Гост 24379.0-2012 болты фундаментные. общие технические условия
Содержание:
5.4 Упаковка
5.4.1 Перед упаковыванием резьбовые части болтов должны быть
покрыты смазкой ПВК по ГОСТ 19537 и
обернуты бумагой по ГОСТ
515.
По требованию потребителя шпильки болтов (кроме резьбы)
могут быть покрыты лаком БТ-99 по ГОСТ 8017. Перед
установкой болтов в фундамент лаковое покрытие необходимо удалить.
5.4.2 Остальные правила упаковки изделий и маркировка
транспортной тары — по ГОСТ
18160.
6 Правила приемки
6.1 Болты для проверки соответствия их требованиям
настоящего стандарта и ГОСТ 24379.1
должны быть приняты техническим контролем предприятия-изготовителя.
6.2 Приемка болтов должна проводиться партиями.
Размер партии устанавливают по соглашению между потребителем
и предприятием-изготовителем.
При массовом производстве в состав партии входят изделия,
изготовленные предприятием в течение не более одних суток.
6.3 Для контроля болтов на соответствие требованиям
настоящего стандарта и ГОСТ 24379.1
отбирают три образца от партии.
6.4 Если при проверке отобранных болтов хотя бы один болт не
соответствует требованиям настоящего стандарта или ГОСТ 24379.1,
следует отобрать удвоенное число болтов от той же партии и провести их
повторную проверку. В случае неудовлетворительных результатов повторной
проверки партию бракуют.
6.5 Правила приемки болтов по внешнему виду и размерам в
зависимости от объема партии должны соответствовать требованиям ГОСТ 17769.
6.6 Партию изделий считают принятой, если при проверке
установлено соответствие всех параметров болтов требованиям настоящего
стандарта и ГОСТ 24379.1.
6.7 Потребитель имеет право проводить контроль качества
болтов, соблюдая при этом правила приемки и применяя методы контроля,
установленные настоящим стандартом.
6.8 По требованию потребителя шпильки болтов должны быть
испытаны на разрыв, растяжение и ударную вязкость.
6.9 Результаты приемочного контроля болтов должны быть
оформлены актом или протоколом в установленном порядке.
6.10 Каждая партия изделий должна быть снабжена паспортом по
ГОСТ
2.601, в котором должны быть указаны:
— наименование и адрес предприятия-изготовителя или его
товарный знак;
— номер партии;
— условное обозначение изделия (см. ГОСТ 24379.1);
— комплектность изделия;
— дата изготовления;
— масса партии нетто.
Примечание — Допускается
вкладывать паспорт в тару.
7 Методы контроля
7.1 Механические свойства болтов должны удовлетворять
соответствующим требованиям стандартов на материалы, из которых они
изготовлены.
Качество применяемого материала болтов должно удостоверяться
сертификатами предприятий-поставщиков.
7.2 Контроль резьбы, отклонений линейных размеров, формы и
расположения поверхностей деталей от номинальных, а также шероховатости
поверхностей следует проводить в соответствии с ГОСТ
1759.1 и ГОСТ
1759.2.
7.3 Размеры, не ограниченные предельными отклонениями, не
контролируют, соблюдение их гарантируется технологическим процессом.
7.4 Испытание на разрыв, растяжение и ударную вязкость
шпилек следует проводить по методике ГОСТ
1759.4. Испытанию подвергают три шпильки от партии.
7.5 Внешний вид болтов и их деталей проверяют визуально без
применения увеличительных приборов.
8 Транспортирование и хранение
8.1 Транспортирование болтов и их деталей допускается любым
видом транспорта. При этом должны быть обеспечены надежное закрепление и
сохранность их от механических повреждений.
8.2 Транспортирование изделий в контейнерах без упаковки в
тару не допускается.
8.3 Болты должны храниться на складах рассортированными по
типам, исполнениям и размерам и должны быть защищены от загрязнения. Воздух в
помещении не должен содержать примесей агрессивных газов, вызывающих коррозию
болтов.
8.4 Условия транспортирования фундаментных болтов (изделий)
при воздействии климатических факторов должны соответствовать условиям 7,
хранения — условиям 2 по ГОСТ
15150.
9 Гарантии изготовителя
Предприятие-изготовитель гарантирует соответствие болтов
требованиям настоящего стандарта при соблюдении условий транспортирования и
хранения.
Приложение А
(справочное)
Таблица
А.1
|
Номинальный диаметр |
Расчетная площадь |
Номинальный диаметр |
Расчетная площадь |
|
12 |
0,84 |
64 |
26,76 |
|
16 |
1,57 |
72 |
34,60 |
|
20 |
2,45 |
80 |
43,44 |
|
24 |
3,52 |
90 |
55,91 |
|
30 |
5,60 |
100 |
69,95 |
|
36 |
8,16 |
110 |
85,56 |
|
42 |
11,20 |
125 |
111,91 |
|
48 |
14,72 |
140 |
141,81 |
|
56 |
20,30 |
||
|
Примечание |
Ключевые
слова: фундаментные болты, строительные конструкции, шпильки, фундаменты,
анкерная плита, шайбы, анкерная арматура, коническая втулка, номер партии,
правила приемки, методы контроля, транспортирование и хранение изделий
ПРИЛОЖЕНИЕ Справочное
|
Номинальный диаметр резьбы шпильки d, мм |
Расчетная площадь поперечного сечения Fр, см2 |
Номинальный диаметр резьбы шпильки, d, мм |
Расчетная площадь поперечного сечения Fр, см2 |
|
12 |
0,84 |
64 |
26,76 |
|
16 |
1,57 |
72 |
34,60 |
|
20 |
2,45 |
80 |
43,44 |
|
24 |
3,52 |
90 |
55,91 |
|
30 |
5,60 |
100 |
69,95 |
|
36 |
8,16 |
110 |
85,56 |
|
42 |
11,20 |
125 |
111,91 |
|
48 |
14,72 |
140 |
141,81 |
|
56 |
20,30 |
(Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН
Центральным научно-исследовательским и проектно-экспериментальным институтом промышленных зданий и сооружений (ЦНИИпромзданий) Госстроя СССР
Центральным ордена Трудового Красного Знамени научно-исследовательским и проектным институтом строительных металлоконструкций (ЦНИИпроектстальконструкция) Госстроя СССР
Центральным научно-исследовательским институтом строительных конструкций имени В. А. Кучеренко (ЦНИИСК им. Кучеренко) Госстроя СССР
Научно-исследовательским институтом бетона и железобетона (НИИЖБ) Госстроя СССР
Министерством монтажных и специальных строительных работ СССР
РАЗРАБОТЧИКИ
А.М. Туголуков, канд. техн. наук (руководитель темы); Е.В. Потапкин; О.Л. Кузина; Ю.В. Фролов; Л.А. Пескова; Л.И. Цыбакова; В.Н. Потапов, канд. техн. наук; В.И. Шарстук, канд. техн. наук; П.П. Алексеенко, канд. техн. наук; В.Ф. Беляев, канд. техн. наук; Л.И. Гладштейн, канд. техн. наук; К.В. Шишокина, канд. техн; наук; В.П. Поддубный
2. ВНЕСЕН Центральным научно-исследовательским и проектно-экспериментальным институтом промышленных зданий и сооружений (ЦНИИпромзданий) Госстроя СССР
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 25.08.80 № 133
4. Срок проверки — 1995 г.; периодичность проверки — 5 лет
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО- ТЕХН ИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 2.601-68 |
6.8 |
6.6 |
|
|
2.2; 2.4; 2.7 |
ГОСТ 10605-72 |
3.1.1 |
|
|
2.8 |
Вводная часть; 2.2 |
||
|
2.2; 2.7 |
4.5 |
||
|
2.8 |
2.2 |
||
|
2.10; 6.5 |
6.6 |
||
|
5.2 |
2.1; 3.1; 4.1; 4.3; 4.4; 4.6 |
||
|
5.2 |
2.7 |
||
|
5.4 |
|||
|
3.1.1 |
7. ПЕРЕИЗДАНИЕ (май 1991 г.) с Изменением № 1, утвержденным в мае 1990 г. (ИУС 10-90)
Технологические особенности изделий
Так как эти болты применяются для фиксации тяжёлых конструкций, ГОСТом устанавливаются к ним очень жёсткие требования. Детали изготавливаются только из особой высококачественной стали.
Чтобы исключить появление ржавчины, стержень покрывается слоем цинка, наносимого термодиффузионным способом. Фундаментные болты выпускаются нескольких видов.
Составной
Предназначен для монтажа на поверхность фундамента поворотного оборудования или надвижных механизмов. Установка нижней шпильки происходит до начала заливки бетона. Затем фиксируется верхняя шпилька. Конструкция закрепляется сваркой. Длина таких болтов находится в диапазоне 24—64 мм. Этот размер подбирается по толщине соединяемых деталей.
Изогнутый болт
Применяется для фиксации различных конструкций, а также всевозможного оборудования к бетонному основанию. В состав анкера входят:
- Гайка — 2 шт.
- Шпилька.
- Шайба.

Основным отличием этого болта от обыкновенного крепежа является изогнутый под 90 градусов конец стержня, он может иметь вид буквы «Г» или со шпилькой, немного отклонённой в сторону. Такой болт называют «лебедем». Основным преимуществом изогнутой системы считается лёгкий способ изготовления. Чтобы использовать эти болты в районах повышенной влажности или холодного климата, их изготавливают из специальной низкоуглеродистой стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3212-92 Комплекты мобильные. Уклоны формовочные, стержневые знаки, допуски размеров
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5915-70 Гайки шестигранные класса точности В. Конструкция и размеры
ГОСТ 6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 10605-94 (ИСО 4032-86) Гайки шестигранные с диаметром резьбы свыше 48 мм класса точности В. Технические условия
ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент
ГОСТ 11371-78 Шайбы. Технические условия
ГОСТ 16093-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 24379.0-80 Болты фундаментные. Общие технические условия
ГОСТ 24705-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 25347-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ 25348-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм
ГОСТ 26645-85* Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
__________
* На территории Российской Федерации действует ГОСТ Р 53464-2009.
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на территории государства по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части не затрагивающей эту ссылку.
4. ПРАВИЛА ПРИЕМКИ
4.1. Болты для проверки соответствия их требованиям настоящего стандарта и ГОСТ 24379.1-80 должны быть приняты техническим контролем предприятия-изготовителя.
4.2. Приемка болтов должна производиться партиями, состоящими из изделий одного условного обозначения.
Размер партии устанавливается по соглашению между потребителем и предприятием-изготовителем.
При массовом производстве в состав партии входят изделия, изготовленные предприятием в течение не более одних суток.
4.3. Для контроля болтов на соответствие требованиям настоящего стандарта и ГОСТ 24379.1-80 отбирают 3 образца от партии.
4.4. Если при проверке отобранных болтов окажется хотя бы один болт, не соответствующий требованиям настоящего стандарта и ГОСТ 24379.1-80, следует отобрать удвоенное количество болтов от той же партии и произвести их повторную проверку. В случае неудовлетворительных результатов повторной проверки партию бракуют.
4.5. Правила приемки болтов по внешнему виду и размерам в зависимости от объема партии должны соответствовать предусмотренным ГОСТ 17769-83.
4.6. Партию изделий считают принятой, если при проверке установлено соответствие всех параметров болтов параметрам, предусмотренным настоящим стандартом и ГОСТ 24379.1-80.
4.7. Потребитель имеет право производить контроль качества болтов, соблюдая при этом правила приемки и применяя методы контроля, установленные настоящим стандартом.
4.8. По требованию потребителя шпильки болтов должны быть испытаны на разрыв, растяжение и ударную вязкость.
4.9. Результаты приемочного контроля болтов должны быть оформлены актом в установленном порядке.
Особенности конструкции болтов
При разработке болта анкерного с гайкой ГОСТ 24379 .1−2012 специалисты стремились создать крепёжное изделие, способное выдерживать большие нагрузки.
После шпильки важной деталью конструкции считается специальная втулка., её боковая поверхность имеет продольные прорези, напоминающие своеобразные лепестки. Втулка полностью закрывает шпильку
Свободной остаётся лишь одна верхняя часть, где находится гайка.
Приспособление помещается в заранее подготовленное отверстие. Гайка начинает закручиваться, шпилька втягивается во втулку, которая своим конусом разжимает лепестки. Надёжное крепление осуществляется благодаря распорной втулке, полученной методом литья, на её поверхности отсутствуют сварочные швы, ослабляющие приспособление. Для ограничения вращения гайки на большую глубину надевается специальная стопорная шайба.
Механизмы, анкерного типа относятся к универсальному виду, поэтому их используют и для монтажа самых разных предметов:
- Кондиционеров.
- Вентиляции.
- Крепления металлических балок и прочее.
Ещё одним важным параметром устройства считается его размер
При выборе анкера очень важно предусмотреть массу закрепляемой детали. При фиксации большого веса анкер должен быть длинным, а сечение шпильки большим
Конечно, учитывается также толщина конструкции, куда будет устанавливаться анкер.
Сегодня заводы изготавливают шпильки для таких приспособлений, минимальная длина которых равна 18 мм. Максимальная величина шпильки не превышает 400 мм. Диаметр анкерного болта определяется размером распорной втулки. Согласно действующему ГОСТу минимальный диаметр начинается с 6,5 мм. Для длинных шпилек, этот размер может быть увеличен до 20 мм.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
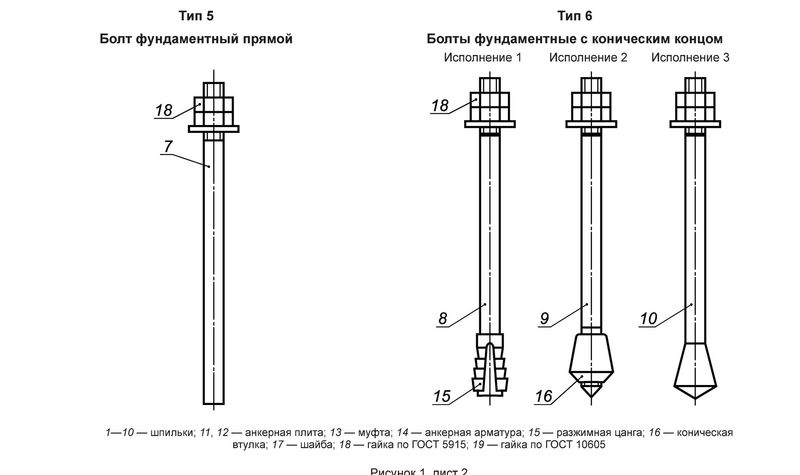
3.1 шпилька: Стержень фундаментного болта.
3.2 анкерная арматура: Конструктивный элемент, удерживающий шпильку в фундаменте.
3.3 анкерная плита: Деталь анкерной арматуры.
3.4 втулка: Деталь цилиндрической формы с отверстием, входящая в состав сварной анкерной плиты.
3.5 опорная плита: Основание колонны в виде пластины, непосредственно соприкасающейся с фундаментом.
3.6 цанга разжимная: Конструктивная деталь, позволяющая увеличивать сцепление шпильки с фундаментом при затяжке гайки фундаментного болта.
3.7 муфта: Соединительная деталь с внутренней резьбой, предназначенная для стыковки частей шпилек фундаментного болта.
3.8 труба: Деталь анкерной арматуры съемных фундаментных болтов.
3.9 шайба: Крепежное изделие с отверстием, устанавливаемое под гайку.
3.10 гайка: Крепежное изделие с внутренней резьбой.
1 Область применения
Настоящий стандарт распространяется на фундаментные болты (далее — болты) диаметром резьбы от 12 до 48 мм для климатического района I, и от 12 до 140 мм — для остальных климатических районов РФ, предназначенный для крепления несущих и ограждающих стальных строительных конструкций стационарных, сборно-разборных и передвижных зданий и сооружений различного назначения, воспринимающих постоянные, временные и особые нагрузки типа подвижных, вибрационных, взрывных, сейсмических в климатических районах с расчетной температурой наружного воздуха до минус 60 °С и сейсмичностью до 9 баллов, эксплуатируемых в слабоагрессивных, среднеагрессивных и агрессивных средах с применением защитных металлических и лакокрасочных покрытий.










 Adblock
Adblock