцентровое расстояние 32 мм обеспечивается фиксированным расположением шпинделей и выдерживается точно. Разметка и сверление отверстий дрелью дают большую погрешность. Фрезы для присадочного фрезера имеют строго нормированный диаметр, соответствующий толщине шпонок. В основном используют 3 типоразмера инструмента с диаметром 6, 8 и 10 мм и цилиндрическим хвостовиком 8 мм. Отверстия под шканты 8–12 мм делают в основном концевыми цилиндрическими фрезами. Для меньшего диаметра применяют фрезу-сверло.

Шканты изготавливаются специальными фрезами, продающимися наборами и отдельно. Их можно устанавливать на дрель и попарно на присадочный фрезер. Из массива дерева вырезается длинный цилиндр с большой точностью по наружному диаметру и длине.
Рекомендации по регулировке
Принципы регулировки рабочих параметров дюбельных, ламельных и присадочных фрезеров схожи, но есть некоторые нюансы, которые обязательно следует учитывать.
Регулировка параметров ламельных фрезеров
Чтобы отрегулировать глубину фрезерования, необходимо задействовать револьверный упор, которым оснащены такие устройства. Основное назначение упора состоит в том, чтобы ограничивать продольный ход корпуса инструмента.
Для регулировки величины отступа от верхнего края в конструкции ламельного электроинструмента предусмотрен опорный козырек, который может подниматься и опускаться на требуемое расстояние. При этом выбирать точное значение выполняемой настройки можно при помощи специальной шкалы, что очень удобно.
Регулировка вертикального угла наклона рабочей головки устройства также выполняется при помощи козырька путем его наклона вверх или вниз. Отрегулировать угол наклона фрезера в горизонтальной плоскости можно при помощи специальных меток на рабочей головке, которые указывают на расположение средней части и краев используемого инструмента. Таким образом, чтобы точно выполнить паз при помощи фрезера ламельного типа, достаточно совместить центральную метку на его рабочей головке с линией разметки, нанесенной на поверхность обрабатываемого изделия.
Регулировка фрезера присадочного типа
Револьверный упор, которым оснащается ручной присадочный фрезер, нужен не для настройки глубины фрезерования, как в предыдущем случае, а для регулировки величины отступа от верхнего края. Чтобы настроить глубину фрезерования, используют специальную шкалу на рабочей головке устройства.

Основные органы регулировки
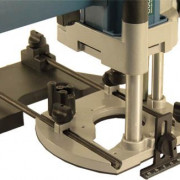
Применяя ручной присадочный фрезер для выполнения отверстий под шканты, очень важно выдерживать расстояние, на котором шканты будут располагаться как от края заготовки, так и между собой. Для того чтобы выдерживать такие параметры было проще, фрезеры для шкантов оснащают двумя небольшими упорами, расположенными по бокам рабочей базы
Конструктивное исполнение
По своей конструкции фрезер дюбельный, а также ламельные и присадочные электроинструменты очень похожи на угловую шлифовальную машинку, которая больше известна под названием «болгарка». На горизонтальном корпусе таких устройств, оснащенном удобной ручкой для оператора и органами управления, фиксируется прецезионная база, которая и является их основным рабочим органом.
Для того чтобы выполнить обработку, используя дюбельный, присадочный или ламельный фрезер, достаточно нескольких несложных действий:
- прижать базу к тому месту заготовки, где необходимо создать паз;
- надавить на подпружиненный корпус базы, утопив фрезу в обрабатываемом материале.

Принцип работы расматриваемых инструментов – настроили, прижали и вырезали









 Adblock
Adblock