Цинкование в домашних условиях
Содержание:
- 5 Электролиты, используемые при гальваническом цинковании
- Процесс цинкования
- Цинкование металла своими руками и технологии оцинковки
- 2 Технологии различных методов цинкования
- Схема реализации гальванического покрытия
- Способы цинкования металлов
- Электрохимическое цинкование
- Сравнительные характеристики горячего и гальванического цинкования
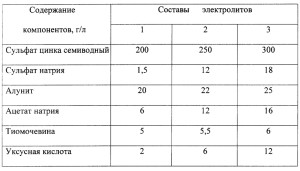
5 Электролиты, используемые при гальваническом цинковании
На гальваническом производстве, исходя из назначения изделия, применяют различные электролиты для цинкования. Их условно делят на 2 основные группы:
- Простые кислые (хлоридные, сульфатные, борфтористоводородные) – в них цинк представляет собой гидротированные ионы.
- Сложные комплексные (цинкатные, цианидные, пирофосфатные, аммиакатные и другие) – цинк присутствует в составе комплексных ионов, которые заряжены положительно или отрицательно. Эти электролиты для цинкования делятся на кислые и щелочные.
От состава и природы электролитов для цинкования зависят скорость осаждения и качество осадков цинка на катоде.
Самый востребованный метод металлизации – в слабокислых простых электролитах для цинкования. Они допускают использование тока большей плотности, чем комплексные, и, соответственно, отличаются более высокой скоростью процесса наращивания покрытий. Гальванике с этими электролитами для цинкования также характерны высокий уровень укрываемости и хороший внешний вид получаемых покрытий. Сталь при их использовании менее подвержена наводороживанию, приводящему к хрупкости деталей. Но эти электролиты пригодны только для заготовок простой конфигурации, проволоки, ленты. Качество покрытий не очень высокое.
Процесс цинкования
Процесс обработки металлоконструкции по технологии холодного цинкования требует подготовить поверхность перед нанесением защитного состава. По ГОСТу эта подготовка состоит из следующих этапов:
- В первую очередь поверхность промывается для удаления с неё загрязнений;
- Применяется гидроабразивный, гидродинамический или пескоструйный метод, благодаря которым металл приобретает требуемую степень шероховатости, а окалина и ржавчина удаляются;
- Если использовались первые два метода, конструкция просушивается;
- Выполняется ручная очистка металла с удалением острых кромок, варочных брызг и углов;
- Конструкция очищается от пыли с помощью сжатого воздуха.

При наличии жировых и масляных включений на металле поверхность обезжиривают с помощью растворителей.
Степень обезжиривания контролируется ГОСТ 12.2.052, запылённость – по ISO 8502-3. Шероховатость проверяется компаратором или профилометром и сравнивается со значениями из ISO 8503-1.
Цинкование металла своими руками и технологии оцинковки
Если кузов оцинкован не весь, а частично, то это будет указано.
В случае покупки подержанного автомобиля, достоверно узнать, производилось ли цинкование, можно, если удастся найти на кузове участок, не покрытый краской, например, царапину.
Если царапина старая, и на ней не появилась ржавчина, значит, кузов – весь или частично – был обработан. Свежая царапина, в этом смысле, не будет показательной, так как для появления коррозии все-таки требуется определенное время.
Видео: Ремонт участка коррозии на крыше автомобиля
Если видео не показывает, обновите страницу или нажмите здесь
Способы цинкования
Существуют следующие способы цинкования: 1) холодное, 2) горячее, 3) с использованием цинкрометалла, 4) гальваническое.
ХОЛОДНОЕ ЦИНКОВАНИЕ есть не что иное, как покраска кузова — только покраска высокого качества, при которой в краску вводятся антикоррозийные добавки.
ГОРЯЧЕЕ ЦИНКОВАНИЕ (называют еще «термическое») – очень надежный способ, применямый на производвах многих дорогих автомобилей.
Суть способа следующая: когда лист металла прокатывают по конвейеру, тогда на него наносят сплав цинка.
ЦИНКОВАНИЕ С ПОМОЩЬЮ ЦИНКРОМЕТАЛЛА – уже старый способ, но он остается популярным, благодаря своей высокой надежности. Надежность состоит в том, что, если краска на кузове будет повреждена, то металл, все равно, сохранит свои антикоррозийные свойства.
Суть метода: на металлические листы наносится краска, в основе которой цинк и вещество, замедляющее развитие процесса коррозии (ингибитор).
ГАЛЬВАНИЧЕСКОЕ ЦИНКОВАНИЕ применяется для оцинковки только частей кузова.
Суть способа: цинк наносится на металл с помощью электролиза. При гальваническом способе оцинковки, покрытие ложится ровно, деталь становится гладкой.
Первые три способа оцинковки самостоятельно сделать не возможно, поэтому опишем последний способ – гальванический, с помощью которого владелец авто вполне может оцинковать какую-либо часть кузова своими руками.
Процесс гальванического цинкования своими руками
Для процедуры понадобятся: проводящая жидкость (электролит), гальваническая ванна, источник тока и 2 электрода.
- В качестве электролита, используется паяльная кислота (водный раствор хлорида цинка) – продается в готовом виде.
- В качестве гальванической ванны, можно использовать емкость из пластика или стекла; в ванну нужно установить держатели для анода и катода.
- Источником тока будет АКБ с лампой накаливания малой мощности, чтобы электролит не закипел в ходе процедуры цинкования; сила тока не должна превышать 1 А.
- Электроды: 1) анодом будет служить пластина цинка, к которой от АКБ нужно подвести «+»; 2) катодом будет деталь, которую нужно будет цинковать, к ней, соответственно, нужно подвести «–».
Видео: Гальваническое цинкование детали кузова автомобиля
Если видео не показывает, обновите страницу или нажмите здесь
Примечание. Для более равномерного покрытия детали цинком, лучше, чтобы анодов было несколько, и разместить их нужно со всех сторон от детали, на одинаковом от нее расстоянии.
Перед началом цинкования, деталь нужно подготовить: хорошо очистить и обезжирить.
Затем опустить катод и аноды в гальваническую ванну и замкнуть цепь – начнется процесс оцинковки. Чем дольше цепь остается замкнутой, тем более толстым получается цинковое покрытие на детали. После завершения цинкования, нужно нейтрализовать остатки паяльной кислоты на обработанной детали – для этого ее промывают раствором соды.
2 Технологии различных методов цинкования
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое («чешуйчатое») покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.

Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.

Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. «Холодное» покрытие может прослужить дольше, чем «горячее», в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.
Схема реализации гальванического покрытия
Процессы гальванизации впервые начал изучать русский физик Борис Якоби в 1836 году. Помещая различные металлы через электролитические солевые растворы, он наблюдал, как они распадались на ионы с отрицательными и положительными зарядами. Первые оседали на аноде, а вторые – на катоде (его роль в гальванике играют металлы, которые нуждаются в защите).

Перед нанесением гальванического покрытия поверхности должны быть правильно подготовлены.
 Для очищения и обезжиривания металлов существуют специальные средства, которые не вызывают их коррозии. Составы на основе органических растворителей, к примеру, Очиститель метала MODENGY, обеспечивают удаление загрязнений любой химической природы – нефтепродуктов, силиконов, консервационных средств, адсорбированных пленок газов и др. Такие средства не вредят экологии, испаряются быстро и без остатка.
Для очищения и обезжиривания металлов существуют специальные средства, которые не вызывают их коррозии. Составы на основе органических растворителей, к примеру, Очиститель метала MODENGY, обеспечивают удаление загрязнений любой химической природы – нефтепродуктов, силиконов, консервационных средств, адсорбированных пленок газов и др. Такие средства не вредят экологии, испаряются быстро и без остатка.
Гальваническое покрытие выделяет все недостатки поверхности, поэтому на ней не должно быть сколов, царапин, раковин. В связи с этим подготовка деталей к гальванизации в большинстве случаев не ограничивается их очисткой и обезжириванием, а включает также механические методы обработки (например, пескоструйный способ, шлифовку наждачной бумаги или с помощью специальных паст).
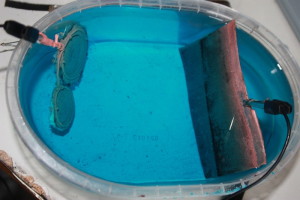
Схема реализации гальванического покрытия металла достаточно проста.
В емкость с раствором электролита помещается очищенная деталь, нуждающаяся в защите. На нее подается отрицательный заряд – таким образом деталь берет на себя роль катода. Металл, который в дальнейшем будет служить покрытием, заряжается положительно и принимает на себя функции анода. Электрическая сеть замыкается, металл анода переносится в среде электролита к отрицательно заряженному изделию (катоду) и создает на нем тонкую защитную пленку.
Это – анодный способ гальванизации. Гальваническая изоляция, полученная таким образом, первой воспринимает разрушительное воздействие коррозии, оставляя металл нетронутым.
В зависимости от вида покрываемых изделий (их размера, конструкции и пр.), а также производственных задач гальванизация проводится разными способами.
Детали больших размеров обрабатываются навесу в объемных ваннах. Более мелкие элементы получают гальваническое покрытие в емкостях барабанного типа – отрицательный заряд в них подается на барабан, вращающийся в электролите. Для обработки очень мелких деталей (например, крепежа) используются колокольные ванны: они медленно вращаются, способствуя равномерному покрытию изделий защитным металлом.
От плотности тока, проходящего через электролит, во многом зависит структура формируемого осадка. Эта величина измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Необходимо помнить, что при слишком высокой плотности тока образуется большое количество порошковых отложений, негативно влияющих на качество покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Слой готового гальванического покрытия может иметь толщину от 6 до 20 мкр – она определяется особенностями участвующих в гальванизации материалов. Уровень адгезии металлического сплава с поверхностями определяется с помощью специальных тестов.
Способы цинкования металлов
Кроме основанного на электролизе гальванического цинкования, существует еще несколько технологических методов нанесения цинковых покрытий. Каждый из них решает особые производственные задачи, а в совокупности они дополняют друг друга и охватывают весь спектр вариантов защиты изделий с помощью цинковых покрытий. Далее вкратце описываются главные разновидности цинкования, применяемые в современных промышленных производствах.
Горячее. При использовании этой технологии нанесение цинка на поверхность изделия проводится путем погружения его в расплавленный металл. Таким способом можно получить самые толстые защитные слои. По сравнению с гальваническим горячее цинкование является более затратным, но обеспечивает самую высокую скорость нанесения цинкового покрытия.
Холодное. Холодным цинкованием в обиходе называют покрытие металлических изделий и больших металлоконструкций с помощью кистей и пульверизаторов композитами, содержащими не менее 80% цинка (в сухой пленке). Это самая простая по нанесению технология цинкования, но она менее долговечна, чем горячая и гальваническая.
Газотермическое. При газотермическом цинковании защитный слой на поверхность детали наносится распыленной струей расплавленного цинка. Для этого используют цинковую проволоку, которая вместе с потоком воздуха автоматически поступает в пистолет, где под воздействием электрической дуги и горящего газа плавится и превращается в воздушный поток, насыщенный капельками металла. Таким методом наносят покрытия на объемные металлоконструкции (опоры линий электропередач, емкости нефтехранилищ и т. п.). К его достоинствам относят самую большую толщину напыляемого слоя, а к недостаткам — большой расход цинка, около трети которого теряется при распылении.

Термодиффузионное. Для цинкования этим методом применяют вращающиеся барабанные печи, в которые загружают обрабатываемые детали и специальные порошки, содержащие цинк и вспомогательные компоненты. При вращении в течение нескольких часов при температуре 350÷450 °C происходит диффузионное насыщение поверхностных слоев железа атомами цинка, в результате чего образуется устойчивое защитное покрытие.
Это интересно: Грунтовка по металлу — виды, защитные свойства, нюансы выбора
Электрохимическое цинкование
На сегодняшний день существует несколько способов нанесения цинка на стальную поверхность. Но наиболее экономичным и рациональным является электрохимическое цинкование. Процесс нанесения цинка на поверхность металла гальваническим методом состоит из нескольких операций:
- подготовка поверхностей. Прежде чем начать электрохимический процесс, необходимо детали обезжирить и промыть;
- травление изделий в ванне с раствором соляной кислоты позволяет удалить сильные загрязнения, ржавчину, окалину и соли;
- в ванне с раствором электролита происходит непосредственное нанесение цинка в результате электрохимической реакции. Подготовленные детали и пластины цинка погружаются в раствор, через который проходит электрический ток. В результате происходит растворение цинка и оседание его на заготовках;
- азотная кислота делает изделие более светлым, а также удаляет окисные пленки. после этой операции необходимо произвести дополнительную промывку;
- пассивация необходима для придания цинковому слою дополнительную прочность и устойчивость к коррозии. Для этого процесса могут использоваться различные химические составы, оказывающие влияние и на окончательный цвет готового покрытия.
Завершающим этапом гальванического процесса является дополнительная промывка и окончательная сушка готовых изделий. Сушат детали, покрытые цинком, на специальных сушильных столах производственными фенами. Цинковое покрытие может быть белым или желтым. Гальванические процессы в обоих случаях протекают одинаково, но для получения желтого цвета необходимо увеличить время пассивации.
Сравнительные характеристики горячего и гальванического цинкования
Сегодня применяется два вида цинкования металлоизделий – это горячее оцинкование путем окунания деталей в расплав цинка и гальванический способ обработки цинком, который предполагает воздействие на детали электрического тока. В свою очередь гальваническая технология цинкования производится двумя технологическими методами.
В первом случае обработка выполняется в специальных установках (барабанах), которые вращаются с определенной скоростью. Метод получил распространение для обработки деталей с резьбой и без резьбы. Во втором случае металлоконструкции подвешивают при помощи медной проволоки, а затем опускают в смесь с электролитом. Широко применяется для оцинкования габаритных конструкций. В свою очередь метод горячего оцинкования также выполняется подвесным способом, используется для крупногабаритных конструкций.
Перед выбором конкретного способа обработки деталей нужно учитывать следующие факторы:
- Эстетические и декоративные требования к защитному покрытию.
- Уровень влияния агрессивности факторов внешней среды, в которой планируется использовать конструкцию.
- Конструктивные особенности деталей (наличие отверстий, пр.).
- Насколько метод обработки отвечает технологическим нормам процессов оцинкования.
В случае, когда конструкции предполагается эксплуатировать на улице и в других агрессивных условиях, главным требованием к покрытию выступает высокая антикоррозийная стойкость. Такие изделия следует обрабатывать цинком по технологии горячего оцинкования, которая позволяет наносить покрытие толщиной от 60 микрометров. В данном случае в течение года цинковое покрытие разрушается не больше, чем на 10 микрометров.
Однако метод горячей обработки может применяться только в отношении конструкций, в которых имеются отверстия определенного диаметра. Также следует учитывать, что на деталях, обработанных таким способом, могут оставаться наплывы, подтеки и капли. Поэтому декоративные качества покрытия в данном случае достаточно низкие. К тому же тонкие металлоизделия могут деформироваться вследствие горячей обработки, что обусловлено особенностями технологии (цинк наносят при температуре 450°C).
Гальваническая оцинковка металла проводится при комнатной температуре, поэтому данный метод иногда называют «методом холодного цинкования», при котором металл не подвергается деформации. Данный способ обработки отлично подходит для деталей, в которых присутствуют резьбовые соединения.










 Adblock
Adblock