Как выполняется хонингование цилиндров и что это такое
Содержание:
- Что лучше: хонингование или шлифовка цилиндров мотора
- Хонингование цилиндров и смысл этого процесса
- Зачем хонинговать двигатель
- Важные требования
- Что автовладельцы говорят о хонинговании цилиндров
- Требования к хонинговальному инструменту и обрабатывающим брускам
- Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
- Теория хонингования блока цилиндров
- Преимущества хонингования
- Инструмент для обработки
- Основные плюсы хонингования.
- Как на Алиэкспресс найти и заказать инструменты, приспособления, расходные материалы по сходной цене и бесплатной доставкой, пошаговая инструкция
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.

Подведём итог нашей сегодняшней статьи
Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки
Удачи вам и не забывайте оставлять комментарии ниже.
Хонингование цилиндров и смысл этого процесса
Множество специализированных автомастерских упражняются хонингованием цилиндров
Важной целью, как вы уже поняли, является уменьшение шероховатости для связи поршня и цилиндров. Во время своей эксплуатации двигатель теряет свои начальные свойства, вследствие чего возникают затруднения при его функционировании
Составная часть двигателя, а также его детали начинают деформироваться
Уделив особое внимание цилиндру, когда он находится в разрезе, можно заметить, что форма его в виде овала. При выполнении ремонта или частом эксплуатировании на поверхности цилиндров могут оставаться царапины и следы
В связи с этим возникаю следующие проблемы:
1. Теряются компрессионные свойства.
2. Увеличиваются затраты смазки и горючего.
3. Сбавляются обороты мотора.
По этим причинам необходимо в обязательном порядке произвести починку двигателя. Делать это необходимо в положенное время, иначе внешний вид и работоспособность цилиндров может отразиться непосредственно на функционировании иных механизмов. Что может вызвать неисправность. Бывают ситуации, в которых вследствие переноса починки доводилось устанавливать новый кривошипно-шатунный механизм.
Производится реставрация детали в пару этапов, таких как:
· Мастер делает расточку всех имеющихся гильз в соотношении с последующим ремонтным параметром. На случай когда раньше не совершался ремонт, то расточку делают до минимального размера, таким является первый
Очень важно создать лишним припуск в пару мм
· Проводится хонингование для того, чтоб гильзы имели правильную форму, и чтоб в свою очередь уменьшилась шероховатость.

Зачем хонинговать двигатель
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.

Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера). При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
Плосковершинное хонингование предпочтительнее других операций по доводке, таких как притирка и шлифование, поскольку дает лучшие результаты, как по точности, так и по эффективности.

Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока. Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов. Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.

Что автовладельцы говорят о хонинговании цилиндров
-
Хонингование на старых двигателях
Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили.
Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
-
Незаводское хонингование
Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
-
Преимущество заводского хонингования
Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
-
Равномерность износа хонингования
Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше.
-
Одинаковый хон или разный
Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
Требования к хонинговальному инструменту и обрабатывающим брускам
Хонинговальные инструменты
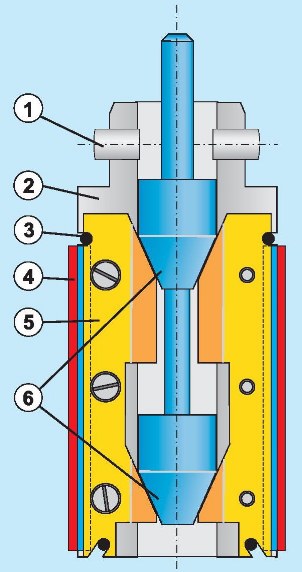
При обработке алюминия хонингование, а также процесс раскрытия должны производиться с помощью так называемых многобрусковых хонинговальных инструментов. Для достижения точной геометрии отверстий требуется от 5 до 8 расположенных по периметру обрабатывающих брусков (изобр. 1). Установка режущих брусков достигается у многобрусковых хонинговальных головок посредством центральной конической раздвижки с гидравлическим или электромеханическим приводом (изобр.3). Наиболее подходящими являются станки, у которых установка хонинговальных брусков происходит гидравлически, и таким образом возможно очень точное регулирование давления и установки.
Механические устройства установки брусков от руки как у вышеназванной головки с зубчатой рейкой (изобр. 2) не позволяют установку с требуемой точностью. Особенно выдерживаемые при обработке алюминия низкие давления резания едва ли возможно при ручной установке правильно дозировать и устанавливать.
Поэтому стандартные хонинговальные инструменты с двумя или 4-мя хонинговальными брусками, раздвигаемые механически при помощи зубчатой рейки, непригодны для обработки алюминия. Требуемые качества поверхности и геометрии отверстия этим достичь невозможно. Кроме того, при хонинговании алюминия нельзя работать с направляющими планками.

Изображение 1
 |
|
Изображение 2 |

Изображение 3
1. Карданный шарнир
2. Хонинговальный инструмент
3. Кольцевая пружина
4. Хонинговальный брусок
5. Хонинговальная головка
6. Установочный конус
Хонинговальные бруски
По причине особых требований при хонинговании алюминиевых рабочих поверхностей цилиндров применимы только абразивные бруски с алмазами на пластмассовой связке. Твёрдость алмазов обеспечивает точное резание интегрированных в алюминий кремниевых твёрдых фаз. Пластмассовая связка алмазных режущих брусков препятствует возникновению знакомых проблем, возникающих при хонинговании алюминия керамическими режущими брусками
Бруски являются и при мягком материале, как алюминий, самозатачивающимися, т. е., связка алмазов достаточно прочна для удержания алмазов в процессе хонингования, в то же время достаточно мягка, чтобы затупившиеся алмазные зёрна смогли бы вывалиться. Выдерживание параметров обработки препятствует разрушению, а также выламыванию интегрированных кристаллов кремния, и поверхность оптимально подготавливается к последующей операции раскрытия. KS-алмазные абразивные бруски (см. главу «3.8 KS — инструменты для обработки алюминия») разрабатывались и согласовывались специально для обработки ALUSIL, LOKASIL и сравнимых алюминиево-кремниевых материалов.
 |
|
Изображение 4 |
Указание
Керамические хонинговальные бруски, в том виде как они многие годы при ремонте двигателей применяются и рекомендуются, не располагают требуемыми сегодня свойствами по обработке, а также требуемой технологической надёжностью. Абразивные средства на керамической связке из карбида кремния или корунда малопригодны для точного и чистого резания кристаллов кремния. Из-за твёрдости кристаллов кремния износостойкости керамических абразивных средств недостаточно для обеспечения достаточной стойкости при чистых результатах обработки.
Связка абразивных зёрен керамических хонинговальных брусков слишком тверда для обработки алюминиевых рабочих поверхностей цилиндров. Эффект самозатачивания у керамических хонинговальных брусков, как он проявляется при хонинговании серого чугуна вырыванием или откалыванием затупившихся режущих зёрен, при хонинговании алюминия не наступает. Тупые режущие зёрна остаются в бруске, что ведёт к возрастанию давления резания. Интегрированные в стенке цилиндра кристаллы кремния, составляющие необходимую пару скольжения для поршневых колец, не могут выдержать такого слишком высокого давления резания, вырываются и разрушаются. Далее, из-за избыточной смазки хонинговальных брусков алюминием, дело часто доходит до разрушения почти полностью обработанной поверхности цилиндра. Натёртый на хонинговальные бруски алюминий приводит при этом за несколько оборотов к спиральным царапинам на рабочей поверхности, которые делают всё хонингование непригодным.
Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Преимущества хонингования

Хоть шлифование, полирование и притирка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдают хонингованию, так как оно является более эффективным и точным. Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
Повышение устойчивости к износу. Это, в свою очередь, позитивно влияет на дальнейшую работу двигателя и позволяет максимально повысить его срок эксплуатации.
Отсутствие брачных деталей. Дело в том, что при обрабатывании цилиндров хоном поверхность подвергается меньшему давлению, чем, например, при шлифовании. То есть шансы на получение брачного цилиндра значительно уменьшаются.
Достижение технических требований. За счет того, что хонинговальные бруски имеют более широкую номенклатуру в сравнении с теми же абразивными кругами, достичь технических требований, предъявляемых к детали, в несколько раз проще.
Изготовление точного отверстия. За счет своей конструкции хон во время обработки может автоматически исправить отклонения отверстия от допустимых значений, которые остались от предыдущих операций, например, после сверления.
Уменьшение времени, отведенного на обработку. Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию
Это особенно важно в массовом производстве, когда в день необходимо изготавливать тысячи цилиндров.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
-
по способу крепления абразивного инструмента: жесткие;
- плавающие;
по способу обеспечения размера:
- регулируемые;
саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Основные плюсы хонингования.

Если сравнивать с другими способами обработки поверхностей блока цилиндров, например, с полировкой и притиркой, наиболее эффективным и точным методом является обточка (хонингование). Благодаря ему обеспечивается наименьший износ деталей, максимальное давление в цилиндрах увеличивается, что ведет к увеличению эффективности работы двигателя, продлению срока его службы.
Благодаря обточке на поверхности цилиндров образуется малозаметная сеточка. Благодаря ей масло на стенках сохраняется в течение длительного времени. Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Для хонингования цилиндров профессионалы советуют использовать алмазные бруски, хотя изначальная их цена выше, чем стоимость керамических абразивов. Большинство компаний используют именно этот способ финишной обработки цилиндров. Меньший износ алмазных абразивов компенсирует их стоимость. Благодаря использованию алмазных головок отверстию можно придать идеальную геометрию. В процессе восстановления цилиндров путем хонингования можно получить прямые стенки и круглую форму, правильное количество и качество штриховки. А это является главным залогом долговечности работы мотора и автомобиля в целом.
Как на Алиэкспресс найти и заказать инструменты, приспособления, расходные материалы по сходной цене и бесплатной доставкой, пошаговая инструкция
Далее заполняем все необходимые поля, а именно адрес электронной почты, имя и фамилию, после чего придумываем и подтверждаем пароль
Очень важно подтвердить адрес электронной почты в течение суток, в противном случае через 24 часа ваш аккаунт будет заблокирован.
В своем профиле заполняем адрес доставки. Очень важно вводить адрес только английскими символами
К примеру, ул. Строителей – ul. Stroiteley. Всего может быть до пяти адресов.
В строку поиска вводим наименование искомого товара
Если вас интересует обширная группа товаров, к примеру, автомобильные товары, воспользуйтесь поиском по категориях.
При выборе товара обращайте внимание на рейтинг продавца, а также отзывы других покупателей.
С помощью удобных фильтров вы можете отобрать желаемое в результатах поиска, к примеру, товары с бесплатной доставкой.
Когда требуемый товар найден, выберите размер, количество и цвет, после чего нажмите на иконку «Купить сейчас».
На последнем этапе оплачиваем заказ.










 Adblock
Adblock