Как паять полипропиленовые трубы своими руками: полная пошаговая инструкция
Содержание:
- Инструменты для пайки
- Сварка (пайка) полипропиленовых труб
- Виды ППР-труб
- Соединение фитингами
- Как паять пластиковые трубы
- Анатомия полипропиленовых труб
- Виды полипропилена для водопровода
- Виды пластиковых труб, тонкости процесса спайки
- Инструмент для монтажа полипропиленовых труб
- Соединение труб армированных алюминием
- Выводы и полезное видео по теме
Инструменты для пайки
Чтобы соединить между собой отдельные части водопровода, необходимо использовать технологии температурного воздействия. Пайка или сварка пластиковых труб позволяет обеспечить диффузию молекул пластмассы, как результат получается прочное и герметичное соединение.

Фото — аппарат для пайки пластиковых коммуникаций
Эти работы проводятся при помощи специальных устройств – сварочного инвертора для пластиковых труб или пистолета:
- Сварочник считается более профессиональным аппаратом и в основном используется опытными сантехниками. Его цена на порядок выше стандартного бытового пистолета;
- Пистолет представляет собой своеобразный паяльник, который может точечно воздействовать на отдельные части пластиковых или металлопластиковых коммуникаций.
Аппараты для сварки можно классифицировать по мощности. Сейчас наибольшей популярностью пользуются универсальные модели на 1500–1600 Вт. Они удобны для бытового использования, кроме того в комплекте идет также комплект насадок для работы с различными типами трубопроводов.

Фото — конструкция паяльника
Нужно отметить, что помимо специальных устройств также понадобятся дополнительные инструменты. В частности, это ножницы для резки водопроводных деталей. А также роликовый труборез, который позволяет обеспечить максимально ровный и гладкий срез на поверхности коммуникаций.
Также при работе с металлопластиковыми или армированными фольгой трубами понадобится инструмент для зачистки – шлифовщик. Он выровняет кромку среза, на которой часто после обрезки нужного участка остаются небольшие неровности. Если проигнорировать этот процесс, то соединение может получиться недостаточно прочным и герметичным, что повлияет на работу всей канализационной системы.
Если требуется пайка труб из пластика большого диаметра – от 110 мм, то применяется электрическая муфта. Она насаживается на соединение и нагревает место стыка. В процессе главную роль играет центрирование отдельных участков коммуникаций, т. к. проконтролировать процесс во время сварки практически невозможно. Для работы с таким устройством применяется специальным центрирующий станок, который позволяет выровнять поверхность среза, чтобы получить максимально плотный шов. Мощность муфт несколько отличается от мощности сварочных аппаратов и пистолетов для пайки, в большинстве случаев требуется немного большие показатели – свыше 1500 Ватт.
Также часто в домашних условиях используется холодная пайка. Технология подразумевает применение агрессивного клеящего состава, который обеспечивает диффузию молекул пластика без использования нагревающих элементов. Главным достоинством способа является простота. Такая сварка легко производится даже без опыта, кроме того не требуется закупка дополнительных аппаратов. Но вместе с этим такая спайка считается недолговечной, т. е. это скорее, срочные меры, нежели вариант постоянного соединения труб.
Фото — пример холодной пайки пластиковых коммуникаций
Купить инструмент для пайки пластиковых труб можно практически в любом сантехническом магазине, в среднем он стоит от 800 рублей до нескольких десятков тысяч. К примеру, в Севастополе стоимость WESTER DWM 1000B варьируется в пределах от 1800 рублей до 2000.Цена зависит от заявленной мощности аппарата, марки и его назначения.
Видео: как правильно паять пластиковые трубы
Сварка (пайка) полипропиленовых труб
Для сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали — муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополни тельных деталей и самая надежная. При наличии фитингов соответствующего диаметра допускается муфтовая сварка. Рекомендуемый вид разборного соединения для диаметров более 63-го — фланцевый стык. Это более сложный вариант соединения полипропиленовых труб, требующий профессионального оборудования и мастерства, поэтому этот вариант в данной статье упускается.
Раструбная сварка
При сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками.
Рис.1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали.Стандартные насадки покрыты антипригарным материалом — тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошью или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.
Рис.2. Насадки для сварки полипропиленовых труб диаметром 20, 40, 32, 40, 50, 63.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок (см. рис. 3) на посадочные места аппарата до нагрева аппарата.
Рис.3. Сварочный аппарат до нагрева с установленными насадками для сварки полипропиленовых труб.
С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы на стене, то есть на монтируемой ветви трубопровода.
Качество соединений напрямую за висит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно.
Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб — 260 ° С и 220°С для полиэтиленовых и PERT трубопроводов).В зависимости от температуры окружающей среды нагрев длится 10-15 минут.
Рабочая температура на поверхности нагревательных пластин достигается автоматически.
Сварку полипропиленовых труб и фитингов, запрещается производить при температуре ниже 0°С
Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары
Общее правило раструбной сварки
Внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.

Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.

Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.

Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.

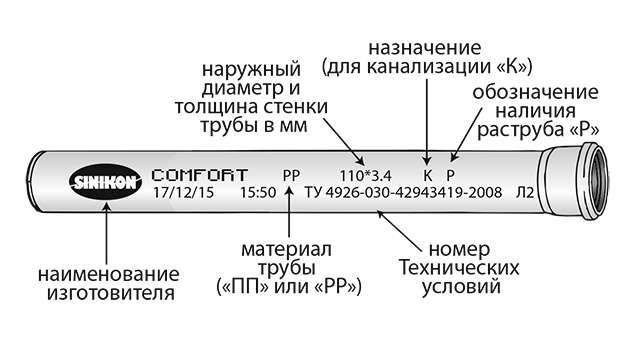
В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.

Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.

О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Соединение фитингами
 Для соединения пластиковых труб без пайки очень часто используются пресс-фитинги (они же компрессионные фитинги) либо новые бельгийские пуш-фитинги, которые фактически фиксируются сами.
Для соединения пластиковых труб без пайки очень часто используются пресс-фитинги (они же компрессионные фитинги) либо новые бельгийские пуш-фитинги, которые фактически фиксируются сами.
Стандартные пресс-фитинги обычно делаются из стального сплава или чугуна. И лучше всего их использовать для полипропиленовых или других пластиковых труб малого диаметра. Достоинством данных сантехнических изделий является то, что с их помощью можно выстраивать переходы между элементами трубопровода и соединять их под разным углом.
Чаще всего фитинги ставят на поворотах и ответвлениях пластикового трубопровода. Обыкновенный пресс-фитинг состоит из основного корпуса, крышки, втулки и двух колец: зажимного (оно расположено в специальном гнезде) и фальцевого (с его помощью осуществляется фиксация пластиковой трубы).

Если речь идёт о фитингах диаметром меньше пятидесяти миллиметров, то их допускается монтировать вручную, без дополнительных приспособлений и оборудования
И ещё одно важное правило. Пластиковую трубу следует предварительно, перед установкой фитинга, подготовить — обрезать, удалить заусенцы, очистить от пыли и обезжирить
Такая подготовкадолжна проводиться в любом случае, вне зависимости от выбранного способа соединения.
После того как пластиковое изделие будет приведено в приемлемое состояние, на него нужно установить гайку, предварительно снятую с фитинга. Далее на эту гайку надевается зажимное кольцо. Теперь можно вставить трубу в фитинг до упора и зафиксировать. Те же самые действия нужно проделать и со второй соединяемой трубой.
Как паять пластиковые трубы
Суть сварочных работ по пластику заключается в процессе правильной пайки. Пайкой сваривается полностью весь трубопровод, включая запорную арматуру, предохранительные устройства и контрольно измерительные приборы.
Используют несколько способов:
- Диффузионный способ выполняется за счет сильного нагрева и сдавливания соединительных деталей конструкции.
- Пайка электрофитингом представляет собой применение фитингов с нагревательными элементами. Именно под воздействием электрического тока на эти элементы происходит сплавление пластиковых частей.
- Скрепление методом холодного жима выполняется без нагрева, с помощью добавления в места контакта пластика специального припоя.
Перечисленные способы используются в зависимости от типа материала и условий конструкции. Самым распространенным и общедоступным является способ пайки пластиковых труб посредством нагревания и сдавливания, как в диффузном способе.
Кратко о сварочном аппарате

Приступая к сварочным работам по пластику способом пайки, необходимо сначала ознакомится с работой сварочного аппарата.
Прибор нагревает пластиковые контактные части при прикосновении к нагревательному элементу, и называется подошва. Для удобства использования на подошве имеется специальные крепления для разных насадок. Весь корпус выполнен из крепких металлических частей. Для управления температурой нагрева на устройства есть регулятор выставления требуемой температуры, индикаторы включения и выключения прибора, индикатор контроля достижения требуемого значения.
Задавая вопросом, как выбрать качественный сварочный аппарат, нужно знать некоторые моменты. Устройство должно быть выполнено из хороших материалов. Подошва иметь мечевидную форму, позволяющую комфортно работать с несколькими насадками. Комплектация прибора предусмотрена удобным металлическим ящиком, с набором основных наконечников. Масса прибора не должна быть более 5 килограмм.
Процесс пайки труб
Настраивая сварочный аппарат важно знать о температурных режимах необходимых для пайки пластиковых труб значение равное 260С, а для соединения полиэтиленовых необходимо установить 220С. Правильно настроенный прибор обеспечит работу по сварке пластиковых труб своими руками в разных условиях, включая и на сваривании весу
- Для подготовки к началу пайки необходимо нарезать отрезки труб и подготовить правильных размеров фитинги.
- Установить аппарат на подставку, включить в электрическую сеть для нагревания подошвы, предварительно установив необходимую температуру на регуляторе.
- Заранее закрепить насадки на подошве нужного размера в последовательность их использования.
- Отметить глубину фитинга и сделать отметку на трубе Получив необходимого опыта, возможно, эти отметки потом не пригодятся.
- Участок, отмеченный на фитинге и трубе должен быть обезжиренным. Обе части для спаивания одновременно одеваются на насадки и нагреваются до требуемой температуры.
- После нагрева пластиковые части аккуратно вставляются, удерживаются до полного скрепления.
Анатомия полипропиленовых труб
Внешне существующие разновидности (ПП) труб практически не отличаются друг от друга. Однако при подробном изучении можно найти отличия в структуре стенок. Эти особенности влияют на сферы использования и специфику монтажа труб из полипропилена.
Классификация ПП материала
Эксплуатационные свойства труб и параметры сварного шва зависят от технологии производства материалы. В зависимости от исходного сырья выделяют такие группы ПП, как:
- PPH. Представляет собой однослойное изделие на базе гомополипропилена, которое востребовано для обустройства промышленных водопроводов или систем подачи холодной воды.
- PPB. Обладают однослойной структурой и создаются из блоксополимера. Разрабатываются для организации водоснабжения или обогрева помещений. Способны транспортировать горячую воду, прогретую до +70°C.
- PPR. Однослойный материал. Из этой разновидности создаются трубы для систем подачи воды или обогрева с максимально допустимым температурным показателем +70°C
- PPS. Специализированный тип полипропилена с огнеупорными свойствами. Диапазон рабочих температур составляет до +95°C.
 При 80 градусах армированные ПП трубы удлиняются на 2-2,5 мм/м, а обычные однослойные – на 12 мм/м
При 80 градусах армированные ПП трубы удлиняются на 2-2,5 мм/м, а обычные однослойные – на 12 мм/м
Еще в продаже предоставляются многослойные конструкции с армированным покрытием. Их отличает дополнительная оболочка из алюминия, которая подавляет температурные удлинения, делая водопровод безопасным и долговечным. Перед пайкой следует снять верхний полимерный слой и алюминиевое покрытие.
Как выглядит маркировка?
 Менеджеры магазина должны знать маркировку даже если она на другом языке, и в другой последовательности.
Менеджеры магазина должны знать маркировку даже если она на другом языке, и в другой последовательности.
Чтобы обустроить водопровод из полипропилена своими руками, необходимо приобрести подходящие конструкции в строительном гипермаркете
Для этого важно ознакомиться с некоторыми маркировками и условными обозначениями
Для бытовых целей принято использовать 4 разновидности труб с разным значением PN:
- PN10 – разрабатываются ХВС.
- PN16 – востребованы при организации ГВС и ХВС.
- PN20 – такие трубы подходят для работы с горячей водой и обогревательными системами.
- PN25 – трудновоспламеняемый тип полипропиленовых труб, который можно применять при обустройстве обогревательных систем.
Представители этой группы характеризуются увеличенной линейной длиной, поэтому они имеют армированное покрытие или стекловолокно. Наличие такой защиты снижает расширение при термическом воздействии.
Полипропиленовые конструкции, которые продаются на рынке, могут отличаться цветом. Наиболее распространенными считаются белые и серые модели. Однако оттенок их поверхности не влияет на качество и прочность.
Еще на конструкции наносят специальные полосы, которые определяют сферу их применения. Модели для холодного водоснабжения обозначаются синим оттенком, горячего – красным. Есть и универсальные варианты с оранжевым цветом. Другие бренды руководствуются иной маркировкой и наносят красную маркировку на изделия для систем обогрева и горячего водоснабжения.
Внешний вид и внутренняя структура
 Чтобы снять фаску с армированной пп трубы приобретете шейвер.
Чтобы снять фаску с армированной пп трубы приобретете шейвер.
Хорошие ПП трубы отличаются круглой формой в срезе с одинаковой толщиной стенок и армированного покрытия. Любые разрывы или следы деформаций недопустимы.
Внутренняя структура включает в себя 3 отдельных слоя:
- Внутренний.
- Внешний.
- Средний.
Первый и второй слои выполнены из полипропилена, а последний – из алюминия или стекловолокна. Качественная конструкция обладает гладкой поверхностью, на которой нет дефектов.
Виды полипропилена для водопровода

Для того чтобы, следуя инструкции, спаять всю систему водопровода с долгосрочной её эксплуатацией, желательно понимать, с каким видом труб мастер работает. Ведь полипропилен делится на четыре категории, каждая из которых предназначена для применения в определенных условиях. Несоблюдение рекомендаций по эксплуатации сведен на нет все усилия мастера, и водопровод в конечном счёте выйдет из строя.
Итак, полипропиленовые трубы бывают четырех видов:
БК 1хБет выпустила приложение, теперь уже официально скачать 1xBet на Андроид можно перейдя по активной ссылке бесплатно и без каких либо регистраций.
- Тубы с маркировкой PN 10 . Тонкостенный материал малого диаметра, предназначенный для использования при температуре до 45 градусов. Может использоваться в устройстве системы ХВС или тёплый пол.
- Тубы с маркировкой PN 16 . Здесь стоит быть крайне внимательными. Полипропилен такой категории можно использовать либо в условиях высокого давления в коммуникации, но для холодной воды, либо при низком давлении в сети с горячей водой.
- Маркировка PN 20 позволяет использовать пластиковые трубы для устройства любой магистрали, работающей при температуре не выше +80 градусов.
- Тубы PN 25 — те самые армированные алюминием или стекловолокном тубы, пригодные для монтажа системы горячего водоснабжения. Здесь материал можно эксплуатировать в условиях температурного режима до 95 градусов по Цельсию.
К тому же стоит понимать, что все трубы из полипропилена любой категории могут иметь в продаже различный цвет. Колер не играет никакого значения, кроме чёрного. Этот цвет труб свидетельствует о том, что туба ПП усиленно защищена от излучения УФ.
Виды пластиковых труб, тонкости процесса спайки
Понятие «пластиковые трубы» объединяет в себе ряд изделий, которые имеют различие в использовании и химическом составе. Выделяют следующие виды:
- Поливинилхлоридные (ПВХ). Рекомендуются для холодного водоснабжения. Легкие, прочные. Используются для прокладки в открытом виде.
- Полипропиленовые (ПП). Выдерживают высокие температуры, давление, предназначены для транспорта горячих жидкостей и в отопительных системах. Соединения отдельных элементов осуществляют пайкой пропиленовых труб.
- Полиэтиленовые(ПЭ) . Гибкие, эластичные, при нагревании становятся мягкими. Бывают высокого (ПВД) и низкого давления (ПНД). Используются для холодной воды.
- Из сшитого полиэтилена (РЕХ). Легко изгибаются, выдерживают механические нагрузки, высокие и низкие температуры. Предназначены для горячего и холодного водоснабжения.
- Металлопластиковые. Многослойные. Используются для питьевого водопровода и отопления.
Пайка пластика обеспечивается термопластичностью материала. При нагреве он становится мягким, как пластилин, отдельные фрагменты легко соединяются при взаимном прижатии. Остывание приводит к образованию прочного стыка, который не пропускает жидкость.
В процессе пайки имеет место полифузия – взаимное проникновение молекул. Так как шов образуется из материала изделий, его химическая формула равна формуле материала и сохраняет его физические свойства. В стыке нет границы между элементами, чем объясняется его прочность.
Инструмент для монтажа полипропиленовых труб
| Фотография инструмента | Название |
| сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра — до 63 мм. | |
| Труборез — идеальное устройство для отсечения полипропилена. | |
| Шейвер — предназначен для удаления слоя армировки. | |
| Торцеватель нужен для качественной стыковки трубы | |
| Маркер для разметки труб. | |
| При помощи строительного уровня и карандаша нарисуйте на стене направление труб | |
| Рулетка — один из главных инструментов в стройке. | |
| Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.

Цилиндрический паяльник

Мечевидный паяльник

Дорны и гильзы для двух видов паяльников.

Размеры насадок на паяльник Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать
Это важно, если нет опыта монтажных работ такого вида.
Количество, тип и размер насадок. Определяют, какие изделия нужно паять
Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Выводы и полезное видео по теме
Чтобы упростить работы по прокладке, лучше ознакомиться с обучающими материалами и полезными видео, которые доступны на тематических порталах и форумах. Они подробно описывают каждый этап сборки и прокладки системы, помогая новичкам самостоятельно завершить монтаж.
Существующие методики установки трубопровода не отличаются большой сложностью, поэтому, если изучить технологию и наглядные примеры, можно понять все тонкости процесса за пару минут.
Еще стоит подготовить специальное оборудование, инструменты и материалы, а также придерживаться пошаговых инструкций.
Соблюдение всех правил позволит провести качественный монтаж трубопровода из полипропиленовых конструкций.
Полезно1Бесполезно










 Adblock
Adblock