Доклад на тему литье металлов 8 класс физика
Содержание:
- Содержание
- Презентация 8 класса на тему: «Литье металлов. Выполнила ученица 8В класса Косарева Ольга.». Скачать бесплатно и без регистрации. — Транскрипт:
- Слайды презентации
- Популярные темы сообщений
- Особенности формирования отливок и их качество
- Немного истории
- По газифицируемым моделям
- Использование сплавов из цветных металлов после литья
Содержание
Слайд 1
Выполнила ученица 8В класса Косарева Ольга.
Слайд 2
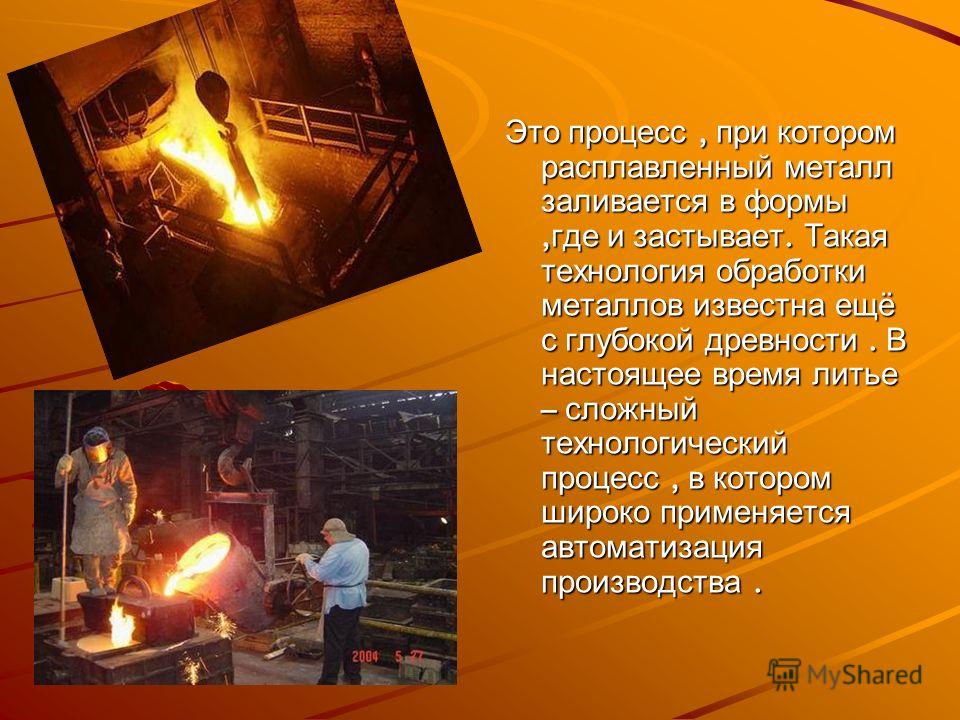
Это процесс , при котором расплавленный металл заливается в формы ,где и застывает. Такая технология обработки металлов известна ещё с глубокой древности . В настоящее время литье – сложный технологический процесс , в котором широко применяется автоматизация производства .
Слайд 3
В песчаные формы(ручная или машинная формовка);
В оболочковые формы ;
По выплавляемым моделям;
В кокиль;
Под давлением;
В постоянные формы;
Вакуумное ;
По выжигаемым моделям ;
С утеплением ;
Центробежное.
Слайд 4
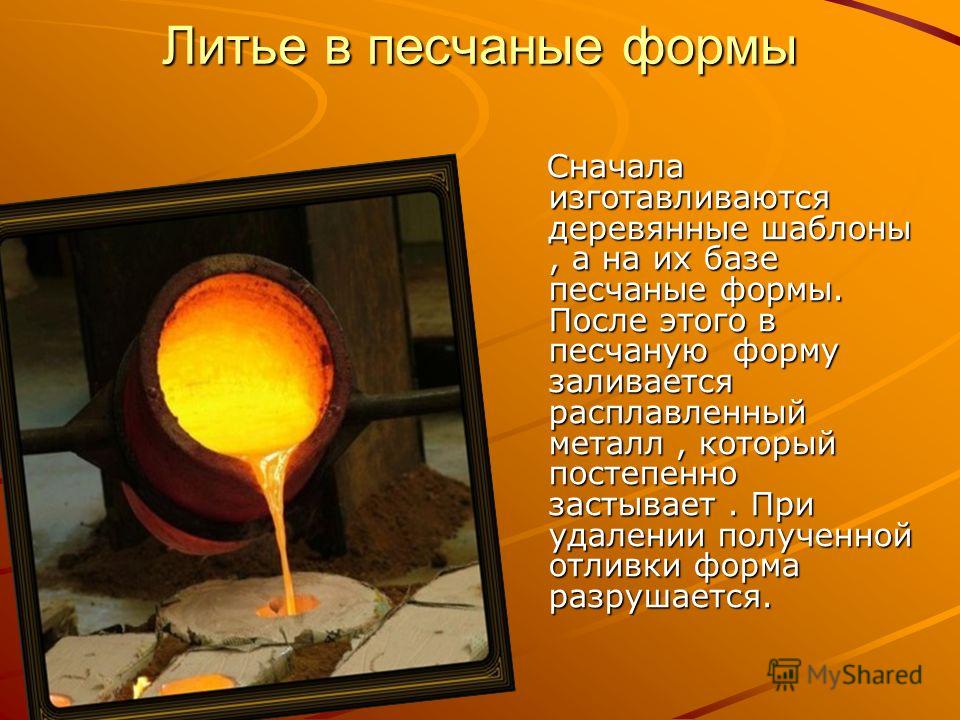
Сначала изготавливаются деревянные шаблоны , а на их базе песчаные формы. После этого в песчаную форму заливается расплавленный металл , который постепенно застывает . При удалении полученной отливки форма разрушается.
Слайд 5
Слайд 6
Слайд 7
Расплавленный металл заливается в термостойкие металлические формы. Перед заливкой их покрывают специальным составом и нагревают до определённой температуры , которую в дальнейшем поддерживают постоянной . Металл входит в форму под действием силы тяжести, поэтому получаются отливки ,свободные от шлаковых и газовых включений .В целях повышения производительности труда применяется карусельный способ, причём созданы комплексы ,в которых весь процесс ,включая заливание расплава, автоматизирован. Способом литья в постоянные формы получают отливки массой от нескольких грамм до нескольких тонн.
Слайд 8
Слайд 9
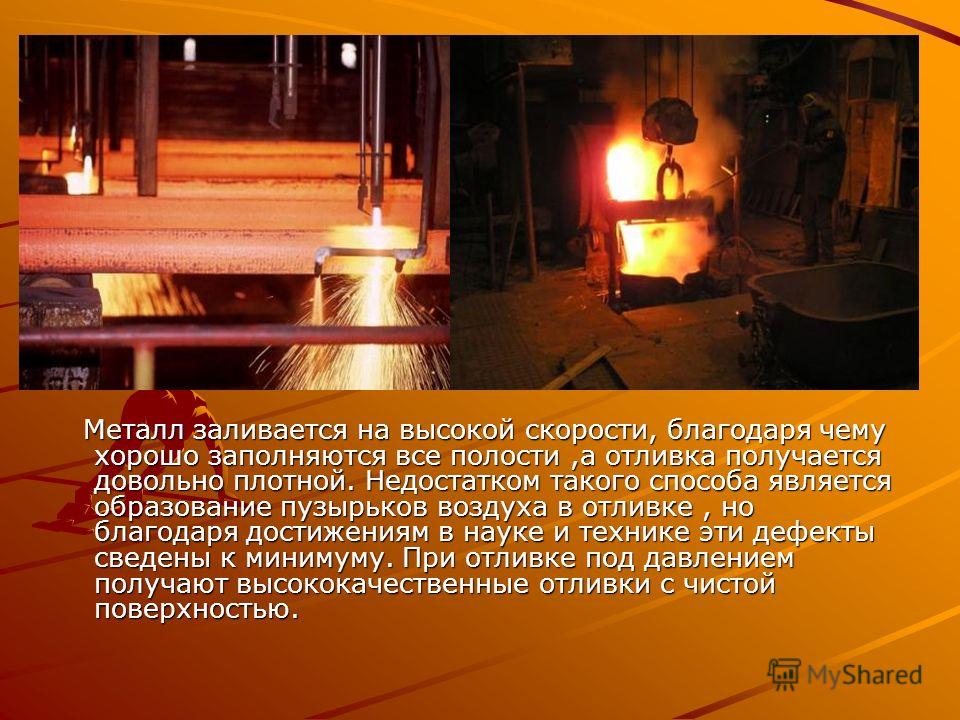
Металл заливается на высокой скорости, благодаря чему хорошо заполняются все полости ,а отливка получается довольно плотной. Недостатком такого способа является образование пузырьков воздуха в отливке , но благодаря достижениям в науке и технике эти дефекты сведены к минимуму. При отливке под давлением получают высококачественные отливки с чистой поверхностью.
Слайд 10
Слайд 11
Документально подтверждено, что художественное литьё было развито много тысяч лет назад. В Египте найдены скульптуры, отлитые из бронзы, датирующиеся 3-им тысячелетием до нашей эры, в Китае — 2-ым тысячелетием до нашей эры. Также художественное литьё широко использовалось в Древней Греции и в Древнем Риме. Пик художественного литья из бронзы пришёлся на 17-XVIII век в Западной Европе, когда любой более-менее богатый человек желал увековечить себя в статуях и эпических композициях
На Руси художественное литьё было развито с 11 века, когда отлив колоколов стал искусством.
Слайд 12
Слайд 13
Слайд 14
Слайд 15
Спасибо за внимание!!!!!!
Посмотреть все слайды
Презентация 8 класса на тему: «Литье металлов. Выполнила ученица 8В класса Косарева Ольга.». Скачать бесплатно и без регистрации. — Транскрипт:
1
Литье металлов. Выполнила ученица 8В класса Косарева Ольга.

2
Это процесс, при котором расплавленный металл заливается в формы, где и застывает. Такая технология обработки металлов известна ещё с глубокой древности. В настоящее время литье – сложный технологический процесс, в котором широко применяется автоматизация производства.
3
Известно множество разновидностей литья: В песчаные формы(ручная или машинная формовка); В оболочковые формы ; По выплавляемым моделям; В кокиль; Под давлением; В постоянные формы; Вакуумное ; По выжигаемым моделям ; С утеплением ; Центробежное.

4
Литье в песчаные формы Сначала изготавливаются деревянные шаблоны, а на их базе песчаные формы. После этого в песчаную форму заливается расплавленный металл, который постепенно застывает. При удалении полученной отливки форма разрушается. Сначала изготавливаются деревянные шаблоны, а на их базе песчаные формы. После этого в песчаную форму заливается расплавленный металл, который постепенно застывает. При удалении полученной отливки форма разрушается.

6
Литье в постоянные формы

7
Расплавленный металл заливается в термостойкие металлические формы. Перед заливкой их покрывают специальным составом и нагревают до определённой температуры, которую в дальнейшем поддерживают постоянной. Металл входит в форму под действием силы тяжести, поэтому получаются отливки, свободные от шлаковых и газовых включений. В целях повышения производительности труда применяется карусельный способ, причём созданы комплексы, в которых весь процесс, включая заливание расплава, автоматизирован. Способом литья в постоянные формы получают отливки массой от нескольких грамм до нескольких тонн. Расплавленный металл заливается в термостойкие металлические формы. Перед заливкой их покрывают специальным составом и нагревают до определённой температуры, которую в дальнейшем поддерживают постоянной. Металл входит в форму под действием силы тяжести, поэтому получаются отливки, свободные от шлаковых и газовых включений. В целях повышения производительности труда применяется карусельный способ, причём созданы комплексы, в которых весь процесс, включая заливание расплава, автоматизирован. Способом литья в постоянные формы получают отливки массой от нескольких грамм до нескольких тонн.

8
Литье под давление

9
Металл заливается на высокой скорости, благодаря чему хорошо заполняются все полости,а отливка получается довольно плотной. Недостатком такого способа является образование пузырьков воздуха в отливке, но благодаря достижениям в науке и технике эти дефекты сведены к минимуму. При отливке под давлением получают высококачественные отливки с чистой поверхностью. Металл заливается на высокой скорости, благодаря чему хорошо заполняются все полости,а отливка получается довольно плотной. Недостатком такого способа является образование пузырьков воздуха в отливке, но благодаря достижениям в науке и технике эти дефекты сведены к минимуму. При отливке под давлением получают высококачественные отливки с чистой поверхностью.

11
Художественное литье Документально подтверждено, что художественное литьё было развито много тысяч лет назад. В Египте найдены скульптуры, отлитые из бронзы, датирующиеся 3-им тысячелетием до нашей эры, в Китае 2- ым тысячелетием до нашей эры. Также художественное литьё широко использовалось в Древней Греции и в Древнем Риме. Пик художественного литья из бронзы пришёлся на 17-XVIII век в Западной Европе, когда любой более-менее богатый человек желал увековечить себя в статуях и эпических композициях. На Руси художественное литьё было развито с 11 века, когда отлив колоколов стал искусством. Документально подтверждено, что художественное литьё было развито много тысяч лет назад. В Египте найдены скульптуры, отлитые из бронзы, датирующиеся 3-им тысячелетием до нашей эры, в Китае 2- ым тысячелетием до нашей эры. Также художественное литьё широко использовалось в Древней Греции и в Древнем Риме. Пик художественного литья из бронзы пришёлся на 17-XVIII век в Западной Европе, когда любой более-менее богатый человек желал увековечить себя в статуях и эпических композициях. На Руси художественное литьё было развито с 11 века, когда отлив колоколов стал искусством.

12
Кабинетная скульптура «Россия»

13
Статуэтка «Пастушок» и «Наполеон 1»

14
Статуэтка «Львица» Автор модели А.Л. Обер. Автор модели А.Л. Обер. Отливка 1961 г. Отливка 1961 г. Высота 60 мм. Высота 60 мм.
15
Спасибо за внимание!!!!!! Спасибо за внимание!!!!!!
Слайды презентации
Слайд 1
Плавка и литье металлов
Художественное и технологическое
Слайд 2
Плавка
ПЛАВКА, тепловая обработка РУД для выделения из них МЕТАЛЛОВ. Руда, часто с другими ингредиентами, нагревается в плавильной ПЕЧИ, в результате чего из нее удаляются неметаллические компоненты. После полученный метал очищается.
Поступающие для плавки частицы одного или нескольких металлов загружаются в специальные плавильные печи, под влиянием высокой температуры доводятся до жидкой однородной массы, которая отливается в формы для получения слитков. Материал, поступающий в плавку, называется шихтовым, или шихтой. Шихта может быть в виде чистых металлов, бракованных слитков и изделий, лома, обрезков, стружки и опилок и других отходов ювелирного производства.
Слайд 3
Шихтовый материал в зависимости от степени и характера загрязнения подвергается различной обработке. Возвратные отходы от переработки драгоценных металлов своего производства (литники, высечка, стружка, обрезки и др.), не вызывающие сомнения в отношении содержания основных и легирующих компонентов, поступают в плавку без предварительной подготовки. Отходы драгоценных металлов (опилки, мелкие обрезки, стружка), загрязненные в процессе работы, проходят очистительную обработку и только после этого поступают в плавку.
Слайд 4
Шихтовые материалы, загрязненные вредными примесями (металлами, не отвечающими составу сплава; материалами, отрицательно влияющими на свойства сплава, и т. д.), подвергают предварительной плавке, а затем отправляют на аффинажные заводы или на заводы вторичных драгоценных металлов. Очистка шихты. Отходы драгоценных металлов, возвращающиеся от рабочих (опилки, стружка, мелкие обрезки и т.д.), не могут быть не загрязнены.
Слайд 5
Защитные покровы, флюсы, раскислители. При плавке драгоценных металлов и сплавов для предохранения расплавов от окисления, насыщения кислородом и другими газами из окружающей среды, а также для верхней теплоизоляции расплавов (для сокращения расходов, теплоты на плавку) применяют следующие защитные покровы: древесный уголь, буру, борную кислоту, хлористый кальций, хлористый натрий, хлористый калий, хлористый барий.
Слайд 6
Литье
Литьё — технологический процесс изготовления заготовок (реже — готовых деталей), заключающийся в заполнении предварительно изготовленной литейной формы жидким материалом (металлом,сплавом, пластмассой и т. п.) с последующим его затвердеванием. Литьём называют также продукцию литейного производства, художественные изделия и изделия народных промыслов, полученные с помощью литья.
Слайд 7
Литье. Виды литья.
Известно множество разновидностей литья: в песчаные формы (ручная или машинная формовка); в многократные (цементные, графитовые, асбестовые формы); в оболочковые формы; по выплавляемым моделям; по замораживаемым ртутным моделям; центробежное литье; в кокиль; литьё под давлением; по газифицируемым (выжигаемым) моделям; вакуумное литьё; электрошлаковое литьё; литьё с утеплением.
Слайд 8
Технология художественного литья Технология художественного литья предусматривает использование большей частью сплавов, а не чистых металлов. В чистом виде используются тяжелые металлы: олово, свинец, цинк. А сплавы — медные (чаще всего это бронза и латунь) и алюминиевые. Сплавы представляют собой соединения путем плавки металлов и химических элементов и должны обладать следующими основными свойствами: текучестью, усадкой и ликвацией.
Слайд 9
ДЕКОРИРОВАНИЕ СКУЛЬПТУР ИЗ МЕТАЛЛА Скульптурные произведения из металла — цветного, черного или драгоценного как завершение всего процесса изготовления обязательно нуждаются в декоративной отделке. Причем она не только улучшает внешний вид скульптуры, ажурной или кованой решетки камина, чеканного рельефа или художественного литья, но и предохраняют произведение, созданные в любой технике, от воздействия внешней среды, продлевает их век.
Слайд 10
Шлифовка скульптуры Эта операция производится абразивными материалами естественного происхождения: корундами, алмазами, кремнием, кварцем, а также искусственными корундами и алмазами. На практике — это наждачная бумага или шкурка — абразивная зернь, наклеенная на плотную бумагу или ткань. Начинают шлифовку скульптуры крупнозернистой шкуркой, постепенно переходя к мелкозернистой, а затем и к шлифовальной пасте, к мельчайшей кирпичной муке. Шлифовкой со скульптуры удаляются окислы, открывается чистая поверхность
Популярные темы сообщений
- Животные тропического леса Каждая часть тропического леса переполнена жизнью. Кого здесь только не найдешь. Просторы тропического леса богаты на самых разнообразных насекомых, птиц и зверей. Люди привыкли называть тропиками те леса, которые растут около экватора.
- Лось Одним из самых крупных зверей проживающих в лесу является лось. У животного достаточно большой вес, а в росте он достигает до 2-х метров. Лоси чаще всего темно-бурого цвета, имеют огромное туловище и длинные ноги. Голова у животного круглая,
- Византийская мозаика Точную дату создания Византийской мозаики современные историки установит не в силах, но они относят ее к периоду с третьего по четвертый век нашей эры. Историки считают, что в этот период появилась первая маленькая часть мозаики.
Особенности формирования отливок и их качество
При литье под давлением основные показатели качества отливки – точность размеров, шероховатость поверхности, механические свойства, плотность и герметичность – определяются следующими особенностями ее формирования:
1. Кратковременность заполнения полости пресс-формы расплавом. Скорость поступления расплава в пресс-форму для разных отливок и сплавов колеблется от 0,3 до 140 м/с, продолжительность ее заполнения 0,02 – 0,3 с, а конечное давление на расплав может достигать 500 МПа. Это позволяет, несмотря на высокую скорость охлаждения расплава в форме, изготавливать весьма сложные корпусные отливки с толщиной стенки менее 1 мм из сплавов с низкой и даже близкой к нулю жидкотекучестью (таким свойством обладают, например, сплавы, находящиеся в твердожидком состоянии). Высокая кинетическая энергия движущегося расплава и давление, передаваемое на него в момент окончания заполнения формы, способствуют получению отливок с низкой шероховатостью поверхности.
2. Газонепроницаемость материала пресс-формы. Вентиляция рабочей по-лости происходит посредством специальных вентиляционных каналов. При высоких скоростях поступления расплава в полость пресс-формы воздух, а также газообразные продукты разложения смазочного материала, образующиеся при его взаимодействии с расплавом, не успевают полностью удалиться из пресс-формы за время заполнения ее расплавом. Они препятствуют заполнению пресс-формы и попадают в расплав, приводя к образованию неслитин, неспаев, раковин и газовоздушной пористости в отливках. Газовоздушная пористость приводит к уменьшению плотности отливок, снижению их герметичности и пластических свойств. Воздух, газы, продукты разложения смазочного материала, находящиеся в порах отливки под высоким давлением, затрудняют ее термическую обработку: при нагреве прочность отливки снижается, а давление газов в порах повышается, что вызывает коробление отливки, на ее поверхности появляются пузыри.
Для снижения газовоздушной пористости в отливках используют ряд технологических приемов, а также специальные способы литья под давлением (см. подраздел 4.2).
3. Высокая интенсивность теплового взаимодействия между материалом отливки и пресс-формой, обусловленная ее высокими теплопроводностью и теплоемкостью, малым термическим сопротивлением слоя смазочного материала и продуктов его разложения, значительным давлением расплава и отливки на стенки пресс-формы, улучшающим контакт между ними. Это способствует получению мелкозернистой структуры, особенно в поверхностных слоях отливки, повышению ее прочности и высокой производительности процесса.
4. Передача в момент окончания заполнения металлом пресс-формы давления, развиваемого пресс-поршнем в камере прессования, на расплав в полости формы. Это улучшает питание отливки, способствует уменьшению усадочной пористости, сжатию газовоздушных включений. В результате воз-растают плотность, герметичность и механические свойства отливки. Однако эффективность действия подпрессовки ограничена, так как это давление на расплав в пресс-форме действует только до тех пор, пока питатель не затвердеет.
5. Использование металлической пресс-формы с точными размерами и низкой шероховатостью рабочих поверхностей. Это способствует получению высокоточных отливок по массе, геометрии и размерам. Высокая точность размеров отливок (классы 1 – 4 по ГОСТ 26645—85 (изм. № 1,1998)) позволяет уменьшить припуски на обработку до 0,3 – 0,8 мм, а в некоторых случаях полностью исключить обработку резанием. Остается только зачистка мест удаления питателей, соединительных каналов промывников и облоя. Коэффициент точности отливок по массе (КТМ) при литье под давлением достигает 0,95 – 0,98. Шероховатость поверхности отливок, полученных под давлением, зависит в основном от шероховатости поверхности пресс-формы и технологических режимов литья. Обычно эти отливки имеют шероховатость от Rz = 160 – 80 мкм (сплавы на основе меди) до Rz = 1,00 – 0,32 мкм (цинковые сплавы).
Немного истории
По нынешнему размаху промышленности современная цивилизация всего за один год перерабатывает металл в таком объеме, на добычу которого в прежние времена ушла бы как минимум пара столетий. И дело не только в усовершенствованных технологиях и возросшей скорости производственных процессов. Такой объем металлопромышленной продукции — насущная потребность современного человечества.

В докладе по физике о литье металлов нельзя не уделить немного внимания зарождению и развитию литейного дела. Способность железа застывать в заданной форме при определенных условиях была высоко оценена людьми еще в древности. По предположениям многих ученых и исследователей, знакомство человечества с металлом осуществилось посредством метеоритов.
Метеоритное железо обладало всеми характеристиками, необходимыми для успешного литья (плавкостью и т. д. ). Именно это вещество положило начало зарождению литейного дела. Древние люди довольно быстро изучили основы процесса «укрощения» металла, после чего наступила стадия развития литья как составляющей жизнедеятельности. К эпохе Средневековья литейное дело было уже крупной отраслью с большим оборотом денежных средств.
По газифицируемым моделям
Получение формы происходит за счет неизвлекаемой модели, и заливка металла производится в неразъемную форму. При этом модель получают из пенопласта вспениванием при высокой температуре. При литье металла в форму, пенопластовая модель полностью выгорает, освобождая внутренний объем.
Если модели для мелких деталей можно получить вспениванием состава, то крупные вырезают из склеенных плит. Резка производится вручную. Для этого используется нихромовая проволока. Поданное напряжение разогревает проволоку, что облегчает резку.
Формовка при ЛГМ производится двумя методами. В первом случае для отливок несложных форм используются вибрационные столы, на которых происходит уплотнение формовочной смеси с использованием опок. Затем на опоку укладывается крышка и монтируется литниковый приемник.
Во втором случае, когда изделие имеет сложную геометрию, формовку проводят под вакуумом. Чтобы закрытая форма не разрушилась, она подвергается действию пониженного давления вплоть до окончания заливки. Значение вакуумического давления невелико – порядка 4-5 ГПа.

Заготовки для литья по газифицируемым моделям
Температура разливаемого металла значительно выше, чем начало газификации пенопласта (560 °С). Газы, выделяемые пенопластом, из формы легко удаляются вакуумной системой. При этом отсутствует задымленность рабочей зоны.
В качестве основного достоинства этого метода отмечают высокое качество отливок, которое можно получить литьем в обыкновенный или облицованный кокиль. Возможным это стало из-за того, что форма цельная.
Литье по газифицируемым моделям
На современном этапе литье по выжигаемым моделям применяется для отливки:
- крупных и средних изделий на мелкосерийном производстве;
- заготовок со сложной конфигураций и весом до 50 кг, к которым предъявляются требования повышенной точности размеров, на среднесерийном и крупносерийном производстве.
Использование сплавов из цветных металлов после литья
Сплавы из цветных металлов обладают высокой стойкостью к коррозии. Каждый металл или сплав пригоден для разных целей:
- Использование меди увеличивает теплопроводность и электропроводность.
- Латунь применяется для создания товаров ширпотреба из-за своей дешевизны.
- Бронза очень прочная и коррозостойкая, также используется повсеместно.
- Никель устойчив к коррозии, для него характерно высокое тепловое сопротивление. Его сплавы не подвержены или подвержены в малой степени окисляющим кислотам.
- Алюминиевые сплавы очень распространены, и их применение в промышленности становится все шире и мире. Они весьма прочны, при этом легки. Для сплавов с алюминием характерны теплопроводность, стойкость к коррозии и электропроводность.
- Магний лучше всего подходит для выплавки легких сплавов.
- Титан сочетает в себе прочность и легкость, из-за чего отлично подходит к авиастроению. Ввиду сильного загрязнения его поверхности увеличивается его твердость и уменьшается пластичность.
- Драгоценные металлы применяются в электронике и стоматологии. Известны и популярны в основном тем, что редко встречаются в природе.










 Adblock
Adblock