Клеймо сварщика: правила присвоения, требования и особенности
Содержание:
- Журналы и бланки
- Когда реестр не выдаёт данные
- Где и когда ставится
- общие положения
- Как заполнять журнал сварочных работ
- Шифр клейма сварщика по НАКС
- Клеймо сварщика. Где и зачем ставится?
- Приказ о присвоении личных клейм сварщикам
- Приказ о присвоении личных клейм сварщикам
- Где и в каких случаях ставится?
- Зачем нужно клеймо сварщика?
- Кто делает приказ о присвоении сварщикам клеймо
- Клеймо сварщика кому присваивается
- Что такое клеймо сварщика и как оно выглядит
- Виды деятельности
Журналы и бланки
БухгалтерияОхрана труда и техника безопасностиМЧСКадровая работа: Журналы, бланки, формыЖурналы, бланки, формы документов для органов прокуратуры и суда, минюста, пенитенциарной системыЖурналы, бланки, формы документов МВД РФКонструкторская, научно-техническая документацияЛесное хозяйствоПромышленностьГостиницы, общежития, хостелыСвязьЖурналы и бланки по экологииЖурналы и бланки, используемые в торговле, бытовом обслуживанииЖурналы по санитарии, проверкам СЭСЛифтыКомплекты журналовНефтебазыБассейныГазовое хозяйство, газораспределительные системы, ГАЗПРОМЖКХЭксплуатация зданий и сооруженийЖурналы и бланки для нотариусов, юристов, адвокатовЖурналы и бланки для организаций пищевого производства, общепита и пищевых блоковЖурналы и бланки для организаций, занимающихся охраной объектов и частных лицЖурналы и бланки для ФТС РФ (таможни)Журналы для образовательных учрежденийЖурналы и бланки для армии, вооруженных силБанкиГеодезия, геологияГрузоподъемные механизмыДокументы, относящиеся к нескольким отраслямНефтепромысел, нефтепроводыДелопроизводствоЖурналы для медицинских учрежденийАЗС и АЗГСЭлектроустановкиТепловые энергоустановки, котельныеЭнергетикаШахты, рудники, метрополитены, подземные сооруженияТуризмДрагметаллыУчреждения культуры, библиотеки, музеиПсихологияПроверки и контроль госорганами, контролирующими организациямиРаботы с повышенной опасностьюПожарная безопасностьОбложки для журналов и удостоверенийАптекиТранспортРегулирование алкогольного рынкаАвтодороги, дорожное хозяйствоСамокопирующиеся бланкиСельское хозяйство, ветеринарияСкладСнегоплавильные пунктыСтройка, строительствоМетрологияКанатные дороги, фуникулерыКладбищаАрхивыАттракционыЖурналы для парикмахерских, салонов красоты, маникюрных, педикюрных кабинетов
Когда реестр не выдаёт данные
Мы уже описывали подробно инструкцию, как быстро проверить НАКС по фамилии, но иногда случаются досадные недоразумения, когда на правильно введённые данные о человеке, который совсем недавно окончил курсы повышения квалификации в центре аттестации, система не выдаёт информацию. Здесь могут произойти такие причины: во-первых, не исключается появление сбоев или ошибок в работе системы, но подобный казус происходит крайне редко; во-вторых, часто пользователи неправильно вводят данные, используя заглавные буквы, забыв сменить регистр; в-третьих, может произойти случайная ошибка при вводе цифр номера удостоверения.
При наличии любой из перечисленных ошибок, компьютерная система не выдаст запрашиваемые данные, поэтому внимательно проверяйте ввод фамилии и чисел, если не получилось, то повторите запрос ещё раз. Отрицательный результат может получиться из-за того, что ещё не прошло две недели со дня окончания курсов и в реестр не поступили данные о запрашиваемом человеке. Подобные задержки допускаются в течение месяца со дня аттестации.
Если же прошли допустимые сроки, а данного сварщика и удостоверения нет в реестре, то это означает, что свидетельство об окончании курсов поддельное.
Такому сварщику надо пройти повторное обучение в центре НАКС, но уже за личный счёт, чтобы официально получить аттестацию.
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм. Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ – все те участки, где имеются повышенные требования к надежности и безопасности. Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.

Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции. В соответствии п
4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации. При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации. При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.
общие положения
МИНИСТЕРСТВО СТРОИТЕЛЬСТВА ПРЕДПРИЯТИЙ НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ вниист ИНСТРУКЦИЯ О ПОРЯДКЕ МАРКИРОВКИ РАДИОГРАФИЧЕСКИХ СНИМКОВ И ОФОРМЛЕНИЮ ЗАКЛЮЧЕНИЙ ПО КАЧЕСТВУ СВАРКИ ВСН 2-148-82 МИННЕФТЕГАЗСТРОЙ Москва 1983 В настоящей Инструкции изложены требования к радиографическим снимкам сварных соединений магистральных трубопроводов. Инструкция предназначена для работников, занятых проведением радиографического контроля сварных соединений трубопроводов и оформлением заключений о качестве этих соединений. Инструкцию разработали сотрудники лаборатории радиационных методов дефектоскопии ВНИИСТа Г.Р.
Хакимьянов, В.Д. Парамонов, Г.В. Карпенко, Н.И. Сарпов, Г.Н. Шуберт, главный технолог Управления главного сварщика Миннефтегазстроя А.П.
Лысенко и ведущий инженер Госинспекции по качеству строительства Миннефтегазстроя В.Д.
Как заполнять журнал сварочных работ
Особых сложностей в заполнении данного журнала нет, все интуитивно понятно. В каждой строке прописано какие записи должны быть внесены.
Титульный лист
На титульном листе прописывается адрес и наименование объекта, указываются шифры проектной документации и Ф.И.О производителя работ.
 Образец заполнения титульного листа ЖСР (Нажмите для увеличения)
Образец заполнения титульного листа ЖСР (Нажмите для увеличения)
1-ая страница
1. На следующей странице заполняются строки с указанием инженерно-технического персонала при выполнении сварочных работ. В каждом столбце прописываются соответствующие сведения о профильном образовании, наличии аттестации и др.
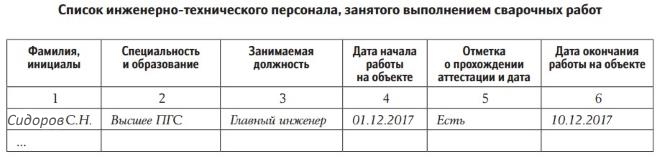
2. Далее идет таблица с данными о сварщиках, где прописываются их инициалы, номер персонального клейма, номер свидетельства, допуск на проведение сварочных работ, отметка о контрольной сварке.
 Таблица с указанием данных о сварщиках (нажмите для увеличения)
Таблица с указанием данных о сварщиках (нажмите для увеличения)
Обычно на объекте трудится несколько сварщиков, но в журнал прописывают одного или двух мастеров, имеющих корочки.
При заполнении могут возникнуть вопросы ,связанные с клеймом. Клеймо – своеобразная подпись аттестованного сварщика о выполненной работе, за что он несет персональную ответственность. Оно бывает нескольких видов с общей высотой символов 3-5 мм:
- числа в два ряда с разными шрифтами без рамки;
- числа в две строки с рамкой.

Их применение обязательно при сварке на сосудах, работающих под давлением, а также на ответственных металлоконструкциях.
2-я страница
Это таблица, которая подлежит заполнению ежедневно с учетом выполненной работы, здесь ставятся отметки о времени и качестве. Каждый столбец обязателен к заполнению, в которых указываются:
- дата выполнения работ, либо номер смены;
- подробные размеры соединяемых элементов, марки стали;
- отмечаются узлы и номера свариваемых элементов по проекту;
- отметки о сдаче сваренного узла ответственному лицу;
- марка применяемых материалов;
- погодные условия при сварке;
- ФИО сварщика и № удостоверения;
- клеймо;
- личная подпись сварного;
- подпись прораба;
- отметка о приемке сварного соединения;
- подпись руководителя сварочных работ;
- замечания (если они имеются).
Примером может служит фотография, прикрепленная ниже
 Данные о выполненной работе
Данные о выполненной работе
3-я страница
Перед внесением записей в журнал его необходимо прошить, а страницы пронумеровать. Далее концы ниты проклеиваются листом бумаги, на котором ставится печать организации и подпись руководителя или иного уполномоченного лица. Оттиск печати должен захватывать лист журнала и частично находиться на куске бумаги.
Шифр клейма сварщика по НАКС

Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
С 8 октября 2104 г. вступили в силу ФНП «Сварка на ОПО», регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :
- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.
Что представляет из себя
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.Рекомендуем! ТОП-6 бытовых моделей инверторных полуавтоматов
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.скачать Образец приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ — все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
https://www..com/watch?v=Uh6f8sVb-10
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции. В соответствии п
4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
Клеймо сварщика. Где и зачем ставится?

Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика. Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах
При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия
Для чего необходимо клеймо сварщика?
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия.
Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций.
Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.
Вид и шифр клейма
Клеймо сварщика представляет собой металлический стержень, который изготавливается из инструментальной стали твёрдостью закалки 55-60 HRC. Стержень, одна сторона которого плоская, а другая с выгравированным изображением, подвергается удару, на месте которого образуется чёткий рельеф.
После документального утверждения шифра каждому работнику, организация должна предоставить ударные клейма. В некоторых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически, не изменяясь при продлении, прохождении аттестации или перемене способа сварки. Шифр клейма закрепляется за сварщиком – это позволяет избежать путаницы, которая может возникнуть в будущем.
Приказ о присвоении личных клейм сварщикам
Необходимую систему цифр и букв выкладывают на гибкой подложке (например, на небольших отрезках рентгенографической пленки со снятым предварительно эмульсионным слоем и т.п.) и заклеивают прозрачной клейкой лентой.
2.6. Непосредственно в лаборатории может быть подготовлено необходимое количество наборов, определяемое числом намечаемых к контролю стыков за рабочую смену, которые включают: Номера стыков набирают непосредственно на месте производства работ по контролю путем укладки соответствующих свинцовых цифр в пеналы или между двумя слоями пластыря или клейкой ленты.
Предварительно в пеналы должны быть вложены цифры, указывающие номер соответствующей пленки, номера стыков добавляются к ним на месте контроля. При повторении одной или нескольких цифр в номерах контролируемых за смену стыков эти цифры также заранее укладывают в пеналы или между слоями лейкопластыря или клейкой ленты.
2.8.
Приказ о присвоении личных клейм сварщикам
Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр — клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением. Как получить клеймо сварщика? Клеймо сварщика является обязательным элементом работника, аттестованного в Национальном Агентстве Контроля Сварки (НАКС).
Структурное подразделение системы аттестации сварочного производства, после успешной сдачи всех испытаний, выдает шифр клейма вместе с аттестационным удостоверением. В соответствии с требованиями НАКС, сварщики допускаются к той работе, которая подтверждена документально.
Где и в каких случаях ставится?
В соответствии с пунктом 21 ФНП «Сварка на ОПО», все сварные соединения с толщиной стенки более 6 мм обязательно должны быть промаркированы идентифицированными номерами сварщиков, выполняющих работу. Также, по ГОСТу 25225-82, сварщик обязан обозначить место выполненной работы меткой или клеймом.
Обычно клеймо сварщика, проставляется на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ – все те участки, где имеются повышенные требования к надежности и безопасности. Стоит также отметить, что в случае скрепления арматуры или сварки элементов толщиной менее 6 мм, применение клейма не обязательно – в таком случае необходимо применять требования производственной технической документации.
Сварщик, сразу после осуществления сварочных работ на объектах ОПО, обязан проставить клеймо рядом с выполненным швом. При этом заполняется журнал сварочных работ, протоколы испытаний сварочных соединений – оформляется вся исполнительная документация, предусмотренная законом. Эта документация обеспечивает идентификацию записей с выполненными сварными соединениями по шифрам клейм сварщиков и схемам сварных соединений.
В соответствии п. 4.10.5 ГОСТ 23118-2012, п. 1.3.21 РД 34.15.132-96 и п. 4.8.7. ПБ 03-584-03 все сварные подлежать клеймению, позволяющему установить сварщика, выполнявшего эти швы.
Клеймо наносится на расстоянии 20-50 мм от кромки сварного шва с наружной стороны, если других указаний по их расположению не имеется в технологической документации. Если шов наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны, а в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо ставить около таблички или на другом открытом участке.
У продольных швов клеймо следует располагать в начале и конце шва на расстоянии 100 мм от кольцевого шва. На обечайке с продольным швом длиной менее 400 мм допускается ставить одной клеймо. Для кольцевого шва клеймо выбивается в месте пересечения кольцевого шва с продольным и далее через кадые 2 м, но при этом должно быть не менее двух клейм на каждом шве. На кольцевой шов сосуда диаметром не более 700 мм допускается ставить одно клеймо. Клеймение продольных и кольцевых швов сосудов с толщиной стенки менне 4 мм допускается производить электрографом или несмываемой краской.
Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской.
В Федеральных нормах и правилах также имеется пункт о том, что при исполнении сварных мероприятий одним сварщиком, указывание идентификационного шифра на всех швах не обязательно. Это объясняется тем, что в плане сооружения уже имеется обозначение исполнителя работ – для избежания повторения и исключения ненужной волокиты, достаточно указать шифр клейма в доступном для осмотра месте, при этом заключив в рамку несмываемой краской. При этом если над одним сварным швом высокой сложности работают сразу несколько работников, необходимо чтобы каждый работник оставил свой шифр.
Зачем нужно клеймо сварщика?
Сварщик – профессия, в которой требуется огоромное внимание и ответственность. При выполеннии сварщиком ответственных работ, руквоводство должно быть уверено, что все сваренные соединения грамотно выполенены
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро помогает клеймо сварщика. Такое требование было законодательно утверждено.
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий и сооружений. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия.
Вовремя выявленный дефект позволяет избежать огромных трат , связанных с деформацией и с обрушиванием металлоконструкций. Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Кто делает приказ о присвоении сварщикам клеймо
Кто делает приказ о присвоении клеймо Предложения в тексте с термином «Сварщик» Большие объемы ручной электродуговой сварки при сооружении нефте- и газопроводов предъявляют повышенные требования к квалификации сварщиков. Поэтому к сварке нефте- и газопроводов допускаются сварщики не ниже 5-го разряда, прошедшие испытания в соответствии с правилами Госгортехнадзора СССР и получившие соответствующее удостоверение.
ПБ 0. 3- 2. 73- 9. Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства.
Условный шифр знака поверки, Приказ Росстандарта о присвоении условного шифра знака поверки, Наименование ЮЛ и ИП.
Приказ о назначении лиц (ИТР), ответственных за. Приказ по организации о присвоении
Клеймо сварщика кому присваивается
Опубликовал: Kirill B.
В связи с вступлением в силу Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (далее — ФНП «Сварка на ОПО») вводятся новые требования к клеймам сварщиков.
ФНП «Сварка на ОПО» утверждены приказом Федеральной службы по экологическому, технологическому и атомному надзору от «14» марта 2014 г. № 102 и зарегистрированы Минюстом России 16 мая 2014 г. (регистрационный № 32308). Вступили в силу 08 октября 2014 года.
ФНП «Сварка на ОПО» устанавливают требования к организации и производству сварочных работ на поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору или иным уполномоченным органам по осуществлению контроля и надзора объектах, технических устройствах и сооружениях опасных производственных объектов (далее — ОПО) при осуществлении деятельности в области промышленной безопасности. Нормы предназначены для юридических лиц и индивидуальных предпринимателей, осуществляющих сварку, пайку, наплавку и прихватку элементов технических устройств и сооружений, применяемых и/или эксплуатируемых на ОПО, в том числе их конструкций, сборочных единиц, деталей, полуфабрикатов и заготовок.

Пункт 8 ФНП «Сварка на ОПО» гласит:
Квалификация сварщиков должна соответствовать требованиям, установленным Минтруда России. Сварщики должны иметь действующее аттестационное удостоверение по соответствующему способу сварки, не иметь медицинских противопоказаний к выполняемой работе. Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети Интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
Сварщики допускаются к сварочным работам, которые указаны в их удостоверениях.
Требования этого пункта к клеймам однозначны, и предусматривают обязательное закрепление шифров клейм за сварщиками, которые выполняют работы на объектах подконтрольных Ростехнадзору.
Шифр к лейма генерируется системой ЭДО автоматически исходя из данных ФИО и даты рождения. Этот шифр закрепляется за сварщиком и не изменяется при продлении, периодической аттестации, аттестации на другие способы сварки и т.п.


По поводу специалистов, которые были аттестованы до вступления в действие ФНП «Сварка на ОПО», Ростехнадзор направил Президенту СРО НП «НАКС» Н.П. Алешину официальное письмо. В письме указано, что сварщики, прошедшие аттестацию до вступления ФНП, могут пользоваться ранее присвоенными клеймами, закрепленными приказом по организации.
Кроме того, ФНП «Сварка на ОПО» устанавливает требования к процедуре клеймения и идентификации сварщика, выполнявшего сварное соединение.
Пункт 21 ФНП «Сварка на ОПО»
Сварные соединения элементов с толщиной стенки более 6 мм подлежат маркировке с указанием шифров клейм сварщиков, позволяющих идентифицировать сварщиков, выполнявших сварку. Необходимость и способ маркировки сварных соединений с толщиной стенки менее 6 мм устанавливаются требованиями ПТД. Способ маркировки должен исключать наклёп, подкалку или недопустимое уменьшение толщины металла и обеспечить сохранность маркировки в течение всего периода эксплуатации технического устройства.
При выполнении сварного соединения несколькими сварщиками на нем должны быть поставлены клейма всех сварщиков, участвовавших в сварке.
При выполнении всех сварных соединений одним сварщиком, допускается указывать шифр клейма сварщика в доступном для осмотра месте, заключённом в рамку, наносимую несмываемой краской. Место маркировки в таком случае должно быть указано в паспорте технического устройства.
Пункт 23 ФНП «Сварка на ОПО»
При проведении сварочных работ оформляется исполнительная документация, включающая журналы сварочных работ, заключения по контролю, протоколы испытаний сварных соединений, обеспечивающие возможность идентификации записей с выполненными сварными соединениями по шифрам клейм сварщиков и схемам сварных соединений.

Учитывайте эти требования при организации сварочных работ на ОПО.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Что такое клеймо сварщика и как оно выглядит
Клеймо сварщика ― это личный идентификатор в виде кода из цифр и букв, который присваивают после успешной аттестации. Инструмент делают из стального стержня круглого или прямоугольного сечения. На одном торце выбито зеркальное изображение кода, второй конец ударный. Клеймо предназначено для получения отпечатка кода на поверхности свариваемых деталей после удара молотком. Глубина оттиска и другие характеристики нормируются ГОСТ 25726-83. Размер знаков по высоте обычно равен 6 мм, но допускается изменение в большую или меньшую сторону по решению руководства предприятия.

При оформлении клейма символы выбивают в виде:
- двух строк без рамки;
- двух строк в прямоугольной рамке;
- цифр одной строкой в ромбе;
- однострочного числа внутри круга;
- цифр одной строкой в квадрате;
- однострочного числа без рамки.
Виды деятельности
Агентства НАКС занимаются не только аттестацией сварщиков и аналогичного оборудования, сфера деятельности включает и такие функции:
- Разработку и распространение документации нормативного плана.
- Составление методических пособий по категориям.
- Консультации по правильности проведения сварочных работ любой сложности.
- Формирование комиссий экспертов для проверки организаций и предприятий, связанных со сваркой или имеющих в эксплуатации аналогичное оборудование.
Основным видом деятельности всё-таки считается аттестация, которая имеет четыре уровня:
№1 — это сварщики, которым выдаётся право на проведение соответствующих работ разной сложности.
№2 — мастер сварочных работ, который уже имеет право контролировать все аналогичные работы в цеху или на участке, а также выдавать рекомендации по их проведению в устной или письменной форме.
№3 — технологи, контролирующие сварочные работы на предприятии.
№4 — инженерный состав, которые утверждают документацию, регулирующую работу сварщиков и следят за неукоснительным выполнением правил проведения сварочного процесса.
Кроме персонала, проверку проходит оборудование, задействованное в процессе. Для этого создаются специальные комиссии, которые выезжают на предприятие и осуществляют аттестацию сварочного оборудования в соответствии с нормативами НАКС на месте.










 Adblock
Adblock