Как сделать спуски на ноже в домашних условиях
Содержание:
- Быстрорежущая сталь разных марок для ножей
- Как сделать спуски на ноже на наждаке?
- Продолжение работ
- Материалы для изготовления рукоятки
- Основные формы и характеристики спусков на самодельных ножах
- Изготовление ножа для выживания в полевых условиях
- Способы закаливания
- Этапы изготовления ножа своими руками
- Как точить изделия быстрорезы
- Закалка ножа в домашних условиях
- Японский узор и русский ответ
- Финансовые расчеты
- Виды ножей для станков
- Еще немного истории
- Как изготовить камеру для закаливания металла
- О снятии фаски
- Знакомство с элементом
Быстрорежущая сталь разных марок для ножей
Нож состоит из двух главных частей – клинок и рукоять. Важны обе части. Данная статья нацелена на режущую часть ножа. Марка стали играет важнейшую роль на технические характеристики конечного изделия. Не менее важен процесс изготовления клинка.
Редко люди рассказывают о предварительном отборе заготовки. Со слов профессионалов ножевого ремесла, обязательным и первоначальным этапом является – отсев брака. Проверка проходит простым бросанием заготовок на деревянную поверхность. Сделать это необходимо несколько раз, поддавшиеся трещинам изделия – бракуются.
Найти сталь от быстрорежущей пилы в России достаточно легко. Списанные изделия заводского назначения, завалялось у дедушки в гараже изделие из СССР или приобрести на рынке новый «быстрорез». Вполне подходящие варианты. Быстрорежущие марки стали насчитывают немало пригодных разновидностей для изготовления клинков.
Сталь Р18 и ножи из неё
Рапид из стали Р18 встречается редко. Повезло найти пилу или пластину – «ножеманы» плачут от зависти. Сталь с прочностью до 1000 МПа сохраняет режущие свойства при нагреве до 600 градусов по Цельсию. В производстве применяются для резцовых инструментов: свёрла, резьбовые фрезы, метчики, зенкеры, развёртки и резцы.

Сталь для ножа Р18.
Поддаётся ковке и закалке. Изготовить нож из пилы стали Р18, не составит труда. Вырезать шаблон, сделать спуски, РК и рукоять. Закалять не требуется, отпуск не нужен. Пользователи отзываются только положительно, работают ножами по 15-20 лет.
Ножи из стали быстрорез Р12
Непосредственный заменитель стали Р18. Производственное применение имеет в свёрлах, метчиках, развёртках и прочих вариантах. Структура Р12 близка «собрату» Р18. Супротив близкого сходства присутствует небольшое различие в механических свойствах.
Неоднородность карбида сказывается на Р12 в пластичности и вязкости. Режущие свойства клинка из этого материала однозначно высоки. Заточке поддаётся слегка легче. Хрупкость характерна рапидным сталям, не следует изготавливать «мачете» или топор. Аналог Р18 отлично подойдёт для кухонных работ.
Клинки из быстрореза Р6М5
Сталь довольно ходовая, найти её несложно. Используется в режущем и пильном инструменте, хорошо справляется с ударными нагрузками. Существует несколько разновидностей по ГОСТу. Основные рапидные свойства присутствуют во всех марках Р6М5.
Мнения разняться в использовании клинков из этого материала. При затупившемся лезвии трудно заточить, в походе создаст тучу трудностей. Рекомендуется на длительные мероприятия не брать. Кухонный или разделочный – его предназначение. Непременно справится с деревообработкой.
Как сделать спуски на ноже на наждаке?
Судя по отзывам, многие ножеделы стараются максимально упростить себе работу. Для этой цели создаются различные дополнительные приспособления. В качестве основного механического «помощника» такого специалиста выступает точильный станок. Инструмент оборудован мотором, а работа выполняется посредством камня. Выводить спуск на заготовке можно, удерживая ее просто в руках.

Смотреть галерею
Достаточно водить взад-вперед вдоль точильного круга. Ребро камня должно быть перпендикулярно к поверхности заготовки. Однако в таком случае нет гарантии, что вдоль всей режущей кромки будет выдержан одинаковый угол. Не исключено, что руки устанут держать заготовку и спуск собьется. Предотвратить это можно с помощью специального технического приспособления. Изготавливают его из стальной пластины, куска уголка и струбцины. Пластина будет использоваться в качестве площадки, на которой располагается заготовка. Чтобы она не скользила, ее удерживают прижатой к уголку. С таким приспособлением регулируется ширина спусков. Для этого достаточно провернуть винт струбцины, сменив угол пластины.

Смотреть галерею
Продолжение работ
После того как фаска уже снята, можно приступать к изготовлению на заготовке спусков. Сделать это будет несложно: мастера проводят аккуратно обдирочным диском в сторону обуха. Судя по отзывам, в местах соприкосновения диска на поверхности остается отлично видимый след, благодаря чему мастеру удобно следить за перемещением камня. Так как граница фаски заметна, домашний умелец будет знать, где именно ему стоит остановиться. Далее возле пятки ножа нужно оформить начало спуска. Чтобы это сделать, нужно пересечь торцевую поверхность камня с цилиндрической, аккуратно подведя диск к линии. Обрабатывающая поверхность должна быть расположена перпендикулярно к режущей кромке. Если смотреть сверху, то при правильной работе диск будет повернут вертикально к плоскости ножа. Соблюсти это позволит камень с цилиндрической поверхностью: цилиндрик, катаясь по заготовке, будет указывать вертикаль. Если произошло отклонение, то диск станет на ребро, что сразу почувствует мастер и остановит работу. В противном случае камнем в заготовке можно наделать лишних углублений, что нежелательно.
Материалы для изготовления рукоятки
По способу крепления рукояти ножей делятся на:
- Накладные. Ручка собирается из двух частей, скрепляемых заклепками. Чаще всего такой способ крепления используется для изделий с широким хвостовиком, форма которого нередко и определяет контуры рукоятки. Кроме того, в этом случае легко сбалансировать массивное или длинное лезвие.
- Всадные. Способ используется для ножей с узким хвостовиком. Цельная рукоятка легче и прочнее, чем клепанная, поэтому ножи могут использоваться для трудоемких операций.
- Цельнолитые. В этом случае рукоятка представляет собой единое целое с лезвием.
Для изготовления рукоятей на сегодняшний день чаще всего применяются следующие материалы:
- Древесина твердых лиственных пород с высокой вязкостью (береза, клен, орех) не ниже второго сорта с влажностью не выше 12%.
- Полипропилен, к примеру, марок 04П-01010, 05П-01020.
- Ударопрочный полистирол марок УПМ 0503, УПМ 0508.
Также рукоятки могут изготавливаться и из других материалов, например, различных металлических сплавов, дополняться различными декоративными элементами, обшиваться кожей и т. д.
Для изготовления шайб, заклепок и другой арматуры допускается использование стали марок 12Х17, 12Х18Н9Е, медно-цинковых сплавов Л63., Л68, ЛС59-1, сплавов алюминия АД, АД0 или их аналогов.
На начальном этапе деятельности можно наладить поставки готовых рукояток, однако в перспективе желательно наладить собственное производство.
Основные формы и характеристики спусков на самодельных ножах
Новички, как правило, имея заготовку и весь нужный инструмент, не могут определиться, какой спуск наиболее универсален. Хотя бы для кухонного ножа. Но не волнуйтесь, есть несколько самых распространенных видов спусков, которые мы сейчас рассмотрим:
- Самый распространенный, и делается от самого обуха, это – клиновидный. Применение он находит, как правило, на кухне.
- Еще один довольно популярный вид – тоже клиновидный, идет от самого обуха и переходит в режущую кромку. Но если его перетачивать, он автоматически перейдет в вид номер 1, во время заточки будет образовываться режущая кромка отдельно от спуска. Либо затачивать весь спуск, что довольно проблематично.
- Довольно характерная форма для многих ножей. Лезвие плоское, а спуск начинается с середины или чуть выше к обуху. Заточке поддается довольно легко.
- Очень интересный вариант, и довольно часто применяемый клиновидные спуски и режущая кромка, нож достаточно прочен и рез хороший. Очень гармонично расположены спуски и кромка.
- Режущую кромку образует двойной клин. Спуски клиновидные, но материал между ними и режущей кромкой убран. Очень хорошо режет плотные материалы, но сложен в заточке, можно сказать, для профессионалов.
- Линзовидные вогнутые спуски. Режущая кромка, является как бы продолжением грани между лезвием и скосом к острию. Они могут начинаться практически от самого обуха. Второе название заточки – «бритвенная», ее применяют для опасных бритв.
- Односторонняя заточка приобрела название – стамесочная. Затачивается довольно просто. Ножом можно орудовать, только одной рукой. При этом скос должен быть со стороны рабочей руки.
- Формой напоминает спуск номер 3, но их как таковых нет, прямое лезвие и сразу режущая кромка. Больше подходит для рубящих изделий.
- Выпуклые линзовидные спуски, плавно переходящие в режущую кромку. Названия имеет два «пулевидная» заточка и «оживальная». Тяжело клинком резать, вязнет в материале, зато прекрасные рубящие характеристики. Сложен в изготовлении, также вариант для профессионалов.

Основные формы спусков на ножах.
Для начала можно попробовать на какой ни будь ненужной заготовке, сделать спуски №1 и №3. Они проще остальных и найдут применение у вас дома, как вариант на кухне. А набив руку, можно приступать и к более сложным разновидностям заточки.
Изготовление ножа для выживания в полевых условиях
Даже изготавливая нож для выживания в полевых условиях из подручных средств, можно добиться очень хорошего результата, главное правильно выполнить эту процедуру. Первое, что нужно сделать для того чтобы изготовить нож для выживания – это подобрать подходящий осколок камня. Осколок камня для будущего ножа должен быть небольшим и удобно фиксироваться руке. Если осколка нужного размера не нашлось, можно расколоть большой камень о другой камень. Самыми идеальными считаются камни с глянцевыми осколками, поскольку они считаются самыми твердыми и надежными. Затачивать камень можно костью, для этого необходимо с нажатием поворачивать острый край кости в сторону заточки. Для более удобной процедуры заточки, камень рекомендуется поместить на мягкую и упругую поверхность, подойдет например, кора дерева. Затачивать необходимо только одну сторону камня, это в дальнейшем поспособствует безопасной и удобной эксплуатации ножа. Но, даже соблюдая технологию изготовления ножа для выживания в полевых условиях, нужно помнить, что он прослужит, не так уж и долго, поскольку со временем камень затупится, и нужно будет изготавливать новое приспособление.
Учитывая все вышеперечисленное, можно сделать вывод, что ножи выживания своими руками выполнить вполне возможно и сделать это можно не имея специальных навыков. Изготавливая такое приспособление самостоятельно, можно быть уверенным в том, что оно действительно качественное и изготовленное по всем правилам. Более того, самостоятельное изготовление ножа поможет существенно сэкономить свои деньги, поскольку качественные ножи для выживания стоят сейчас довольно-таки много.
«Ножи для выживания своими руками» прочитали 4884 раз(а)
Способы закаливания
Способов закаливания существует, по сути, 2 типа. На открытом огне и в печи. Но, к сожалению, в обычном костре поднять температуру выше 900 градусов, не получится. Тогда приходит на помощь печь. Ее можно изготовить самостоятельно. Это довольно непростой процесс, но изготовив ее единожды, она прослужит вам достаточно долго. Тем более если вы начинающий мастер, она вам просто необходима.
В камере
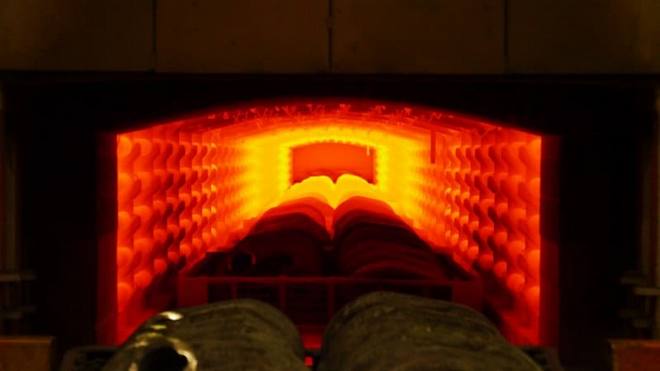
Далее мы поговорим, как сделать самостоятельно муфельную печь для правильной термообработки заготовок, а сейчас просто и коротко опишем процесс закалки в ней, сталь клинка будет использована 50Х14МФ:
- Прогреваем печь до нужной температуры, в данном случае 1070 градусов, и погружаем клинки в печь.
- Загрузив клинок в печь, разогреваем печь опять до 1070 градусов, и при данной температуре начинается отсчет времени. Принцип прост: 1 минута 40 секунд, на каждый миллиметр толщины клинка.
- По прошествии нужного времени, клинок вытаскивают и охлаждают на воздухе, в течение 15 минут под небольшим прессом.
- Затем производится отпуск металла в духовке при 200 градусах.

Закалка ножа в камере выполненной в домашних условиях.
При данном процессе сталь получает твердость в 56 HRC.
На открытом огне
Способ, можно сказать, опробованный нашими предками и ему уже много лет. Чтобы правильно закалить сталь, без каких-либо точных измерительных приборов, так сказать «на глазок», нужна внимательность, и наберитесь терпения. Единственным способом проверки может являться магнит. Когда металл достигает определенного для него точки накала, так называемой точки Кюри, он перестает взаимодействовать с магнитом.
И еще один признак, это цвет самой заготовки, она должна стать темно-красной. Но также в процессе нужно следить, чтобы не появлялось синих или черных пятен, это говорит о перегреве. Заготовку стоит класть в угли, когда цвет пламени от них будет малиновый.
Что потребуется:
- минеральное масло в емкости (можно отработку);
- ведро с водой;
- хорошо подготовленные угли;
- длинные металлургические клещи.

Закалка ножа на открытом огне.
Этапы изготовления ножа своими руками
Если предполагается делать серьёзный нож, то и сталь для него следует брать качественную легированную высокоуглеродистую.
Выбор стали заготовки для ножа
При выборе отечественной марки стали для самодельного ножа учитывают много противоречащих друг другу условий. Наиболее популярные в России марки стали для массовых ножей 65Х13, 50Х14МФ. Для оружия и охотничьих изделий применяют 9ХС и 95Х18. Кухонные инструменты делают из стали 40Х12. Ножи легко правятся мусатом. Сталь марки 45Х13 применяется для изготовления туристических ножей, так как устойчива к коррозии. Очень популярная при изготовлении самоделок недорогая сталь марки ШХ15СГ. Расшифровывается марка так: Буква «Ш» обозначает в марке, что это шарикоподшипниковая сталь, «Х15» – указывает на содержание хрома и его количество (примерно 1,5%), а буквенное обозначение «СГ» – указывает на содержание легирующих элементов кремния и марганца (примерно 0,34% и 0,4%).
Существует много аналогичных зарубежных марок стали.
Как делают ножи
Любой нож, даже самый простой, состоит из нескольких деталей. А в складном изделии их полтора десятка. Желательно иметь доступ к простейшим станкам – точилу с электроприводом, ленточному шлифовальному, сверлильному станку, к высокотемпературной электропечи для термообработки металла.
Каждую деталь надо делать в соответствии с чертежом, иначе при сборке их невозможно будет совместить. Весь процесс изготовления ножа разбивается на последовательные этапы.
 Нож и его составляющиеФОТО: warbook.club
Нож и его составляющиеФОТО: warbook.club Детали, из которых состоит складной ножФОТО: clubsamodelok.ru
Детали, из которых состоит складной ножФОТО: clubsamodelok.ru
Как сделать клинок
Первым делом надо изготовить лезвие ножа, другое его название «клинок». Технология изготовления определяется тем, из чего эта деталь будет делаться. Как правило, все заготовки имеют высокую твёрдость, затрудняющую обработку. Закалённый металл следует «отпустить». Это операция термообработки, заключающаяся в нагреве заготовки примерно до 200ºС и выдержке в течение часа при этой температуре. Нагрев можно проводить на кухне в духовке, остывать деталь должна вместе с плитой.
Следующий этап – формирование будущего клинка. Если заготовка толстая и неудобной формы (например, из напильника), то её надо подвергнуть ковке. Если сталь не очень толстая листовая, то её можно обрезать или обточить на обдирочном наждаке.
В подготовленной болванке будущего клинка надо в соответствии с чертежом просверлить отверстия, сквозь которые пройдут заклёпки для крепления рукоятки.
Теперь заготовку можно немного облагородить – снять заусенцы, начать формировать скосы для будущего острия. Толщина лезвия и форма скосов определяют режущие и прочностные свойства готового ножа.
Если заготовка удовлетворяет мастера, то можно провести закалку. Строго по науке температура нагрева под закалку определяется по справочнику для каждой марки стали. Это примерно 800ºС. В кустарных условиях можно использовать магнит в качестве индикатора. Как только металл потеряет свои магнитные свойства, значит, он готов к закалке, т.е. резкому опусканию в холодную воду, а ещё лучше в ёмкость с машинным маслом.
После закалки опять проводится отпуск металла. Эта процедура придаёт материалу необходимые свойства упругости и гибкости.
И заключительный этап работы с клинком – это его очистка, заточка и полировка.
Статья по теме:
Как сделать ручку для ножа
Изготовление ручки для ножа – процесс творческий. Здесь надо проявить художественный вкус, фантазию и не забыть про здравый смысл. Рукоятка ножа должна удобно ложиться в руку.
Материал для рукоятки может быть любой, мастер выбирает из того, что ему доступно. Изготовление так же идёт поэтапно. Сначала формуются заготовки двух половинок, затем сверлятся сквозные отверстия, совпадающие с теми, что проделаны на клинке. Детали рукоятки прикладываются к ножу. Можно перед этим смазать их эпоксидным клеем. В отверстия вставляются штифты и расклёпываются. Заключительный этап – ручка проходит чистовую обработку и полируется.
Как точить изделия быстрорезы
Рапидные марки стали имеют твёрдость до 62-64 единиц по шкале Роквелла. Соблюдая условия изготовления изделия, она сохранится. Известный факт, больше твёрдость – больше угол заточки. Но ограничений нет, нужен больше угол, делайте как угодно.
Заточка ножа из быстрореза.
Заточка рапидных сплавов, держится долго. Но следует помнить, что при затуплении лезвия наточить его будет сложно. Лучше доверить такую функцию профессионалам. Взялись сделать самостоятельно – отличий в заточке от обычного ножа, нет.
Предыдущая
ИзготовлениеНож из костыля своими руками
Следующая
ИзготовлениеКак сделать нож из пилы
Закалка ножа в домашних условиях
Очень хорошо, если имеется печь для закаливания стали. Ее можно даже приобрести в специализированном магазине, но стоит удовольствие не дешево. Так как закалить нож в домашних условиях, не имея специальной муфельной печи? Выход есть и честно говоря не один.
Но для начала, нужно провести небольшие эксперименты, и подробно запомнить все ваши действия. Если результат окажется положительным, то эти же манипуляции можно производить с уже настоящей деталью.
Такой хитрый прием, поможет «набить руку» на небольших заготовках и приобрести навыки нагрева и охлаждения клинка. Нельзя забывать, что для разных сплавов, требуется разная температура и способы охлаждения, а иначе не избежать трещин и хрупкости заготовки.
Источник нагрева
В основном можно выделить несколько источников нагревания заготовки. Муфельную печь, лучше исключить, так как по всем экспертным оценкам – она самая лучшая в этом деле. Но мы попробуем оценить другие довольно распространенные приспособления для нагрева.
Кузнечный горн, довольно неплохо, справляется с накаливанием заготовок. Для такой цели может подойти паяльная лампа или пропановая горелка, способом проб и ошибок, можно достигнуть желаемого результата. Кстати, для этих двух вариантов, можно соорудить небольшую печь из огнеупорного кирпича, и процесс будет проще, а результат положительный.
Огнеупорная печь из кирпича для закалки ножа.
Ну и последний, можно сказать, совсем неприемлемый источник нагрева, это газовая плита. Если хотите, что-то испортить воспользуйтесь этим вариантом.
Температурный режим
Как уже много раз говорилось, что каждая сталь требует определенной температуры. На производстве используют специальные термометры для контроля, но в быту можно использовать магнит (также выше говорилось).
Нельзя допускать темных пятен, это перегрев, что впоследствии испортит всю заготовку. Если у мастера достаточно опыта, то он может на глаз по цвету раскаленного металла определить, достаточно или нет, разогрета заготовка. Существует и такой метод закалки: нагревается трижды затачиваемая часть клинка до температуры в 285 градусов, а режущую часть только один раз, и до предельных 950-1000 градусов.
Режимы нагрева для каждой марки стали разные:
- низкоуглеродистая сталь требует нагрева в пределах 757-950 °С;
- стали с большим содержанием углерода достаточно и 680-850 °С;
- а вот легирующие марки требуют от 850 до 1150 °С.
Существует целая таблица цветов, цветов каления. К примеру: коричнево-красный 580-650 °С, темновато-красный 780-830 °С или оранжевый 950-1000 °С. Так что будьте бдительны и не перекалите заготовку.
Охлаждение и отпуск
Для правильной закалки нужно выдержать правильный температурный режим при охлаждении. Нержавеющие сплавы предпочтительнее охлаждать в минеральном масле с присадками. А низколегированные стали, в водных растворах с солью, и другими добавлениями.

Охлаждение ножа минеральным маслом с присадками.
Существует много вариантов охлаждения:
- клинки с двусторонними лезвиями, опускают сперва в масло, а затем в водный раствор;
- трижды в масло опускают заготовки раскаленные докрасна, каждое погружение, по времени чуть дольше предыдущего. И только потом опускают в воду;
- для придания упругости середине клинка прогревают эту часть, затем опускают в кипяток на 2 часа, а затем в ледяную воду.
При этих всех манипуляциях стоит учитывать, что в масле металл остывает в два раза быстрее. Заготовка, прошедшая закалку, для восстановления кристаллической решетки структуры метала, подвергают специальному процессу, который называется– отпуск. В процедуре этой нет ничего сложного: клинок нужно прогреть в течение пары часов. Для легированной стали 270-320 градусов, для простой 150-200 градусов.
Японский узор и русский ответ
Было бы неверным представить дело так, будто Прокопенков, сидя в своей кузнице, в упор не видит современных тенденций в производстве кухонных ножей, а лишь ищет истину в далеком прошлом. Напротив, постоянные технологические изыскания — неотъемлемая часть работы мастера. «Часть моих заказчиков — натуральные гурманы и увлеченные кулинары, — говорит Геннадий.
— Эта публика очень интересуется модными веяниями в производстве ножей. Например, японцы ввели моду на узорчатые стали. Их клинки представляют собой сердцевину из твердой высокоуглеродистой стали в обкладках из нержавеющей стали с характерным дамасским рисунком. Чем можем ответить на вызов мы? Повторять — неинтересно. Пришлось создавать свое».
Финансовые расчеты
Стартовый капитал
| Вид расходов | Сумма, рублей |
| Оформление документов | 1 000 |
| Аренда | 30 000 |
| Оборудование | 82 000 |
| Материалы для производства (заготовки, рукоятки) | 150 000 |
| 30 000 | |
| Итого | 293 000 |
Сколько можно заработать?
За месяц предприятие может изготовить до 100 штук продукции. Средняя стоимость одного ножа составляет от 1 500 до 2 500 рублей. При этом себестоимость его не превысит 800-900 рублей. Следовательно, с одной единицы товара получится выручить до 600 – 1 500 рублей (чистая прибыль около 80 000 рублей).
Сроки окупаемости
Рентабельность такого производства на деле окажется высокой (около 45%), а окупаемость начальных вложений не превысит 4-5 месяцев.
Виды ножей для станков
- прямые для прямолинейной обработки древесины. Изделия позволяют максимально равномерно снять верхний слой материала. Они необходимы для выравнивания поверхности для ее последующей обработки;
- фигурные для формирования на заготовках фасонных поверхностей и выполнения оригинальных узоров, контуров. Подобные ножи для станков отличаются наличием выемок и зазубрин.
Специалисты ООО «РемМехСервис» рекомендуют обратить внимание на длину и ширину лезвия ножа для станка, поскольку это определяет площадь обрабатываемой поверхности. Для обработки грубых пород рекомендуется пользоваться изделиями большей толщины
Также Вас может заинтересовать следующая информация:
Описание:
вид режущего инструмента
Материалы:
- инструментальная сталь
- конструкционная сталь
- нержавейка
- легированная сталь
Вложения: от 290 000 рублей
Окупаемость: от 4 месяцев
Нож – древнейший режущий инструмент. Несмотря на многовековую историю, внешний вид его остался почти без изменений. Основу по-прежнему составляют клинок и рукоятка. При этом сфера применения инструментов разнообразна: домашнее хозяйство, охота, рыбалка. Поэтому бизнес, связанный с производством ножей, всегда будет актуальным.
Еще немного истории
Некоторые кузнецы использовали для этих целей мочу барана, собранную в течение трех дней. А другие применяли для такого процесса мочу мальчика, и он должен был быть непременно рыжим. Вот на какие хитрости шли мастера прошлого. Кстати, применение мочи, можно частично оправдать, так как присутствие в ней солей, сопутствовало быстрому забору тепла у раскаленного металла.
Были даже довольно варварские методы закалки, раскаленный клинок вонзали между ребер раба, и считалось, что его сила переходила в металлическую заготовку. Хорошо, что те времена миновали. Но люди постепенно замечали, что если после нагревания металла, его поместить в соленую среду, качество и характеристики его улучшались.
Шло время, и было проделано тысячи способов до достижения положительного результата. Молодой ученый металлург Д. К. Чернов, работавший над этой проблемой в 1866 году, достиг немалых успехов в определении для каждого металла определенных значений.
Завод, на котором проводил испытания господин Дмитрий Константинович Чернов, полностью избавился от брака и этого человека можно назвать прародителем современной металлургии. Сегодня любой студент, имея багаж знаний, накопленный веками, может справиться с закалкой стали.
Как изготовить камеру для закаливания металла
Понятно, что изготавливая такую камеру, к процессу лучше подойти серьезно, так как делать вы ее будете не на один день или раз. Попробуем кратко описать процесс изготовления такой камеры, также называют ее – муфельная печь.
- Главное, правильно изготовить «тело» такой камеры, здесь прибегают к простому процессу. Будущая горловина изготавливается из любого бумажного твердого материала (типа картон), обмазывается огнеупорной глиной толстым слоем. Не забываем сделать тонкую прослойку парафина, между формообразующим бумажным материалом и глиной.
- Вторым этапом, минимум сутки высушивается будущая камера, а затем помещается в духовой шкаф и прокаливается на невысокой температуре около 90-110 градусов по Цельсию. После этого этапа бумажную составляющую уже можно извлекать.
- Окончательный обжиг конструкции происходит на открытом огне при температуре около 900 градусов, затем производится остужение при естественных условиях. Нужно дождаться полного охлаждения камеры.
- После того как заготовка будет остужена, она приобретает свойства камня, становится очень жесткой как кирпич. К ней приделывают дверцы, открывающиеся по горизонтали.
- Заключительным этапом можно назвать обматывание будущей печи проволокой из нихрома, диаметром сечения около 0,75 мм. На всю конструкцию потребуется около 18 метров. Для исключения короткого замыкания при обмотке обмазывать сразу лучше сырой глиной. В корпусе проделываем два отверстия, одно для термопары (измерять температуру), а второе для визуального контроля.

Изготовленная своими руками камера для закалки ножа.
На этом, можно сказать, что печь для каления металла готова. Как видите, нет ничего сложного в изготовлении муфельной печи для дома.
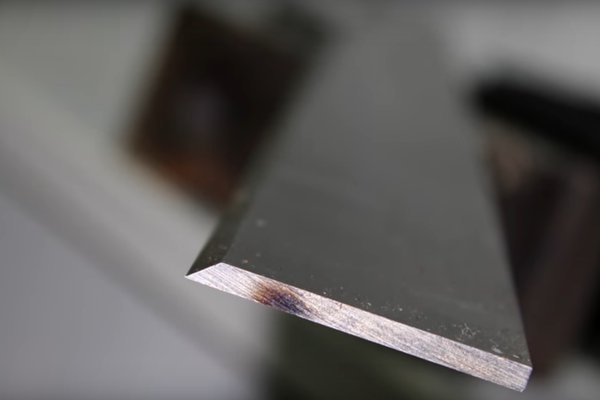
О снятии фаски
Вначале на заготовке отмечается середина. Линией очерчивается место для будущей режущей кромки. Затем, затянув обдирочный диск понадежнее, включают болгарку. Обрабатывающая поверхность должна располагаться перпендикулярно к кромке ножа. Сильно налегать на диск не нужно, наоборот, им следует еле касаться заготовки. Сначала аккуратно снимается небольшая фаска вдоль кромки по обозначенной линии
Важно, чтобы от линии к середине ножа была выдержана дистанция 0,2 мм. На данном этапе следует быть максимально точным
Болгарку можно перемещать вдоль всей длины обрабатываемой режущей кромки. Чтобы металл не перегрелся и не утратил свои изначальные свойства, во время работы его следует периодически охлаждать. Для этой цели поверхность заготовки обильно поливают водой. Некоторые новички часто задают вопросы: зачем снимать с заготовки фаску и что это даст? Как утверждают опытные мастера, изготавливать спуск будет гораздо проще с уже имеющейся фаской, поскольку она будет явной видимой нижней границей, на которую нельзя заходить. Важно, чтобы фаска была снята вдоль всей режущей кромки.

Смотреть галерею
Знакомство с элементом
Несмотря на то что изготовление самодельного ножа является процессом достаточно трудоемким, домашних умельцев это не останавливает. Причин этому может быть несколько. Преимущественно это стремление удовлетворить свой творческий потенциал. Использовав подручные материалы, можно создать нож понравившегося типа. Судя по отзывам, кустарные изделия практически не уступают заводским. Кроме того, удается существенно сэкономить. Однако изготовление ножа дома предполагает четкое соблюдение правил, а именно домашнему умельцу придется соблюдать очередность действий. Как утверждают специалисты, одним из важных этапов производства является оформление спусков. Эти элементы изготавливаются путем фрезерования плоских заготовок и очень важны в конструкции клинка, так как обеспечивают его колюще-режущие свойства. Как сделать спуски на ноже? Какой для этой цели понадобится инструмент? Подробнее о том, как новичкам сделать ровные спуски на ноже, — далее.











 Adblock
Adblock