Обзор и технические характеристики сверлильного станка 2м112
Содержание:
- 2 Конструкционные особенности агрегата
- Предназначение установки
- Настольно-сверлильный станок 2сс1,2сс1м
- 3 Описание узлов и кинематики станка
- 2М112 станок сверлильный настольный. Назначение и область применения
- Станок сверлильный настольный 2М112. Видеоролик.
- Технические характеристики станка 2СС1М
- Безопасность при работе с оборудованием и обслуживание
- Надежность, проблемы и ремонт двигателя Мерседес М112 Е32 3.2 л.
- Устройство и управление
- 1 Настольно-сверлильный станок 2М112 – особенности оборудования
- Технические характеристики сверлильного станка 2м112
- Электрооборудование и электрическая схема сверлильного станка 2СС1М
- Описание работы
- 2 Конструкционные особенности агрегата
- Особенности устройства
- Настройка шкалы перемещения шпинделя сверлильного станка 2М112
2 Конструкционные особенности агрегата
Основные элементы конструкции, которыми обладает вертикальный сверлильный станок 2М112, следующие: рабочая плита, несущая колонна, корпус силового агрегата, электромотор мощностью 550 Ватт, элемент, приводящий шпиндель в движения, фиксатор шпинделя, кронштейн, ремни для натяжения передачи и защитный кожух.
Также присутствует вынесенная на корпус станка кнопка для включения и выключения электромотора. Регулировка положения рабочей плиты осуществляется с помощью расположенного на ней фиксатора.

Механизм регулировки передачи оборотов двигателя
Шпиндель станка расположен в литом чугунном корпусе, что исключает возможность его механического повреждения вследствие внешних факторов. В самом корпусе, помимо шпинделя, расположена система натяжения ремней передачи, шпиндельный узел, и элемент, соединяющий шпиндель с электроприводом.
Настольный сверлильный станок 2М112 оборудован системой освещения рабочей панели, что позволяет эффективно работать даже в помещениях с плохим освещением.
2.1 Преимущества и недостатки
Высокая популярность данного агрегата на территории стран бывшего СССР обусловлена наличием у 2М112 ряда важных преимуществ, которые делают его использование предпочтительнее, чем использование конкурентных устройств от иностранных производителей.
Даже если данный агрегат выходит из строя полностью, и не подлежит ремонту, что случается крайне редко, большинство профессионалов предпочитают заменить его на аналогичный станок, а не приобретать низкокачественные китайские модели, либо хорошие, но чрезмерно дорогие европейские устройства.

Агрегат 1989 года выпуска — заводские характеристики
Рассмотрим преимущества, которыми обладает вертикальный сверлильный станок 2М112, более детально
- Выносливость – у данного агрегата действительно впечатляющий рабочий ресурс, который позволяет ему эффективно функционировать при самых жестких условиях эксплуатации.
- Простота конструкции – станок не требует никакого сложного ухода и технического обслуживания.
- Ремонтопригодность – простота конструкции обуславливает высокую ремонтопригодность 2М112, при этом, любые детали для данной модели присутствуют на рынке в огромном количестве.
- Мощность – электродвигатель на 550 Ватт полностью удовлетворяет потребности мелкосерийного производства и бытового использования.
- Стоимость – вертикальный сверлильный станок 2М112 обладает лучшим из доступных на рынке соотношением цены и технических характеристик.
Не обделена данная модель и недостатками, которые, по большей мере связанны с очевидным моральным устареванием агрегата.
Поскольку 2М112 проектировался еще в Советском Союзе, свыше тридцати лет назад, вполне очевидно, что он будет уступать современным аналогам по точности и эффективности работы. Аппарат 2М112 не способен обеспечить продуктивность, которую могут выдавать японские, либо немецкие сверлильные станки.
Также он уступает им в компактности и удобстве работы, однако, если вы ищите недорогой, надежный и выносливый настольный вертикальный сверлильный станок, и технические характеристики 2М112 вас устраивают, то можете быть уверенными – лучшего варианта попросту не существует.
Предназначение установки
2м112 относится к оборудованию вертикально-сверлильной группы. Его производство было начато еще в прошлом веке (1980 год). Несмотря на то, что с момента запуска устройства в производство прошло несколько десятилетий, оно до сих пор сохраняет свою популярность среди мастеров. На рынке можно встретить огромное количество б/у станков.

Станок не предназначен для крупносерийного производства. Основная сфера применения устройства – мелкие производства, бытовое использование. Такие станки можно также встретить в школах и специализированных учебных заведениях, где они используются в качестве обучающего материала. 2м112, благодаря особенностям своей конструкции:
- легок в управлении;
- надежен;
- сохраняет работоспособность в течение длительного промежутка времени (б/у станки до сих пор можно найти на рынке).
С его помощью мастер может:
- рассверливать материал;
- нарезать резьбу;
- проводить сверление, зенкерование, развертывание.

Обрабатывать можно мелкие детали, изготовленные с применением таких материалов, как чугун, сталь, цветные сплавы и неметаллические материалы. На станке можно также обрабатывать деревянные и пластиковые изделия.
Это интересно: Оборудование для производства резиновой плитки своими руками: это надо знать
Настольно-сверлильный станок 2сс1,2сс1м
Крутящий момент на шпинделе 1 возникает от электродвигателя 6 и передается через клиноременную передачу 5. Частота вращения шпинделя регулируется при помощи перестановки приводного ремня на соответствующую ступень ступенчатого шкива.
Перемещение пиноли 2 осуществляется рукояткой 3 через реечную передачу 4.
Пуск станка осуществляется включением вилки Ш1 в сеть, напряжением 220 В и нажатием пусковой кнопки выключателя В 1.Во время нажатия кнопки выключателя В1, включается толчковый контакт, включающий пусковую обмотку ПО и рабочую обмотку РО электродвигателя.
После выключения кнопки выключателя В1, размыкается толчковый контакт, выключая пусковую обмотку ПО электродвигателя
Для избегания выхода из строя рабочей обмотки двигателя при произвольной остановке, следует нажать на стоповую кнопку переключателя.
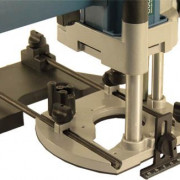
Шпиндель 1 с закрепленным в патроне 2 сверлом поднимите в крайнее верхнее положение.
При помощи подвижного стола 5 установите минимальный зазор (5 мм) между верхней поверхностью заготовки и концом режущего инструмента.
Заготовку закрепите на столе при помощи прихватов 6.
Сверление детали на заданную глубину осуществляется при помощи лимба, поворачивая против часовой стрелки, совместите деление “ноль” лимба с риской на станке. Цена деления лимба равна 1 мм подачи сверла.
№ на рис. № подшипника Место установки Количество
| 1 | 205 | в траверсе под шкивом | 2 |
| 2 | 8102 | в пиноли | 1 |
| 3 | 202 | в пиноли | 2 |
Основные параметры 2сс1м
| Наибольший диаметр сверления в стали,мм | 6 |
| Наибольший диаметр рассверливания,мм | 13 |
| Конус шпинделя | В16 |
| Наибольшее расстояние от торца шпинделя до поверхности стола,мм | 250 |
| Наибольшее перемещение пиноли,мм | 70 |
| Вылет шпинделя от колоны,мм | 150 |
| Размеры стола: | |
| длина | 200 |
| ширина | 200 |
| Количество ступеней частоты вращения | 3 |
| Габаритные размеры,мм: | |
| длина | 620 |
| ширина | 240 |
| высота | 700 |
| Масса станка,кг | 52,5 |
www.metalstanki.com.ua
3 Описание узлов и кинематики станка
Колонка агрегата стоит на плите, которая выполнена в виде отливки со специальной емкостью, называемой корытом. Оно предназначено для сбора жидкости, используемой для охлаждения, а затем и для ее отвода. Крепление кронштейна и колонки сделано неподвижно, а сам кронштейн служит для соединения колонки и платика (верхнего) плиты.
Электрическое оборудование настольно-сверлильного агрегата помещено в полость плиты, на лицевой части которой находится пульт управления. Добавим, что плита располагает пазами (Т-образными), требуемыми для надежного крепления описанных узлов.

Шпиндельная бабка (ШБ) изготовлена из чугунного корпуса, в котором размещается устройство натяжения ремней и шпиндельный механизм. Электрический двигатель соединен с бабкой в задней ее части. ШБ допускается поворачивать на колонке для выбора необходимого рабочего положения бабки. После этого ее фиксируют в этом положении. Для передвижения ШБ вниз либо вверх следует использовать подъемное устройство, поворачивая его вправо или влево
Обратите внимание – нужно обязательно отжать зажимное устройство, чтобы получить возможность передвигать бабку
Шпиндель располагается на шарикоподшипниках в гильзе, а непосредственно шпиндельный узел размещен в корпусе. Через шлицевое соединение шпиндель получает требуемое для работы вращение от шкива и втулки. Оператор подает шпиндель при помощи гильзы с рейкой и вала-шестерни, которые подсоединены к штурвалу. В конструкции шпиндельного механизма предусмотрено наличие специальной гайки. Она дает возможность осуществить с конуса шпинделя снятие сверлильного патрона.
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный
Станок сверлильный настольный 2М112. Видеоролик.
Привет друзья. Сегодня у нас сверлильный станок 2м112, который был спасён из металлоприёмки в виду его достойного состояния, а именно отсутствие люфта в шпинделе. Займемся его восстановлением. Начнем с механизма ручной подачи шпинделя. Он крепится к валу-шестерне с помощью фиксирующего болта. Открутив болт, снимаем рукоятку. Да! Это ж каким нужно быть варварам, чтобы так издеваться над станком. Сами ручки, которые должны вкручиваться в корпус, наглухо приварены. Да и не ручки это, а огрызки такого-то прутка. Варвары. Зажимаем в тиски и срезаем нахер всё это дело болгаркой. Будем делать нормальные ручки, ибо на исправном станке приятно работать, это факт. После того как отрезали, удаляем остатки сварки лепестковым кругом зернистостью 60. Также можно применить зачистной круг, но поверхность после обработки будет грубее. Зачищать нужно до тех пор, пока на месте сварки не появится полная окружность. Это нужно для того, чтоб ничего не держало оставшийся кусочек. Если по краям останется сварка, то выкрутить его будет то ещё занятие.
Накернил углубление в центре и прошёл сверлом 4 мм, потом попробовал 8 мм, и здесь мне на глаза попалось левое сверло диаметром 5 мм. Часто бывает, что при сверлении этими сверлом его закусывает и обломившийся кусочек сам выкручивается. Мне повезло, и таким методом я выкрутил все три заломыша. Далее, подправим деталь всё тем же лепестковым кругом, убирая сопли от сварки и выравнивая поверхность. Осталось изготовить ручки. Для них, как нельзя кстати, подошли штоки от амортизаторов. Они диаметром 11 мм, а резьба нужна М10. Зажимаем пруток в патрон токарного и протачиваем конец заготовки до диаметра 10 мм, длина проточки около 15 мм. Мне напечатали на 3D принтере шарики. У них есть центральное отверстие под резьбу М8.
Хватаем метчик и нарезаем внутреннюю резьбу. Здесь важно не переусердствовать, а то можно выдавить верхнюю часть шарика
Резьба нарезается от руки, ничего никуда зажимать не нужно. С другой стороны протачиваем заготовку до диаметра 8 мм и длиной примерно 10-12 мм. Как же это круто выточить то, что тебе нужно. Не надо часами искать в ящиках нужную тебе хреновину и допиливать её болгаркой и напильником. Красота. Обязательно в начале делаем фаску для лучшего захода лерки. Как-то так это выглядит. Теперь нарезаем резьбу не забывая капнуть масла. Режем по пол оборота вперёд и немножко назад, этим самым обламывает стружку. Когда резьба нарезана на неё без проблем накручивается шарик. Такую процедуру нужно повторить для двух оставшихся прутков. В итоге имеем вот такую рукоятку. Жаль что один шток оказался потёртым и это немного портит вид, ну подвернется подходящий, переделать не долго.
Ещё одна проблема после криворуких мастеров — это гайка перемещение шпиндельной бабки по колонне. Здесь рукоятки так же тупо приварены к гайке. Блин, ну как так то, а! В этом узле стоит упорный подшипник для предотвращения трения между гайкой и бабкой. Закрывает его металлическая крышка, которую так же умудрились прожечь сваркой. Хорошо что хоть одна ручка не приварена, есть шанс её выкрутить. Перемещаемся в тиски и срезаем все выступающие части, стараясь не задеть защитную крышку. Все эти процедуры занимают дичайшие количество времени и сил.
Технические характеристики станка 2СС1М
| Наименование параметра | 2м112 | НС12А | 2СС1М |
| Основные параметры станка | |||
| Наибольший диаметр сверления, мм | 12 | 12 | 6 |
| Наибольший диаметр рассверливания, мм | 13 | ||
| Наименьшее и наибольшее расстояние от торца шпинделя до стола (основания) | 0…400 | 20..420 | 0..370 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | нет | нет | 0..250 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 190 | 185 | 150 |
| Рабочий стол | |||
| Ширина рабочей поверхности стола (основания), мм | 250 | 360 х 360 | 200 х 200 |
| Ширина рабочей поверхности стола, мм | нет | нет | 200 х 200 |
| Угол поворота рабочего стола, град | нет | нет | 360° |
| Число Т-образных пазов | 3 | 3 | 1 |
| Шпиндель | |||
| Наибольшее перемещение шпиндельной головки, мм | 300 | ||
| Ход гильзы шпинделя, мм | 100 | 100 | 70 |
| Частота вращения шпинделя, об/мин | 450, 800, 1400, 2500, 4500 | 450, 710, 1400, 2500, 4500 | 600, 1000, 1600 |
| Количество скоростей шпинделя | 5 | 5 | 3 |
| Конус шпинделя | Морзе В18 | Морзе В18 | Морзе В16 |
| Привод | |||
| Электродвигатель привода главного движения, кВт (об/мин) | 0,55 | 0,65 | 0,18 (1420) |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 795 х 370 х 950 | 770 х 465 х 700 | 600 х 240 х 700 |
| Масса станка, кг | 120 | 121 | 53 |
Связанные ссылки
Безопасность при работе с оборудованием и обслуживание
При эксплуатации сверлильного станка 2М112 следует соблюдать ряд обязательных требований техники безопасности:
- Все подвижные узлы и регулируемые модули имеют жесткие зажимы, исключающие произвольное смещения настроенных положений шпиндельной бабки. Однако перед началом работы их следует проверять на исправность и надежность.
- Запускать двигатель станка следует после надежного закрепления сверла в гильзе шпинделя, а заготовки – в пазах рабочего стола или тисках. Инструментальная головка должна быть закреплена в верхнем положении.
- Станок перед работой должен быть обязательно заземлен (рекомендации по заземлению ищите в паспорте изделия и инструкциях производителя).
- Не следует использовать сверла, которые не соответствуют указанным в рекомендациях производителя параметрам.
- Оператор станка должен работать в спецодежде и защитных очках, чтобы избежать ожогов и повреждений кожи и глаз металлической стружкой.
Работы по техническому обслуживанию должны выполнять как сами операторы сверлильного станка, так и мастера-технологи в соответствии с картой техобслуживания.
Техническое обслуживание – несложный комплекс работ, так как конструкция станка 2М112 проста и надежна, содержит небольшое количество подвижных узлов (требуется минимальная смазка). Тем не менее, следует помнить что:
Место работы до начала сверления и по завершении рабочих операций необходимо очищать от стружки и пыли.
Все рабочие узлы и фиксаторы управляющих механизмов необходимо проверять перед началом работы (ременные передачи, подшипники, муфты, поворотные механизмы)
При необходимости, узлы следует сразу отрегулировать.
Обязательное внимание перед каждым рабочим циклом следует уделять уровню натяжения ремня шкива двигателя и прочности фиксаторов конуса Морзе, чтобы исключить сбой вращения, перегорание двигателя и случайный вылет сверла из зажима.
Смазывать узлы станка следует регулярно и только качественными смазками (машинное масло и солидол, литол – для подшипников)
Важно не забывать менять смазку подшипников в патроне шпинделя не реже одного раза в полгода. При частой смене скоростных режимов двигателя, следует регулярно смазывать регулятор натяжения ремня и фиксаторы шпинделя, а сам шпиндель при постоянной рабочей нагрузке требует чистки и смазки не реже одного раза в два дня
Смазывать узлы станка следует регулярно и только качественными смазками (машинное масло и солидол, литол – для подшипников)
Важно не забывать менять смазку подшипников в патроне шпинделя не реже одного раза в полгода. При частой смене скоростных режимов двигателя, следует регулярно смазывать регулятор натяжения ремня и фиксаторы шпинделя, а сам шпиндель при постоянной рабочей нагрузке требует чистки и смазки не реже одного раза в два дня
Надежность, проблемы и ремонт двигателя Мерседес М112 Е32 3.2 л.
Очередная версия шестицилиндрового двигателя от Мерседес, рабочим объемом 3.2 л, вышедшая в 1997 году и пришедшая на замену рядному М104 Е32. Новое 112-е семейство сформировалось из целого ряда разнообразных двигателей: М112 Е24, М112 Е26, М112 Е28, M112 E32 ML и М112 Е37. В отличие от предшественника, в М112 решено было отойти от рядного типа двигателя и построить новые шестерки в V-образном варианте с углом развала 90°, что позволило повысить компактность силовой установки и максимально унифицировать V6 и V8 M113, а для уравновешивания момента от сил второго порядка, был добавлен балансирный вал. Вместе с этим, при выборе материала для изготовления блока цилиндров было решено отказаться от тяжелого чугуна и сделать выбор в пользу легкого алюминия, данный шаг весьма положительно сказался на общем весе двигателя.
Головки блока цилиндров алюминиевые, одновальные (SOHC) с тремя клапанами на цилиндр: два впускных, один выпускной. Диаметр впускных клапанов 36 мм, выпускных 41 мм. На М112 применена система изменения фаз газораспределения, гидрокомпенсаторы, впускной коллектор с переменной длиной.В системе ГРМ применена цепь со средним сроком службы около 200 тыс. км. Система управления Bosch Motronic ME 2.0.Двигатель предназначался для моделей Мерседес с индексом 320.
Параллельно с шестицилиндровым М112 Е32 выпускался и унифицированный с ним V8, под названием М113 Е43.
Следующим шагом в развитии V6 от Mercedes-Benz стал M 272 KE/DE 35, представленный в 2004 году и плавно заменивший 112-ю серию.
Модификации двигателей М 112 Е 32
1. M112.940 (1997 — 2003 г.в.) — версия мощностью 218 л.с. при 5700 об/мин, крутящий момент 310 Нм при 3000 об/мин. Устанавливался на Mercedes-Benz CLK 320 C208.2. M112.941 (1997 — 2002 г.в.) — аналог для Mercedes-Benz E 320 W210. Мощность двигателя 224 л.с. при 5600 об/мин, крутящий момент 315 Нм при 3000 об/мин.3. M112.942 (1997 — 2005 г.в.) — аналог М 112.940 для Mercedes-Benz ML 320 W163. 4. M112.943 (1998 — 2001 г.в.) — аналог М 112.941 для Mercedes-Benz SL 320 R129.5. M112.944 (1998 — 2002 г.в.) — аналог М 112.941 для Mercedes-Benz S 320 W220.6. M112.946 (2000 — 2005 г.в.) — аналог М 112.940 для Mercedes-Benz C 320 W203.7. M112.947 (2000 — 2004 г.в.) — аналог М 112.940 для Mercedes-Benz SLK 320 R170. 8. M112.949 (2003 — 2006 г.в.) — аналог М 112.941 для Mercedes-Benz E 320 W211.9. M112.951 (2003 — н.в.) — версия для Mercedes-Benz Vito 119/Viano 3.0 W639, мощность 190 л.с. при 5600 об/мин, крутящий момент 270 Нм при 2750 об/мин.10. M112.953 (2000 — 2005 г.в.) — аналог М 112.940 для Mercedes-Benz C 320 4Matic W203. 11. M112.954 (2003 — 2006 г.в.) — аналог М 112.941 для Mercedes-Benz E 320 4Matic W211.12. M112.955 (2002 — 2005 г.в.) — аналог М 112.940 для Mercedes-Benz Vito 122/Viano 3.0 W639, CLK 320 C209.
Проблемы и недостатки двигателей Мерседес М112 3.2 л.
1. Высокий расход масла. Причиной серьезного жора масла зачастую является износ маслосъемных колпачков и решается вопрос их заменой. Второй вариант это загрязненная нагаром вентиляция картерных газов, в таком случае необходима чистка.
2. Течи масла. Слабым местом в плане течей М112 является уплотнение маслянного теплообменника, замена прокладки поможет.
Кроме того, через ~80 тыс. км имеет свойство расслаиваться демпфер шкива коленвала, датчик коленвала, от низкокачественного бензина умирают форсунки через ~70-80 тыс. км, что ведет к потере мощности и проблемам с работой движка. В общем и целом, при нормальном подходе (регулярное техническое обслуживание, качественный бензин и масло), двигатель М112 довольно надежен, имеет моторесурс около 300+ тыс. км и каких-либо серьезных неприятностей от него ожидать не стоит.
Устройство и управление
Основные комплектующие элементы агрегата:
- Рабочая колонная для перемещения бабки со шпинделем.
- Зажимное устройство.
- Привод с электрическим мотором.
- Подъемный узел шпиндельной бабки.
- Основание в виде столешницы.
- Защитный кожух привода механизма.
- Бабка шпиндельного типа.
- Натяжительный узел для контроля упругости ремней.
- Кронштейн для фиксации основания колонны.
Технические характеристики и особенности сверлильного станка 2М112 обуславливают наличие в конструкции следующих элементов контроля и управления:
- Рукоять механической подачи шпинделя.
- Ручку для натяжения ремней.
- Специальный регулируемый фиксатор шпиндельной бабки на рабочей колонне.
- Кнопки управления, которые посредством электропривода запускают и останавливают привод двигателя.
- Рукоятку крепления подмоторной площадки.
Производитель рассматриваемого оборудования предусмотрел установку основных деталей в литом корпусе из чугуна, что позволило обеспечить надежную защиту узлов от механической деформации. Для большей комфортности при работе со станком предусмотрена система освещения рабочей зоны обработки.
1 Настольно-сверлильный станок 2М112 – особенности оборудования
Этот компактный агрегат отличается несложной конструкцией, длительным сроком эксплуатации, высоким уровнем надежности и эффективности выполнения основных рабочих операций, а также простотой управления. Указанные достоинства станка обусловили его востребованность малыми производственными компаниями и частными мастерами, которые работают с деталями из обычных и углеродистых сталей.
Данное сверлильное оборудование предназначено в первую очередь для сверления в мелких заготовках небольших по сечению отверстий (до 12 миллиметров) и выполнения резьбы (до М12). Кроме того, на нем можно осуществлять операции рассверливания, развертывания и зенкерования.
Особенности станка:
- для определения глубины сверления оператор может применять упоры, коими оснащен агрегат, либо плоскую шкалу;
- ременная передача имеет уникальную конструкцию натяжения, что дает возможность изменять скорость резки заготовки несколькими движениями, необходимыми для переустановки ремня на шкивах;
- шкивы привода характеризуются наличием пяти ступеней, обеспечивающих возможность установки одной из пяти скоростей движения шпинделя.
Сверлильный станок, выпускаемый кировским предприятием «Сельмаш», а также двумя вильнюсскими станкостроительными комбинатами – «Практика» и «Жальгирис», имеет массу аналогов. К таковым относят оборудование далее указанных заводов:
Технические характеристики сверлильного станка 2м112
| Параметр | Значение |
| Диаметр сверления в стали 45 ГОСТ 1050-88, мм | 12 |
| Вылет шпинделя (расстояние от оси шпинделя до образующей колонны), мм | 190 |
| Размер конуса шпинделя наружный по ГОСТ 9953-82 | B18 |
| Наибольшее перемещение шпинделя, мм | 100 |
| Цена деления лимба, мм | 1 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 50…400 |
| Размеры рабочей поверхности стола, мм | 200 х 250 |
| Количество Т-образных пазов | 3 |
| Расстояние между пазами, мм | 50 |
| Ширина пазов, мм | 14 |
| Число скоростей шпинделя | 5 |
| Число оборотов, об/мин | 450…4500 |
| Подача при сверлении | ручная |
| Мощность электродвигателя, кВт | 0,55 |
| Частота вращения, об/мин. | 1500 |
| Напряжение питания, В | 380 |
| Габаритные размеры, мм | 770x370x950 |
| Масса станка, кг не более | 120 |
Технические характеристики станка дают возможность обрабатывать заготовки с широким диапазоном характеристик – габаритами 250 х 250 мм (размер рабочего стола) и высотой до 400 мм (высота от шпинделя до рабочей поверхности). При использовании специальной тумбы под установку габаритных деталей, станок может высверливать торцевые отверстия в деталях длиной до 100 см.
Кроме того следует учесть следующее:
- мощность электродвигателя станка – 550Вт (от трехфазных 380 V);
- вылет шпинделя – 19 см;
- вертикальное перемещение шпинделя со сверлом – 10 см;
- трехкулачковый патрон шпинделя В-18 вращается в диапазоне скоростных режимов – 450-4500 оборотов/минуту (5 скоростных режимов);
- максимальный диаметр сверла, которое можно закрепить в укороченном зажимном конусе Морзе КМ-2 – 2-12 мм (для стальных заготовок) и 16 мм (для других материалов);
- максимальная глубина просверливаемых отверстий — 10 см.
Все модули и элементы конструкции соответствуют ГОСТ, передача шпинделя во всех плоскостях — ручная. Масса станка 120 кг при габаритах 77 х 37 х 95 см. Мерная плоская шкала имеет цену деления – 1мм.
Электрооборудование и электрическая схема сверлильного станка 2СС1М
Электрическая схема сверлильного станка 2СС1М
Электропитание сверлильного станка 2СС1М ~220 Вольт.
Пуск станка осуществляется включением вилки Ш1 в сеть, напряжением 220 В и нажатием пусковой кнопки выключателя В 1.Во время нажатия кнопки выключателя В1, включается толчковый контакт, включающий пусковую обмотку ПО и рабочую обмотку РО электродвигателя.
После выключения кнопки выключателя В1, размыкается толчковый контакт, выключая пусковую обмотку ПО электродвигателя.
Для избегания выхода из строя рабочей обмотки двигателя при произвольной остановке, следует нажать на стоповую кнопку переключателя.
Описание работы
Процесс управления сверлильным станком 2М112 прост, и практически не изменился за последние 40 лет:
- Деталь или заготовку необходимо закрепить в зажимах (установленных на Т-образных пазах) на координатном рабочем столе или в тисках.
- В шпиндель вставляется сверло требуемого размера, зажимается и фиксируется.
- На мерной плоской шкале инструментальной головки хомутом устанавливается фиксированная высота шпинделя (вылет инструментальной головки).
- Поворотными рукоятями устанавливается положение шпиндельной головки над рабочим столом и требуемый скоростной режим вращения сверла (чем тверже деталь, тем выше должна быть скорость).
- Кнопкой запускается двигатель.
- Рукоятью регулировки подачи шпиндельной головки сверло опускается к детали и выполняется сверление.
После завершения операции, шпиндельная головка поднимается вверх той же регулировочной рукоятью, затем отключается двигатель станка.
2 Конструкционные особенности агрегата
Основные элементы конструкции, которыми обладает вертикальный сверлильный станок 2М112, следующие: рабочая плита, несущая колонна, корпус силового агрегата, электромотор мощностью 550 Ватт, элемент, приводящий шпиндель в движения, фиксатор шпинделя, кронштейн, ремни для натяжения передачи и защитный кожух.
Также присутствует вынесенная на корпус станка кнопка для включения и выключения электромотора. Регулировка положения рабочей плиты осуществляется с помощью расположенного на ней фиксатора.
Механизм регулировки передачи оборотов двигателя
Шпиндель станка расположен в литом чугунном корпусе, что исключает возможность его механического повреждения вследствие внешних факторов. В самом корпусе, помимо шпинделя, расположена система натяжения ремней передачи, шпиндельный узел, и элемент, соединяющий шпиндель с электроприводом.
2.1 Преимущества и недостатки
Высокая популярность данного агрегата на территории стран бывшего СССР обусловлена наличием у 2М112 ряда важных преимуществ, которые делают его использование предпочтительнее, чем использование конкурентных устройств от иностранных производителей.
Даже если данный агрегат выходит из строя полностью, и не подлежит ремонту, что случается крайне редко, большинство профессионалов предпочитают заменить его на аналогичный станок, а не приобретать низкокачественные китайские модели, либо хорошие, но чрезмерно дорогие европейские устройства.
Агрегат 1989 года выпуска — заводские характеристики
Рассмотрим преимущества, которыми обладает вертикальный сверлильный станок 2М112, более детально
- Выносливость – у данного агрегата действительно впечатляющий рабочий ресурс, который позволяет ему эффективно функционировать при самых жестких условиях эксплуатации.
- Простота конструкции – станок не требует никакого сложного ухода и технического обслуживания.
- Ремонтопригодность – простота конструкции обуславливает высокую ремонтопригодность 2М112, при этом, любые детали для данной модели присутствуют на рынке в огромном количестве.
- Мощность – электродвигатель на 550 Ватт полностью удовлетворяет потребности мелкосерийного производства и бытового использования.
- Стоимость – вертикальный сверлильный станок 2М112 обладает лучшим из доступных на рынке соотношением цены и технических характеристик.
Не обделена данная модель и недостатками, которые, по большей мере связанны с очевидным моральным устареванием агрегата.
Поскольку 2М112 проектировался еще в Советском Союзе, свыше тридцати лет назад, вполне очевидно, что он будет уступать современным аналогам по точности и эффективности работы. Аппарат 2М112 не способен обеспечить продуктивность, которую могут выдавать японские, либо немецкие сверлильные станки.
Особенности устройства
Несмотря на сравнительно малые размеры и невысокую мощность изделия 2м112, допускается частая и длительная работа агрегата. Высокие характеристики станка достигаются за счет простых конструктивных решений, которые обеспечивают большую эффективность работы агрегата.
 Основными деталями станка является шпиндельная бабка, которая двигается с помощью отдельного устройства в вертикальном направлении по колонне. Оно фиксируется на ней особым устройством, которое действует в качестве зажима. Электромотор передает крутящий момент системе шкивов, которые, в свою очередь, через вал соединены с патроном. Система шкивов обеспечивает разную мощность и скорость вращения патрона. Специальный кожух закрывает систему шкивов и всего привода. Плита служит опорой для колонны. Верхняя часть плиты выполняет функцию рабочего стола.
Основными деталями станка является шпиндельная бабка, которая двигается с помощью отдельного устройства в вертикальном направлении по колонне. Оно фиксируется на ней особым устройством, которое действует в качестве зажима. Электромотор передает крутящий момент системе шкивов, которые, в свою очередь, через вал соединены с патроном. Система шкивов обеспечивает разную мощность и скорость вращения патрона. Специальный кожух закрывает систему шкивов и всего привода. Плита служит опорой для колонны. Верхняя часть плиты выполняет функцию рабочего стола.
Настройка шкалы перемещения шпинделя сверлильного станка 2М112

Настройка шкалы перемещения шпинделя станка 2М112
При сверлении на заданную глубину можно пользоваться упором, используя шкалу перемещения шпинделя. Поворотом штурвала следует довести сверло до поверхности обрабатываемого изделия и засверлить на глубину конусной заточки сверла. Затем освободить фиксатор 4 и поворотом гайки 5 установить указатель 2 в положение «О». Повернув гайку 5, установить заданную глубину сверления и законтрить фиксатор 4.
Регулирование сверлильного станка 2М112
В процессе эксплуатации станка возникает необходимость в регулировании его составных частей с целью восстановления их нормальной работы.
Регулирование натяжения ремней привода Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то следует проверить натяжение ремня. Если ремень окажется недостаточно натянутым, его следует подтянуть. Для этого требуется поднять кожух, закрывающий клиноременную передачу, освободить подмоторную плиту от зажима при помощи рукоятки 6 (рис. 3), поворотом кнопки 2 натянуть ремень и опять зафиксировать плату рукояткой 6.









 Adblock
Adblock