Виды и устройство плоскошлифовальных станков
Содержание:
- Классификация шлифовальных станков по металлу
- Перечень основных технических характеристик
- Изготовление роликов для шлифовального станка
- Виды шлифовальных станков по дереву — классификация
- Перечень основных технических характеристик внутришлифовальных станков
- Обдирочно-шлифовальные станки
- Шлифовальные станки по металлу
- Металлорежущие станки
- 7.1. Основные типы шлифовальных станков и их обозначение
Классификация шлифовальных станков по металлу
Развитие технологии изменило форму и требования к деталям, что повлияло на увеличение количества способов их обработки. Рассмотрим основные виды шлифовальных станков по металлу согласно их предназначению.
Плоскошлифовальные аппараты
Основное предназначение плоскошлифовальных станков – обработка плоских и сопряженных поверхностей, однако существуют аппараты, способные работать с круглыми деталями.

Особенностью плоскошлифовальных станков является метод фиксации заготовки – непосредственно на рабочей поверхности, с помощью сильного электрического магнита.
Данные аппараты способны работать как торцевой поверхностью, так и периферией абразивного круга. Первый вид отличается высокой точностью обработки металла.
Рабочие столы бывают статичного и подвижного исполнения. От зернистости абразива зависит шероховатость готового металлического изделия.
Немаловажным элементом конструкции шлифовального устройства является система вентиляции, которая удаляет пыль и частицы металла и абразива, появляющиеся в процессе работ.
Круглошлифовальные станки

Алгоритм выполнения работ выглядит следующим образом:
- Установка и фиксация металлического элемента.
- Настройка стартового положения абразивного инструмента относительно заготовки.
- Начало обработки. Шлифовка выполняется возвратно-поступательными движениями.
- Обработка. Плавное перемещение абразивного инструмента на заданную глубину.
Внутришлифовальное оборудование

По типу исполнения станки разделяют на следующие группы:
- Одношпиндельные. Способны работать только в одном направлении. Обрабатываемые заготовки должны иметь правильную форму.
- Комбинированные. Оснащены дополнительным шпинделем. Оборудование данного типа способно выполнять одновременно внутреннюю и торцевую обработки.
- Двухсторонние. Технологически сложная группа, которая предназначена для параллельной двухсторонней шлифовки металлических элементов со сквозными отверстиями.
Основной конструкторской проблемой данных шлифовальных устройств является механизм удаления стружки из зоны обработки. Оптимальным решением этой проблемы считается применение специальных магнитов, которые своевременно удаляют частицы металла.
Хонинговальные станки

Хонингование – это окончательный этап обработки, который предусмотрен технологическими требованиями к поверхности некоторых деталей. Эта работа выполняется на специальных станках, которые напоминают внутришлифовальные, однако имеют несколько отличий:
- большая длина шпинделя;
- отсутствует фиксирующее устройство;
- на шпиндель устанавливают специальную насадку; она имеет разъемы под абразивные бруски.
Поток воды выполняет две функции:
- охлаждает зону шлифовки;
- удаляет абразив и металлические частицы.
Дополнительная информация. Хонинговальное оборудование – непременный атрибут авторемонтной мастерской. С его помощью выполняют финишную обработку внутренней поверхности гильз блока цилиндров при капитальном ремонте двигателей внутреннего сгорания.
Бесцентрово-шлифовальные модели

Основная область применения – крупносерийное изготовление деталей, имеющих форму тел вращения. Исходя из названия производственный процесс не требует закрепления металлической заготовки в центр. С изменением положения ведущего колеса регулируют степень давления на рабочую плоскость. В качестве шлифовального элемента используют ленту: она позволяет сэкономить время на монтаже и наладке станка.
Оборудование широко используется на различных автоматических линиях благодаря ряду преимуществ:
- Нет требований к типу и толщине металла. Высокая скорость позволяет шлифовать даже тонкостенные детали из мягких сплавов.
- Качество работы. Строение шпинделя практически исключает вероятность биений.
- Широкая площадь обработки. С использованием осевых опор появляется возможность полной шлифовки детали.
Перечень основных технических характеристик
 Схема одношпиндельного станка
Схема одношпиндельного станка
Практически все модели внутришлифовальных станков предназначены для обработки металлических изделий. Аналогичную операцию с деревянными заготовками делают с помощью другого оборудования. Поэтому технические характеристики станков рассчитаны для обработки массивных изделий с большими размерами.
Сначала определяются максимальные и минимальные размеры заготовок. Это относится к внутреннему диаметру отверстий, а также внешним габаритам. Затем следует рассчитать максимально допустимую массу детали. Следующим параметром является необходимая степень обработки – внутренняя, торцевая или двусторонняя. Исходя из этих данных выбирают оптимальную модель станка.
Дополнительно рекомендуется ознакомиться со следующими техническими характеристиками оборудования:
- максимальная длина шлифования заготовки. Она может зависеть от ее диаметра. Обычно производители указывают этот параметр при максимальном и минимальном диаметрах;
- обработка конусов. Обязательно необходимо знать его допустимый угол;
- удаленность оси шпинделя от поверхности рабочего стола;
- наибольшее расстояние от торца обрабатываемого изделия до опорного цилиндра шпиндельной головки;
- мощность электродвигателей. В большей степени это относится к приводу главного движения шпиндельной головки. Также учитывается мощность системы охлаждения и смазки элементов станка;
- габариты и масса оборудования. В первом необходимо знать размеры опорной площадки и габариты с возможным дополнительным оборудованием;
- показатели точности обработки, шероховатости готовой поверхности.
Исходя из этих показателей выбирают оптимальный вариант оборудования. Следует учитывать, что для обработки больших изделий потребуются специальные установки для монтажа в блок крепления. Это является обязательным условием, если масса заготовки превышает 20 кг.
Изготовление роликов для шлифовального станка
Самодельный шлифовальный станок по металлу не сможет функционировать без подвижных роликов. Их можно изготавливать из различных материалов. Бюджетным и надёжным вариантом являются ролики из дуба, ореха, ясеня, граба.
Для самодельного оборудования достаточно изготовить три подвижных ролика — главный, верхний и натяжной. Чтобы изготовить главный ролик, понадобится две круглых деревянных пластинки по 13 см в диаметре. Оптимальная толщина пластинок — 2,5 см. Для верхнего и натяжного роликов нужны круглые деревянные пластинки по 10 см в диаметре. Пластинки требуется склеить между собой и оставить до полного высыхания в струбцинах.
Далее будущие ролики необходимо обработать на токарном станке до параметров 5 х 10 см и 5 х 8 см. В центре получившихся деталей нужно высверлить отверстия под размещение подшипников и сквозное отверстие для продевания болта через весь ролик и подшипники.

Самодельный ролик для станка
Скрепление роликов болтами
Отдельные части роликов (деревянные пластинки) требуется дополнительно скрепить болтами. Скрепления на клей недостаточно
Важно утопить головки болтов в ролики, чтобы они не цеплялись за раму
Рычаг натяжения
Рычаг можно изготовить из металлической планки с прямыми или закругленными концами. Она не должна быть более 20 см по длине. В будущем рычаге требуется высверлить 4 отверстия. Первое находится в 8 см от края рычага. Ещё два отверстия нужно сделать в противоположной стороне на расстоянии 5 см между друг другом. Последнее отверстие должно находится на краю, рядом с точкой вращения.
При сборке механизма регулировки, после изготовления отверстий, рычаг закрепляется между главным роликом и основным. Планка должна свободно крутится вокруг своей оси после закрепления.
Установка роликов
Все три ролика нужно расположить в одной плоскости. При этом натяжной ролик является статическим. Выравниваются они с помощью шайб и болтов.
Стабилизация ленты
Чтобы абразивная лента не соскакивала с роликов, необходимо сделать стабилизирующий механизм. Натяжной ролик должен иметь немного свободного хода. Само стабилизирующее устройство состоит из фиксирующего элемента и регулирующего болта.
Фиксирующий болт
Это крепежный элемент, в котором предварительно было высверлено отверстие. С него нужно сточить головку и расположить между рычагом и основным роликом.
Болт, на котором крепится ролик
Важно ослабить этот крепежный элемент, чтобы натяжной ролик мог двигаться. Нужно дополнительно закрепить его с помощью контргайки, чтобы уберечь от разрушения при вибрации
Виды шлифовальных станков по дереву — классификация
Можно выделить несколько типов станков, которые могут использоваться для финишной обработки дерева. К наиболее распространенным можно отнести:
-
Дисковые или тарельчатые – один из самых распространенных вариантов исполнения. К особенностям конструкции можно назвать использование специального диска, к которому проводится прикрепление абразивного материала. Дисковые могут использоваться для произведения большого количества различных операций. Именно поэтому тарельчатый тип станков по шлифованию дерева встречается крайне часто.
Тарельчатый вид применяется для зачистки поверхности заготовок, которые имеют форму шаров, цилиндров и конуса. Своими руками можно сделать подобный станок небольших габаритных размеров. Компактность определяет возможность установки на верстаке в домашних условиях. Производительность этого вида станков очень высока, так как имеют мощный электродвигатель. Для его использования не нужно обладать определенными навыками.
-
Ленточные используются на протяжении последних нескольких десятилетий. К особенностям конструкции можно отнести невысокую цену и высокую производительность. Шлифование проводится при помощи специальной абразивной ленты, которую следует заменять при истирании.
Провести регулировку степени натяжения можно своими руками. Для того чтобы повысить устойчивость абразива к истиранию его изготавливают при использовании графита. Этот момент значительно повышает цену ленты, но изготовить ее своими руками нельзя. Фиксация проходит при помощи резиновых роликов, которые контролируют движение ленты.
- Существует барабанный тип станка. Используется барабанный станок для шлифования длинных плоскостей: щитов, реек, досок и так далее. Процедура придания поверхности необходимой шероховатости проводится барабаном или цилиндром.При этом зачастую изготавливают конструкцию с двумя барабанами. Для повышения эффективности модели на два барабана надевается абразив с различной зернистостью. Таким образом за один проход деталь проходит черновое и чистовое шлифование, что повышает эффективность оборудования.
https://youtube.com/watch?v=SYEoVIdcw1w
Также есть комбинированная и калибровальная модели, которые получили применение в определенной ситуации. Калибровальная позволяет получить деталь высокой точности. Однако калибровальный станок не может использоваться при массовом производстве. С повышением точности обработки также повышается цена станка.
Перечень основных технических характеристик внутришлифовальных станков
Практически все модели и виды внутришлифовальных станков могут быть предназначены для обработки металлических изделий. Подобного рода операции, для обработки деревянных заготовок, воспроизводят с помощью оборудования другого типа. Поэтому, технические характеристики внутришлифовальных станков могут быть рассчитаны только для обработки габаритных изделий с наибольшими размерами.
Итак, во-первых, определяют максимальные и минимальные размеры заготовок. Это можно отнести к внутреннему диаметру отверстия, а также внешним габаритам заготовки. Далее необходимо рассчитать максимально допустимую массу детали. Во-вторых, необходимо выбрать параметр степени обработки из следующих: торцевая, внутренняя или двусторонняя. Исходя из вышеперечисленных данных необходимо выбирать оптимальную модель внутришлифовального станка.
1.Максимальная длина шлифования заготовки.
v Длина шлифования может зависеть от диаметра заготовки. Зачастую, производитель указывает данный параметр при максимальных и минимальных диаметрах;
2.Обработка конусов.
v Необходимо обязательно знать:
- Допустимый угол конуса;
- Расстояние от оси шпинделя до поверхности рабочего стола;
- Наибольшее расстояние от торца обрабатываемого изделия до опорного цилиндра шпиндельной головки;
- Мощность электродвигателя.
В большинстве случаем, это касается только привода главного движения шпиндельной головки.
v Учитывается мощность системы охлаждающей жидкости и смазывающего элемента станка;
3.Габариты и масса оборудования:
Для габаритных характеристик обязательно надо знать все размеры опорной площадки и габариты с возможными дополнительными оборудованиями;
4.Показатель точности обработки заготовки и шероховатость подготовленной поверхности.
v Исходя из данных показателей необходимо выбрать самый оптимальный вариант оборудования. Так же, следует учитывать то, что для обработки габаритных изделий понадобятся специальные установки, которые необходимы для монтажа блока крепления. Данное условие является обязательным только тогда, когда масса заготовки будет значительно превышает значение в 20 килограммов.
- Максимальный Диаметр Шлифуемого Отверстия (мм.) – 6~150;
- Максимальная Длина Шлифуемого Отверстия (мм.) – 150;
- Диаметр Обработки над Станиной (мм.) –520;
- Диаметр Обработки при Установленной Защите Патрона (мм.) –320;
- Максимальное Перемещение Стола (мм.) –540;
- Скорость Перемещения Стола (м./мин.) – 27
- Скорость перемещения гидравлического стола (м./мин) – 7.2;
- Скорость перемещения гидравлического стола по одной из осей (м./мин) – 20;
- Частота Вращения Шпинделя (об. /мин.) – 0~800;
- Скорость Рабочей Подачи Шпиндельной Бабки (мм. /мин.) – 50;
- Ускоренное Перемещение по Оси Х (м./мин.) – 6;
- Минимальное Значение Шага по Оси Х (мм.) – 0.001;
- Минимальное Значение Шага по Оси Z (мм.) – 0.001;
- Угол Поворота Шпиндельной Бабки (градусы) Вправо – 13°;
- Угол Поворота Шпиндельной Бабки (градусы) Влево – 5°;
- Расстояние от Центра Шпинделя до Пола (мм.) – 1060;
- Регулируемая Длина Шлифовального Шпинделя (мм.) – 100;
- Подача: Автоматическая гидравлическая, бесступенчатая, автоматическая, сервомотор;
- Мощность Двигателя Шпиндельной Бабки (кВт.) – 0.75;
- Мощность Сервомотора Подачи Шпиндельной Бабки (Вт.) – 400;
- Мощность Двигателя Шлифовальной Бабки (кВт.) – 1.5;
- Мощность Насоса Гидравлики (кВт.): Первой оси – 1.5 / Второй оси – 0,75;
- Мощность Насоса Подачи СОЖ (кВт.) – 0.09375;
- Мощность Сервомотора Оси Х (кВт.): Первой оси – 0.6 / Второй оси – 0.9;
- Мощность Сервомотора Оси Z (кВт.) – 2;
- Емкость Бака Гидравлики (литр) – 90;
- Емкость Бака СОЖ (литр) – 80;
- Площадь (мм.) – 2600 x 1430;
- Высота Станка (мм.) – 1400;
- Вес станка (кг.) –2600.
Обдирочно-шлифовальные станки
Главная функция обдирочно-шлифовальных станков отражена в названии. Данное оборудование подразделяется на 3 типа:
- Стационарные. К этой категории станков относятся аппараты с возможностью обработки мелких деталей с одной или обеих сторон. Сам он делится на два подвида: радиально-заточные и торцевальные. Наиболее популярным является первый из них за свой большой набор функций. Шлифовальные круги для них имею диаметр 40-75 см, интенсивность обработки – от 4 до 50 м\с.
Подвесные. Используют для шлифовки средних и больших литых деталей. Как следует из названия, находятся такие станки в подвешенном состоянии. Это дает возможность располагать обрабатываемую деталь в любом удобном положении без значительных затрат времени и сил. Особенность – большая мощность встроенных электрических машин и размеры абразивного диска.
Специальные. К таким станкам относятся автоматические и полуавтоматические станки. Используют их в основном при большом количестве необходимых деталей. На таких станках все операции проводятся автоматически, в ручном режиме только вкладывается и извлекается заготовка. При необходимости обработки неровной поверхности, жестко закрепленные станки не могут справиться с этой задачей. Для этой цели применяются плавающие головки, которые закреплены в подвешенном состоянии и имеют свободный ход.
Шлифовальные станки по металлу
Все товары категории Шлифовальные станки

2-х сторонний Dкр=250 мм, P=2,2 кВт

Лента 100х1220мм. 2 рабочие зоны. Скорость ленты 19 м/сек. Питание 220В, мощность мотора 1500 Вт

Предназначен для выполнения слесарных работ (снятия заусенцев, фасок и тп.).

2 скорости движения ленты Лента 150 х 2000мм 2 рабочие зоны шлифовки Скорость ленты 15/30 м/сек Питание 380В, мощность мотора 4000 Вт

Предназначены для зачистки сварных швов, удаления облоя, ржавчины, заусенцев и мелких дефектов на поверхности различных металлических деталей, их шлифовки и полировки. Применяемые высокие скорости обработки (до 37 м/с) позволяют использовать ленты из современных шлифовальных материалов для обработки нержавеющей стали, цветных металлов, хрома, кобальта, никелевых сплавов, алюминия и титана. Используя шлифленты со специальным составом типа Scotch-Brite, Trizact можно выполнить матирование поверхности металла, создание направленной риски и другие отделочные операции.

2-х сторонний со встроеннным пылеотсосом, Dкр=350мм, Р=2.8кВт

Размер шлифовальной ленты 150 x 2000 мм. Размер площади шлифования 150 х 575 мм. Число оборотов 3000 об/мин. Скорость движения шлифовальной ленты 33 м/с. Диаметр патрубков пылеотсоса (внутренний / внешний) 57 / 60 мм. Мощность 4 кВт.

Размер шлифовальной ленты 75 x 2000 мм. Размер площади шлифования 75 х 575 мм. Число оборотов 3000 об/мин. Скорость движения шлифовальной ленты 33 м/с. Диаметр патрубков пылеотсоса (внутренний / внешний) 57 / 60 мм. Мощность 3,0 кВт.

Лента 75 х 2000мм 2 рабочие зоны шлифовки Скорость ленты 30 м/сек Питание 380В, мощность мотора 3000 Вт

Универсальный станок для заточки сверл, фрез, резцов и другого инструмента различной геометрии. Разнообразное применение благодаря очень широким настроечным возможностям. Обеспечивает быструю и легкую заточку сверл, фрез, токарных резцов, штихелей, пробойников, упорных центров и др. Надежная, устойчивая к вибрации конструкция и прецизионный шпиндель обеспечивают высокое качество заточки. Простая работа и техобслуживание.

Максимальная рабочая ширина заготовки 1000 мм. Максимальная рабочая толщина листа 1-80 мм. Скорость подачи 2-9 м/мин.

Максимальная рабочая ширина заготовки 1000 мм. Максимальная рабочая толщина листа 0-100 мм. Скорость подачи 0,5-5 м/мин.

Комплекс ЗСВ-20 состоит из заточного станка, встроенной системы вентиляции и сбора пыли и не имеет аналогов в мире. Каждая единица комплектуется заточными кругами диаметром 200 мм и фильтром. Наличие встроенной вытяжки с фильтрацией позволяет использовать Комплекс ЗСВ-20 в закрытых помещениях без оборудования дополнительной вытяжной системы, что приводит к значительной экономии средств и места на производстве.

Комплекс ЗСВ-25 состоит из заточного станка, встроенной системы вентиляции и сбора пыли и не имеет аналогов в мире. Каждая единица комплектуется заточными кругами диаметром 250 мм и фильтром. Комплекс ЗСВ-25 является модернизацией станка ЗСВ-1. Основным отличием ЗСВ-20 от его предшественника является уникальная система (до 100%) отвода абразивно-металлической пыли из рабочей зоны.

2-х сторонний Dкр=400 мм, N=3 кВт
На сайте Станкофф.RU вы можете купить продольно- и вертикально-шлифовальные станки по металлу ведущих производителей. В наличии и под заказ более 19 моделей шлифовальных станков по металлу по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Шлифовальные работы являются, как правило, заключительным этапом обработки изделий из металла. С помощью шлифовальных станков производится точная чистовая обработка, обеспечивающая точный размер детали и минимальную шероховатость. Шлифование поверхности детали выполняется вращающимся шлифовальным кругом. Шлифовальные станки, представленные в нашем каталоге, применяются для обработки конических, цилиндрических, фасонных и плоских поверхностей, а также шлифования резьбы, зубьев, заточки режущего инструмента. В зависимости от вида шлифования различают круглошлифовальные, ленточно-шлифовальные, плоско-шлифовальные и точильно-шлифовальные станки. Все станки этой группы представлены в нашем каталоге в широком ассортименте.
Металлорежущие станки
7.1. Основные типы шлифовальных станков и их обозначение
Металлорежущие станки для обработки заготовок абразивным инструментом образуют группу, состоящую из шлифовальных, полировальных, доводочных и заточных станков. Шлифовальные станки обеспечивают шероховатость обрабатываемой поверхности Ra 1,25…0,02 мкм. На шлифовальные станки поступают главным образом заготовки после предварительной механической и термической обработки с минимальными припусками на обработку.
В зависимости от формы поверхности шлифуемой заготовки и вида шлифования различают: круглошлифовальные станки для круглого наружного шлифования (центровые и бесцентровые); внутришлифовальные станки для круглого внутреннего шлифования (центровые и бесцентровые); плоскошлифовальные станки для обработки периферией и торцом шлифовального круга. На рис. 7.1 приведен общий вид шлифовальных станков основных типов.
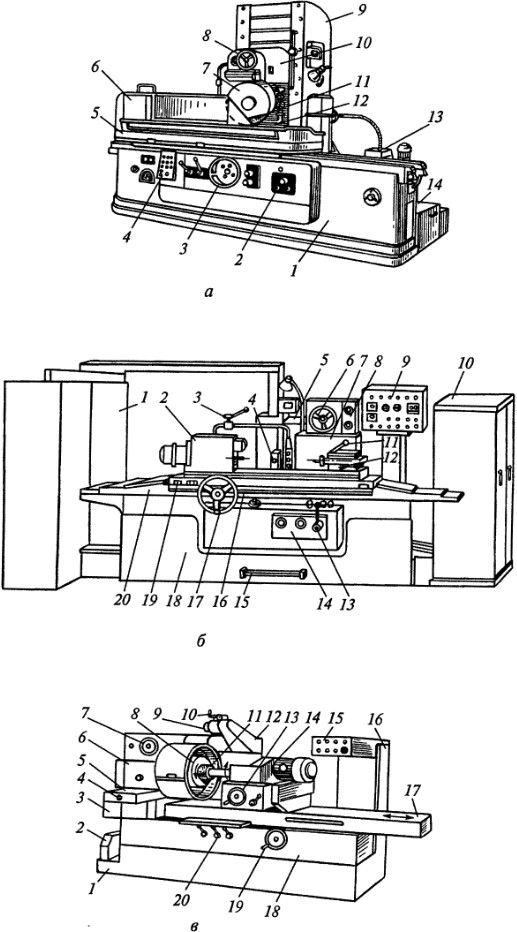
Рис. 7.1. Общий вид шлифовальных станков основных типов:
а — плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем: 1 — станина; 2 — панель управления; 3 — маховик ручного перемещения стола; 4 — пульт управления; 5 — стол; 6, 7 — кожухи; 8 — маховик; 9 — стойка; 10 — шлифовальная бабка; 11 — шлифовальный круг; 12 — магнитная плита; 13 — гидростанция; 14 — насос подачи СОЖ;
б — круглошлифовальный: 1 — электрошкаф; 2 — передняя бабка; 3 — рукоятка подачи СОЖ; 4 — люнет; 5 — механизм автоматической правки круга; 6 — маховик поперечного движения подачи; 7 — шлифовальная бабка; 8 — механизм поперечных подач; 9 — пульт управления; 10 — гидростанция; 11 — рукоятка ручного зажима пиноли бабки; 12 — задняя бабка; 13 — рукоятка подвода-отвода шлифовальной бабки; 14 — панель гидроуправления; 15 — педаль гидравлического отвода пиноли задней бабки; 16 — ось; 17 — маховик; 18 — станина; 19 — верхний стол; 20 — нижний стол;
в — внутришлифовальный: 1 — станина; 2 — кожух; 3 — щитки; 4 — механизм поперечной подачи изделия; 5 — подвижная плита; 6 — бабка изделия; 7 — маховик ручной поперечной подачи изделия; 8 — заготовка; 9 — круг для торцового шлифования; 10 — рукоятка перемещения круга для торцового шлифования; 11 — шлифовальный круг для внутренней обработки; 12 — корпус устройства для торцового шлифования; 13 — рукоятка поперечного перемещения шлифовального суппорта; 14 — суппорт шлифовального круга; 15 — пульт управления станком; 16 — стойка; 17 — стол станка; 18 — кожух стола; 19 — рукоятка продольного перемещения стола; 20 — упоры продольного перемещения стола
По классификатору ЭНИМСа, модели станков, работающих с абразивным инструментом обозначены цифрами и (при необходимости) буквой. Группа шлифовальных станков обозначена цифрой 3 (первая цифра в обозначении модели). Вторая цифра указывает тип станка: 1 — круглошлифовальные станки; 2 — внутришлифовальные; 3 — обдирочно-шлифовальные; 4 — специализированные шлифовальные станки; 5 — не предусмотрен; 6 — заточные; 7 — плоскошлифовальные с прямоугольным или круглым столом; 8 — притирочные и полировальные; 9 — специальные станки, работающие абразивным инструментом. Когда необходимо указать, что рассматриваемая конструкция станка усовершенствована, т.е. принадлежит к новому поколению станков, то в условное обозначение вводят букву (например, ЗА64). Третья цифра указывает основную техническую характеристику станка.
Кроме станков, изготовляемых серийно, станкостроительные заводы выпускают специальные станки и, как правило, присваивают им условные заводские номера — шифр станка, который не дает конкретных сведений о нем, поэтому, необходима дополнительная информация, изложенная в паспорте станка.
Главное движение резания в шлифовальных станках — вращение шлифовального круга. Его окружная скорость v (скорость главного движения резания), м/с (см. гл. 2), v = 35…60 м/с, при высокоскоростном шлифовании v = 80…120 м/с.
Контрольные вопросы
- Расскажите об основных типах шлифовальных станков.
- Расскажите об обозначении различных типов шлифовальных станков.
- Какова обычно скорость главного движения резания в шлифовальных станках?










 Adblock
Adblock