Курсовая работа по теме деформации и напряжения при сварке
Содержание:
- Дефекты швов
- Проковка сварного шва с целью уменьшения напряжений и устранения деформаций
- Отчего возникают сварочные деформации напряжения
- Как предотвратить
- Способы устранения деформаций
- Достоинства и недостатки
- Как предотвратить возникновение напряжений и деформации
- Классификация сварочных швов
- Как предотвратить возникновение
- Как устранить?
- Как предотвратить деформации
- Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
- Виды деформаций и напряжений
- Дефекты и причины их появления
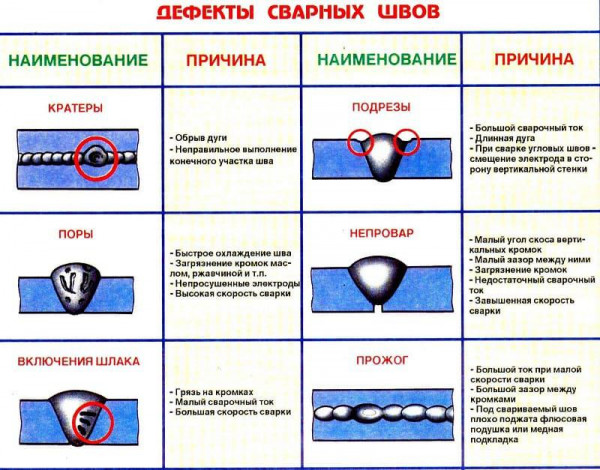
Дефекты швов
Практически все виды сварочных швов и соединений после окончания процесса сварки имеют дефекты. Некоторые из них подлежат исправлению, а другие приходится отправлять в брак.
В нормативных документах указаны требования к сварным швам, которые определяют, какие дефекты в каких видах швов сварки допустимы и их геометрические параметры. Выполнение этих требований является строго обязательным, поскольку их наличие может вызвать при эксплуатации разрушение конструкции. ГОСТ 5264 определяет классификацию существующих дефектов. Допустимые отклонения от нормы должны быть указаны в чертеже на изделие.
Имеются причины, вызывающие различные виды дефектов. К ним могут относиться как объективные, например, некачественный материал или неисправность применяемого оборудования, так и субъективные — ошибки при проведении производственного процесса, недостаточная квалификация сварщика, нарушение технологического процесса.
К причинам возникновения дефектов также относятся: выбор электродов неправильного размера, включение на оборудовании несоответствующего виду сварки режима, колебания напряжения в электросети, неподходящая скорость процесса. К возникновению дефектов может привести отсутствие или недостаточность проведения предварительной подготовки. При проведении сварки на свежем воздухе могут неблагоприятно подействовать плохие погодные условия.
Перед началом сварки необходимо убедиться в исправности и работоспособности используемого оборудования. Не должен быть пропущен срок очередной поверки, что указывается в паспорте на него.
Имеется три вида дефектов, возникающих в результате сварки:
- местом расположения которых является наружная поверхность;
- внутри сварного соединения;
- сквозные.
Наружные дефекты хорошо видны при визуальном осмотре, с которого должен начинаться контроль получившегося при сварке соединения. К внешним дефектам относятся наплывы, трещины, выпуклости и углубления, подрезы, свищи. К ним также относится наличие в сварном шве участков, различающихся по ширине, а при угловых соединениях — разная величина катетов.
Причинами возникновения внутренних дефектов могу быть недостаточно качественный основной материал, нарушение технологии сварки. Трещины могут появляться не только на наружных поверхностях, но и внутри соединений, где они могут стать источниками растущего напряжения, что может привести к разрушению конструкции. Одна из причин их появления — чересчур быстрое охлаждение.
К внутренним дефектам относится непровар, который может появиться, когда на деталях была оставлена ржавчина или окалины. Еще одной причиной непровара может служить небольшая величина силы тока. Если обнаружен не проплавленный участок большой протяженности, то потребуется переплавка соединения.
Внутри сварного шва возможно образование пор, заполненных газом. Причина их появления — посторонние примеси и излишек влаги. Если нарушена технология, то внутри сварного шва могут появиться включения вольфрама и шлака.
Сквозные дефекты — это поры, проходящие всю толщину шва. Такой дефект можно обнаружить при визуальном осмотре.
Проковка сварного шва с целью уменьшения напряжений и устранения деформаций
Если в металле шва или близлежащих областях металла создать дополнительные
пластические деформации, то можно полностью устранить остаточные напряжения
и деформации при сварке. Для этого выполняют проковку сварных швов.
Проковывают сварное соединение во время его остывания при температурах выше
450°C, либо ниже 150°C. При температурах от 200°C до 400°C проковку не выполняют
из-за повышенного риска образования надрывов.
Проковывают швы вручную, молотком, массой около 1кг. Допускается применять
пневматический молоток. В случае выполнения многослойных швов, не выполняют
проковку последнего слоя и первого, на котором от ударов возможно образование
трещин. Таким способом снимают напряжения в металле при заварке дефектов или
при выполнении замыкающего сварного шва.
Отчего возникают сварочные деформации напряжения
Причина напряжения в металле при сварке — это прежде всего вызванные нагревом изменения. По мере нарастания температуры происходит размягчение и плавление, а в момент достижения предела температуры текучести нарастают структурные факторы. Особенно ярко проявляются деформирующие эффекты при сваривании сталей разного сорта. Это объясняется:
Специалистам известно, что наилучшие показатели сваривания присущи нелегированным сортам стали с низким и средним содержанием углерода. В процессе сварки в них формируются новые структуры, со своими особенностями взаимодействия и разной подвижностью. Именно эти особенности и приводят к временному и остаточному напряжению в сварочном шве.

Как предотвратить
Для предупреждения вредных воздействий сварочных деформаций необходимо соблюдать следующие правила и провести несколько мероприятий:
- сварных швов должно быть минимум, и они должны быть как можно короче;
- количество пересекающихся и разнотолщинных швов так же сводят к минимуму;
- сварочные соединения делают с плавным переходом толщин;
- металл наплавляют в минимальном количестве;
- в самых напряженных местах конструкции швы вовсе не делают;
- оставляют припуск на усадку.
Необходимо правильно выбирать способ сварки, который зависит от свариваемости материалов, энергии и режима. Чтобы уменьшить зону прогрева, нужно увеличить скорость сваривания. Для увеличения глубины сварки (прогрев в толщину) необходимо увеличить силу тока.
Для уменьшения вредных воздействий нагрева в зоне сваривания сварщику необходимо по возможности избегать прихваток.
Положительный результат дает использование зажимов и других сварочных приспособлений. Они позволяют сохранить подвижность деталей при сварке в продольном направлении и препятствовать угловому перемещению.
Заготовки располагают таким образом, чтобы возникающие при остывании сварочные деформации были противоположны напряжениям.
Последовательность наложения швов должна уравновешивать возникающие напряжения. Накладывать швы надо так, чтобы свариваемые детали имели наибольшую подвижность.
В процессе сварки проводят проковку сварного шва, что деформирует остывающее сварное соединение и уменьшает воздействие усадки.
Способы устранения деформаций
 Сварочные деформации могут проходить в плоскости и с выведением из плоскости. О деформациях в плоскости говорят, когда изменяются геометрические размеры конструкции. Деформация из плоскости соответствует угловым изменениям детали, искривлению листовой поверхности.
Сварочные деформации могут проходить в плоскости и с выведением из плоскости. О деформациях в плоскости говорят, когда изменяются геометрические размеры конструкции. Деформация из плоскости соответствует угловым изменениям детали, искривлению листовой поверхности.
Для устранения таких явлений применяют термическую правку с местным или общим нагревом, холодную механическую и термомеханическую.
Термический способ с местным нагревом основывается на том, что при охлаждении металл сжимается. Для устранения сварочных деформаций растянутую часть изделия сначала нагревают (горелкой или дугой), при этом окружающий сплав остается холодным и не дает горячему участку сильно расшириться.
При остывании изделие выпрямляется. Так правят балки, листовые полосы и некоторые другие детали.
Если происходит полный отжиг, то конструкцию закрепляют в устройстве, создающем давление на требуемые зоны, и помещают в печь для нагрева.
Холодную правку делают, используя постоянные нагрузки. Для этого применяют различные прессы или валки для прокатки длинномерных изделий типа труб или двутавровых балок, в необходимых местах они деформируются.
Термомеханическую правку производят с применением силовой нагрузки при местном нагреве изделия. Такой способ применяют к сильно растянутым деталям. Вначале собирают излишек металла в так называемые купола, а затем прогревают эти участки.
Технологию правки выбирают в зависимости от особенностей сварочной деформации и типа металлического изделия, его размеров, конфигурации
Обращают внимание также и на трудозатраты, останавливаясь на самом эффективном методе
Достоинства и недостатки
Точечная сварка проволоки имеет положительные и отрицательные качества, которые обязательно нужно рассмотреть, перед тем как приступать к работам. От них будут зависеть прочностные характеристики сварного соединения.
К преимуществам сварочной технологии можно отнести:
- Для проведения работ не потребуется применять электроды, проволоку и флюсы. Это сэкономит не только время, но и деньги.
- Сварной шов получается ровным и прочным.
- Деформация незначительная, она может наблюдаться только в местах точек.
- Простое и легкое проведение. Контактная точечная сварка может с легкостью проводиться своими руками.
- При помощи данного метода сваривания можно соединять как толстые, та и ультратонкие детали.
- Возможность автоматизации и роботизации сварочного процесса.
- Высокая культура производства.
- При проведении сварочных работ наблюдается высокая экологичность. Это значит, что данная технология не оказывает негативного влияния на состояние здоровья.
- Высокая производительность. Точечная технология способна выполнять большой объем работ, за минуту она формирует до нескольких сотен сварных точек.
Автоматическая и ручная точечная сварка имеет негативные качества, но по сравнению с достоинствами их не так много и они незначительные. К недостаткам данной технологии можно отнести:
- точечное сваривание подходит только для соединения внахлест тонких листовых стальных изделий и стержневых материалов;
- готовые соединения имеют низкую герметичность в отличие от швов, которые производятся при помощи сварки с использованием электродов;
- сложное диагностирование сварного соединения;
- высокие требования к чистоте металла при сварке;
- для работы с оборудованием необходимо иметь опыт, требуется уметь правильно его настраивать.
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски;
швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей;
очень важно, чтобы в одной точке не было пересечений более чем трех швов;
перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров;
понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции;
при выполнении длинных швов применять обратноступенчатый способ на проход;
использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева;
накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации;
подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.. Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой
Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Классификация сварочных швов
Имеются многочисленные типы и виды сварных соединений и сварных швов. Это вызвало потребность в их четкой классификации. Она разработана в зависимости от многих факторов. Классификация учитывает технологические особенности швов, их пространственное положение, размеры. Достоинством такого дифференцирования является применение обозначений на каждый тип сварного шва.
Существует много различных позиций, по которым имеется классификация, включающая существующие виды сварки и типы сварных соединений.
Положение шва в пространстве
Немаловажную роль играет расположение шва в пространстве.

Нижнее положение является самым выигрышным. Шов при этом получается прочным и надежным. При верхнем, который иначе называют потолочном, положении, сварщику приходится принимать неестественную позу. Долго сохранять ее весьма трудно. А ведь одним из условий получения качественного шва является непрерывность процесса.
Для повышения точности следует использовать короткую дугу, а ширину шва делать не превышающей диаметр электрода. Для выполнения потолочного шва требуется не только получение профильного образования, но и приобретение практических навыков при более благоприятных условиях.
При выполнении швов во всех положениях существует проблема стекания вниз расплавленного металла. Нижнее положение при этом является самым выигрышном. Потолочное и нижнее положения относятся к горизонтальным. Стекание металла, являющееся чрезмерным, уменьшают, снизив температуру нагрева. Это можно сделать, увеличив скорость передвижения электрода, или регулярно прерывать дугу, давая возможность остыть металлу.
Вертикальный шов часто встречается в конструкциях, но самым простым вариантом не является. Если шов расположен вертикально, то вниз устремляться будет не сварочная ванна целиком, а только отдельные капельки. Если сварка осуществляется по направлению сверху вниз, то эти капельки начнут быстро застывать, образуя своеобразную преграду. Поэтому вести сварку при вертикальном способе следует снизу вверх. Свариваемые детали при вертикальном положении должны быть надежно зафиксированы.
Протяженность шва
Сварочные швы и соединения разделяются по их протяженности. По этому признаку шов бывает сплошным и прерывистым. При выполнении прерывистого шва в нем предусмотрены определенные интервалы, имеющие постоянный размер. Сварные швы прерывистого характера бывают различными. Они так же, как непрерывные, могут быть односторонними и двусторонними.

Такая градация отражается на обозначении шва в чертежах. При этом вводится такое понятие, как шаг шва.
Форма поверхности
Виды сварных швов разделяются по форме, которая имеет их наружная поверхность.

Каждый вид имеет свои преимущества. Играет роль, какую нагрузку выдерживает сварной шов. Когда предстоят статические нагрузки, то целесообразно применять выпуклый шов. Он имеет несколько слоев, что ведет к дополнительному расходу электродов и удорожанию сварочного процесса.
Если предстоит сварка тонких металлических листов, то лучше применять вогнутую форму. Если сварное изделие при эксплуатации будет подвергаться динамическим нагрузкам, то следует выполнять плоские швы или вогнутой формы. Такой выбор объясняется тем, что не будет большого перепада между поверхностями шва и основного материала.
В зависимости от условий эксплуатации типы сварных швов разделяются на рабочие и нерабочие. Рабочим предстоит выдерживать значительные нагрузки, что заставляет предъявлять к ним повышенные требования. Нерабочие просто осуществляют функцию соединения. Однако, если предполагается их использование при не совсем благоприятных погодных условиях, то необходим тщательный контроль за отсутствием трещин и внутренних пустот.
Когда предстоит сварка тонких металлических листов, то лучше выполнять ее ниточным швом. При наплавочном способе больше подойдет уширенный вариант.
Количество слоев
Виды швов в сварке зависят от количества выполняемых слоев. Однослойные швы выполняются за один проход, а многослойные являются многопроходными. Многослойный вариант используют для соединений, имеющих определенную конфигурацию.
Выполнение многопроходного шва является более сложным. Каждый новый слой следует накладывать быстро, пока не остыл предыдущий. К тому же надо успеть убрать шлак, образовавшийся ранее. На механические характеристики многослойного шва оказывает положительное действие то, что при наложении последующего шва, в предыдущем происходит отжиг.
Как предотвратить возникновение
Для снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
- при проектировании выполнять расчет деформаций для правильного формирования сечения сварочных швов, припусков для усадки;
- располагать швы симметрично по отношению к осям узлов;
- не проектировать соединения так, чтобы больше трех швов пересекались в одной точке;
- прежде чем приступить к сварке, проверить, нет ли отклонений величины зазоров на стыках от расчетных величин;
- не проводить швы через места концентрации напряжений.
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
- создавать на соединениях очаги дополнительной деформации с действием, противоположным сварке;
- швы длиной больше 1 м разбивать на отрезки длиной 10 — 15 см и сваривать обратноступенчатым методом;
- подкладывать под стыки медные или графитовые прокладки для снижения температуры сварочной зоны;
- соседние швы сваривать так, чтобы деформации компенсировали друг друга;
- для сварки деталей из вязкого металла применять технологии, которые обеспечивают снижение величины остаточных явлений;
- делать размер швов меньше, если это допускается условиями эксплуатации;
- по возможности выполнять соединения с меньшим числом проходов;
- при наложении двухсторонних швов слои наплавлять попеременно с каждой стороны;
- предварительно выгибать края заготовок в направлении, противоположном действию деформации, когда сварка завершится, они вернутся в исходное положение;
- не делать много прихваток;
- для ускорения сборки и снижения величины деформаций небольшие узлы сваривать в кондукторах.
Как устранить?
Борьба с устранением напряжений может проходить путем механической или термической обработки соединения. Предварительный и сопроводительный нагрев снижает деформационные изменения и позволяет выдержать геометрию конструкции. Направление движения пламени зависит от вида используемого проката.
По окончанию работ рекомендуют выполнить температурный отпуск. Это уменьшит остаточное напряжение благодаря повышению пластичности структуры металла.
Среди механических методов устранения напряжений наиболее популярным является проковка. В качестве рабочего инструмента используют молоток, работающий от сжатого воздуха. Процедуру можно проводить как с холодной, так и с разогретой поверхностью. Исключение составляют сорта стали, склонные к возникновению закалочных структур.
Менее востребованными являются процедуры вибрационной обработки и прокатки.
Как предотвратить деформации
В нормативных документах четко прописаны меры борьбы со сварочными напряжениями и деформациями. Также неплохие советы обычно дают мастера с многолетним опытом, которые на себе испытали все трудности. Если вы новичок, то перепишите, а лучше выучите следующие рекомендации. Они помогут вам в рядовых и критичных ситуациях.
Если вам предстоит выполнить сварное соединение встык, то необходимо накладывать швы обратноступенчатым или комбинированным методом. При этом всю длину будущего шва нужно поделить на небольшие участки, по 10-20 сантиметров. Эти участки как раз и нужно варить. Не вести непрерывный шов, а варить отдельные участки шва. Сварку нужно вести строго в соответствии с технической документацией.

Благодаря такому методу тепло распространяется более-менее равномерно и даже если в сварном шве есть незначительные дефекты, то в них не будет накапливаться избыточное напряжение. А это значит, что вероятность деформации при сварке уменьшится.
Второй метод более сложный и потребует сноровки. Здесь самое главное — правильно выбрать очередность формирования швов. Допустим, вы выполнили первый шов, и он привел к одному типу деформации, скажем, металл выгнулся в одну сторону. Вам необходимо выполнить второй шов так, чтобы металл деформировался в обратную сторону. Так вы сможете уравновесить противоположные деформации и выровнять деталь. Посмотрите на картинку ниже, чтобы лучше понять суть этого метода.
Третий метод похож на предыдущий, но в нем есть отличия. Перед сваркой нужно учесть, в какую сторону металл деформируется и состыковать детали так, чтобы после остывания деформируемые детали выровнялись под воздействием друг друга. Деформация уменьшается за счет того, что кромки остывают и происходит естественная усадка. Этот метод очень эффективный, но необходимо полностью понимать механизм деформации металла, чтобы предугадать его поведение.
Если вам нужно сварить трубы, то их нужно разделить на отдельные фрагменты и только затем сваривать. После того, как вы соедините все фрагменты можно полученную деталь приварить к главной детали. На картинке ниже показан данный метод.

Жесткое закрепление свариваемых деталей также применяется для уменьшения деформаций. Этот способ находит широкое применение в условиях массового и серийного производства при сварке деталей сложной формы. Детали закрепляют в специальных приспособлениях (кондукторах), в которых производят сварку и вынимают их только после полного охлаждения. Однако при этом способе могут возникнуть внутренние сварочные напряжения и деформации напряжения, для снятия которых сваренный узел подвергают последующей термообработке.
Еще один неочевидный способ избежать деформаций — предварительный прогрев металла в печи. Благодаря такой простой манипуляции вы сможете уменьшить разность температур между сварочной зоной и деталью. Из-за этого высокие температуры при сварке не станут причиной последующих деформаций. Такой метод является обязательной процедурой, если вам нужно сварить чугун, бронзу, алюминий и разные типы стали.
Если сварка уже выполнена, а вы не предприняли никаких мероприятий по предотвращению деформации, то поможет проковка. Вам даже не обязательно ждать, пока металл остынет. В таком случае горячая проковка даже эффективнее, чем холодная. С помощью проковки можно быстро и эффективно избавить деталь от избыточного напряжения, а значит предотвратить его дальнейшую деформацию. Выполняйте проковку равномерно, иначе гарантировано появятся трещины. Чтобы проковка была эффективной, скорость движения молота должна быть высокой.
Для снятия напряжений в сварных соединениях можно применять метод термообработки швов. Это предотвратит вероятность будущих деформаций. К тому же, швы, обработанные термическим методом, приобретают улучшенные эксплуатационные характеристики.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
ВОПРОС 1. Что такое сварка плавящимся электродом?
1. Дуга горит между свариваемым изделием и плавящимся электродом или электродной проволокой.
2. Сварочная ванна защищается газом и шлаком, которые образовались в процессе плавления основного и сварочного материалов.
3. Электрод плавится за счет тепла дуги или газового пламени.
ВОПРОС 2. Какой буквой русского алфавита обозначают вольфрам и ванадий в маркировке стали?
1. Вольфрам — Г, ванадий — В.
2. Вольфрам — В, ванадий — Ф.
3. Вольфрам — К, ванадий — Б.
ВОПРОС 3. Электроды каких марок имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
ВОПРОС 4. Чему равно общее напряжение нескольких одинаковых источников ЭДС, соединенных последовательно?
1. Напряжению одного из соединенных источников ЭДС.
2. Частному от деления произведений напряжений соединенных источников ЭДС на сумму их напряжений.
3. Алгебраической сумме напряжений источников ЭДС.
ВОПРОС 5. Какой частоты переменного тока, вырабатывают электростанции в России?
1. Переменный ток с частотой 100 Гц.
2. Переменный ток с частотой 60 Гц.
3. Переменный ток с частотой 50 Гц.
ВОПРОС 6. Укажите величину зазора между свариваемыми кромками элементов толщиной до 5 мм по ГОСТ 5264-80?
ВОПРОС 7. Для какой группы сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых конструкционных сталей сталей.
3. Для сварки низколегированных конструкционных сталей.
ВОПРОС 8. Что обозначает в маркировке электродов буква «Э» и цифры, следующие за ней?
1. Марку электрода и номер разработки.
2. Завод-изготовитель и номер покрытия.
3. Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм2.
ВОПРОС 9. Влияет ли род и полярность тока на величину проплавления при РДС?
1. Влияет незначительно.
3. Влияет существенно.
ВОПРОС 10. Как влияет длина дуги на ширину шва?
2. С увеличением длины дуги ширина шва уменьшается.
3. С увеличение длины дуги ширина шва увеличивается.
ВОПРОС 11. В каких условиях рекомендуется хранить электроды?
1. В сухом отапливаемом помещении при температуре не ниже +15 и влажности воздуха не более 50 %.
2. В складском помещении при температуре выше 00С.
3. В ящиках, в упакованном виде.
ВОПРОС 12. Какие дефекты могут быть в сварном шве, если притупление кромок превышает рекомендуемую величину?
1. Возможно появление непровара корня шва.
2. Возможно появление холодных трещин.
3. Возможно появление пористости.
ВОПРОС 13. С какой целью источники питания сварочной дуги для ручной дуговой сварки имеют напряжение холостого хода выше, чем напряжение на дуге при сварке?
1. Для увеличения глубины проплавления в начале шва.
2. Для улучшения возбуждения дуги.
3. Для уменьшения разбрызгивания металла.
ВОПРОС 14. Какие углеродистые и низколегированные стали необходимо подогревать при сварке?
1. С эквивалентным содержанием углерода более 0,5 %.
2. С содержанием серы и фосфора более 0,05 % каждого.
3. С содержанием кремния и марганца до 0,5…1,5 % каждого.
ВОПРОС 15. Какие способы резки рекомендуется применять для подготовки деталей из аустенитных сталей?
2. Кислородно-флюсовая, плазменно-дуговая, механическая.
ВОПРОС 16. Что входит в понятие металлургической свариваемости металлов?
1. Влияние на свариваемость химического состава металла и отсутствие дефектов в результате химического взаимодействия элементов в сварочной ванне и кристаллизующемся металле шва.
2. Влияние на свариваемость способа сварки и возможность появления дефектов в результате воздействия термического цикла на сварочную ванну и кристаллизующейся металл шва.
3. Влияние на свариваемость объема сварочной ванны и кристаллизующегося металла шва.
ВОПРОС 17. Какие сварочные деформации называют остаточными?
1. Деформации, появляющиеся во время сварки.
2. Деформации, появляющиеся по окончании сварки.
3. Деформации, образующиеся под действием эксплуатационных нагрузок.
ВОПРОС 18. Допускаются ли трещины в сварных швах при сварке низколегированных сталей?
1. Допускается, если их длина не превышает толщины металла шва.
2. Допускается, если концы трещины после сварки заварить газовой сваркой.
3. Не допускаются.
ВОПРОС 19. Какой род тока более опасен при поражении человека электрическими токами при напряжении 220В?
1. Переменный ток 50 Гц.
2. Постоянный ток.
3. Ток высокой частоты.
ВОПРОС 20. Какими индивидуальными средствами должен обеспечиваться сварщик при выполнении потолочной сварки?
1. Поясом безопасности.
2. Беретом и рукавицами.
3. Нарукавниками, шлемом и пелеринами.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 1 2 3 4 5 6 7 8 9 10
Виды деформаций и напряжений
Различают разные виды напряжений в зависимости от характера их возникновения, периода действия и других факторов. В таблице ниже показано что вызывает концентрацию напряжений в сварных соединениях и какими они бывают.
| Характер возникновения | Тип напряжения | Чем вызвано нарушение |
| В соответствии причины появления | Тепловые | Неравномерный прогрев из-за перепада температур в процессе сварки |
| Структурные | Изменения в структуре металла при нагревании его выше предельно допустимой температуры | |
| По времени существования | Временные | Образуются при фазовых видоизменениях, но постепенно исчезают вследствие охлаждения |
| Остаточные | Даже после ликвидации причин их появления присутствуют в изделии | |
| По охватываемой площади | Действующие в пределах всей конструкции | |
| Действующие только в зернах структуры материала | ||
| Присутствующие в кристаллической решетке металла | ||
| По направленности действия | Продольные | Образуются вдоль линии сварочного шва |
| Поперечные | Располагаются перпендикулярно к оси соединения | |
| По виду напряженного состояния | Линейные | Только в одном направлении распространяется действие |
| Плоскостные | Образуются в двух разных направлениях | |
| Объемные | Оказывают одновременно трехстороннее воздействие |

Виды деформаций при сварке бывают:
- местные и общие. Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
- временные и конечные. Возникающие в конкретный момент сварочные деформации называют временными, а те, которые после полного охлаждения изделия остаются в нем — остаточными;
- упругие и пластичные. Когда после сварки размер и форма конструкции полностью восстанавливаются, деформация упругая, если дефекты остаются — пластичная.
Деформации металла возможны как в плоскости сварной конструкции, так и вне нее.
Дефекты и причины их появления
Многоточечная сварка востребованный метод, который используется на производствах и в домашних условиях. При помощи него можно произвести соединение тонких металлических изделий, а сам шов выходит прочным и качественным. Однако даже во время данного способа сварки могут возникать некоторые дефекты, которые могут негативно влиять на качество результата.
Среди основных дефектов можно выделить:
- Прожог. Этот дефект имеет вид отверстия, которое возникает в обеих деталях. Сплавленные края с легкостью отрываются. Перегревание и стекание металла может возникнуть из-за нескольких условий — применение высокой силы тока, большая длительность импульса, избыточная сила сжатия. Чтобы предотвратить прожог рекомендуется снизить силу тока и прижимания.
- Выплескивание и растекание металла. При сильном сжимании или при использовании долговременного слабого импульса металл может выйти из ядра, а на его области появляются пустоты. Во время рабочего процесса выплескивание металла имеет вид искр, которые вылетают из точек. До определенного предела выплескивание не наносит особый вред качеству шва, но все же наличие этого факторы снижает прочность сварного соединения.
- Непровар. Не прогревание ядра может проявляться по ряду причин — слабая степень подаваемого импульса, оказание недостаточной силы сжатия, ослабление клещей. Непровар может возникнуть в случаях, когда сварные точки находятся рядом — соседняя точка выступает шунтом, через который может проходить часть объема электрической энергии. Это значит, что она не будет применяться для расплавления металла.
- Уменьшение показателей диаметра сварки. Недостаточная площадь расплава может появляться в случаях, когда подается слишком короткий импульс или наблюдается не слишком плотное прилегание свариваемых элементов. В данных ситуациях в одной точке может быть один или несколько микросплавов, в сумме они значительно слабее цельной точки.
Как исправить дефекты
Контактная или бесконтактная точечная сварка должна выполняться в соответствии с определенной технологией. Но все же этот метод обладает некоторые сложностями, которые могут привести к появлению разных дефектов. А тяжелая и неточная диагностика не дает точной картины о качестве и виде полученного сварного соединения.
Если после проведения сварки будут выявлены вышеперечисленные дефекты, то для их устранения можно воспользоваться следующими рекомендациями:
- провести повторное проваривание точки;
- высверливание и последующая сварка при помощи полуавтомата;
- если отмечаются наружные выплески металла, то их можно аккуратно зачистить;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.










 Adblock
Adblock