Литье пластмасс под давлением
Содержание:
- Виды литья под давлением
- Области применения литья под давлением
- Характеристика станков для литья
- Принципиальная схема установки для литья
- Особенности работы с литьевой оснасткой
- Особенности выбора термопластавтомата
- Выбор пластмасс
- Преимущество литья под давлением
- Технология литья пластмасс под давлением
- Методы литья металлов
- Литье алюминия в домашних условиях
- Бикомпонентная и мультикомпонентная инжекция
- Подготовка материала
Виды литья под давлением
О данном методе переработки полимеров
Литье пластмасс под давлением (ЛпД) наряду с экструзией является наиболее распространенным и изученным методом переработки пластмассы в готовые продукты или полуфабрикаты. В отличие от экструзии, данный метод позволяет сразу получить деталь заданных размеров и практически любой геометрии (с некоторыми ограничениями – см. ниже). Литью находят применение главным образом при производстве изделий из термопластов, однако и для реактопластов этот способ переработки время от времени встречается. Если оборудование для переработки термопластов называется термопластавтомат (ТПА), то реактопласты перерабатывает на реактопластавтоматах, которые конструктивно отличаются от ТПА. В общем виде оборудование для этого способа производства часто называют просто «литьевая машина».
Давление литья, развиваемое термопластавтоматами, находится в диапазоне 80-140 МПа (800-1400 бар), однако ведущие компании и специалисты по изготовлению оснастки (форм) не рекомендуют нагружать прессформы давлением существенно выше 100 МПа.
Переработка пластика литьем под давлением осуществляется на термопластавтоматах поршневого или винтового (шнекового) типа, причем первый тип ТПА до недавнего времени считался устаревшим и вышедшим из употребления. Однако после 2010 года у производителей термопластавтоматов вернулся интерес к поршневому впрыску пластмассы, как наиболее точному процессу. Однако, как правило, современное оборудование является шнековым, а узел впрыска ТПА состоит из пары шнек-материальный цилиндр.
Видео 1. Работа современного термопластавтомата
Области применения литья под давлением
Литье пластмасс применяется более полувека и позволяет осуществлять массовое производство пластиковых деталей весом от сотых долей грамма до десятков килограммов. Самыми малыми продуктами могут быть, например, микроскопические линзы, компоненты небольших механизмов и т.п. Самыми крупными – различные емкости, в том числе баки и ящики объемом в несколько кубометров, пластиковые поддоны, элементы конструкций и т.п.
Изделия, получаемые описываемым способом переработки, помимо своих очевидных явных достоинств, имеют несколько ограничений. Помимо очевидного лимита по габаритным геометрическим размером, обусловленным ограниченными размерами пресс-формы, существует и несколько менее заметных. Например, толщина стенки любого продукта как правило не превышает нескольких миллиметров
Это важно для экономики процесса, т.к. увеличение толщины стенки приводит к резкому удлинению производственного цикла и соответствующему росту себестоимости и снижению производительности
Данное ограничение снимается при использовании специального метода – литья с газом (см. ниже). С другой стороны – давления литьевого оборудования может не хватить для выпуска слишком тонкостенных, либо очень протяженных деталей. Кроме того, изделие должно быть технологичным, то есть соответствовать описываемому методу. Конструкция его должна предполагать более или менее равнотолщинную структуру, равномерное заполнение расплавом полимера и несложное, в большинстве случаев автоматическое извлечение из полости прессформы.
Характеристика станков для литья
Для выбора оптимально производственного оборудование следуют ознакомиться со следующими характеристиками ТПА:
- Сила, с которой материальный цилиндр смыкается с формой для литья. Она измеряется в килоньютонах.
- Максимальный объем впрыска. Несмотря на название, это масса, так как измеряется он в граммах. Чем он больше, тем большее количество форм может обслуживать аппарат.
- Давление, которое создает пластикатор при впрыске материала в литьевую форму.
- Максимальный размер используемой пресс-формы.
Приведенные характеристики находятся в зависимости друг от друга, часто производитель указывает лишь силу действия материального цилиндра. Для полного сравнения аппаратов между собой этого, конечно же, недостаточно.
Даже не обладая глубокими познаниями в экономической теории можно указать, что полное время цикла имеет огромное значение. Чем оно меньше, тем большее количество изделий можно изготовить за тот же период времени. Время складывается из четырех составляющих:
- пластикация материала;
- время впрыска;
- время воздействия давления и охлаждения изделия.
Время плавления сырья зависит от его типа и варьируется в нешироких пределах, оно практически не влияет на изменение общего времени цикла. Длительность впрыска и воздействия давлением зависит от общего объема литейной формы и устройства литниковой системы. Наибольший вклад в общую продолжительность производства приходится на время охлаждения. Оно, к сожалению, больше зависит от характеристик формы, чем сложнее деталь, тем дольше она будет отдавать тепло.

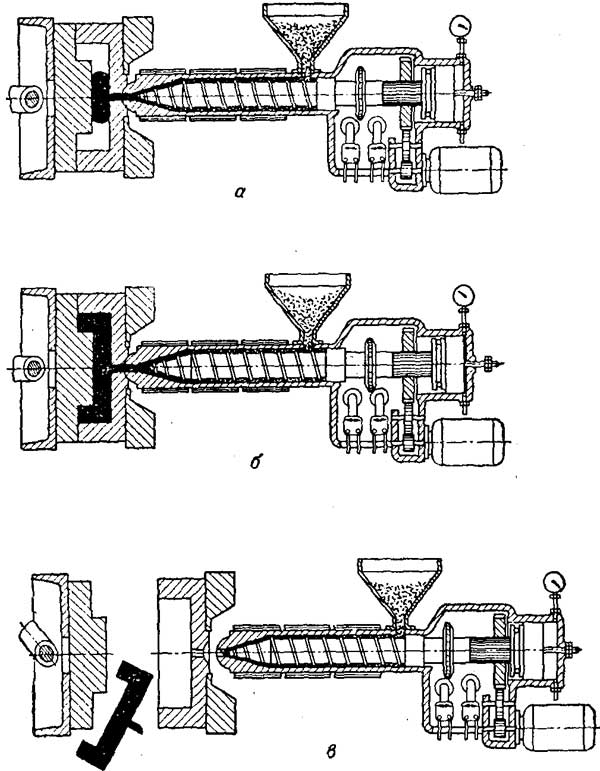
Принципиальная схема установки для литья
Процесс литья можно разбить на пять основных этапов:
- Материал для готового изделия попадает в пластикатор определенными порциями.
- С помощью электрических нагревательных элементов происходит расплавление пластмассы.
- Под давлением расплав устремляется в форму и там выдерживается.
- Охлаждение готового изделия.
- Изделие удаляется из формы и цикл повторяется вновь.
Неизменными в любой литьевой машине являются три основных детали: форма для литья, пластикатор и материальный цилиндр. Смыкание материального цилиндра и формы обеспечивает герметичный объем для создания изделия. Нагретый в пластикаторе при помощи электрического тока материал впрыскивается с помощью винта в закрытый объем пресс-формы. Выдержка под давлением позволяет избежать большей части распространенных литейных дефектов. Охлаждение детали происходит вместе с пресс-формой, в это время пластикатор может приступить к работе с новой формой.
Современные термопластавтоматы (ТПА) состоят из многих десятков узлов и деталей. Управление всем этим комплексом происходит с помощью специализированного программного обеспечения. С его помощью оператор станка может не только контролировать различные параметры цикла, но и влиять на конечные характеристики изделия.
Температуру пластмассы и узлов ТПА выбирают исходя из следующих предпосылок: материал необходимо нагреть на десять или двадцать градусов выше точки текучести и при заполнении формы не должно происходить резкого уменьшения температуры. Чем больше температура в пластикаторе, тем проще, а значит быстрее, происходит заполнение формы, однако при этом увеличивается термический износ станка. Недостаточная температура пресс-формы замедляет процесс заполнения или может даже стать препятствием нормальному формированию объема детали.
Основными производственными отходами является лишний материал, застывающий в литниковых формах. Для уменьшения затрат пластмассы сегодня производители предлагают так называемые горячеканальные пресс-формы. Они позволяют держать литники в вязком состоянии и обеспечивают возможность использования станков с более низким впрыском.
Особенности работы с литьевой оснасткой
При переработке термопластов температура прессформы не должна быть выше температуры стеклования полимера или температуры его кристаллизации, поэтому обязательно применяют охлаждение прессформы или ее термостатирование. При переработке реактопластов, напротив, форму нагревают при помощи различных способов до температуры, выше точки отверждения термореактивного пластика.

Рисунок 2. Форма установленная на ТПА
При изготовлении пресс-форм важно помнить о необходимости организации вентиляционных каналов (выпаров), через которые расплавленная масса своим давлением должна вытеснять воздух из полости техоснастки. Отсутствие выпаров приводит к многочисленным трудно устранимым дефектам готовых пластиковых изделий.. Прессформы для литья пластмасс могут быть горячеканальные и холодноканальные
Горячеканальные прессформы – более современны, характеризуются отсутствием или минимальным количеством отходов (литников), более быстрым временем производственного цикла, стабильным технологическим процессом и меньшим количеством брака. Горячеканальная система передает давление впрыска в область прессформы с минимальными потерями. При этом горячеканальные прессформы не рекомендуется применять для переработки некоторых нетермостойких пластиков, например жестких композиций ПВХ.
Прессформы для литья пластмасс могут быть горячеканальные и холодноканальные. Горячеканальные прессформы – более современны, характеризуются отсутствием или минимальным количеством отходов (литников), более быстрым временем производственного цикла, стабильным технологическим процессом и меньшим количеством брака. Горячеканальная система передает давление впрыска в область прессформы с минимальными потерями. При этом горячеканальные прессформы не рекомендуется применять для переработки некоторых нетермостойких пластиков, например жестких композиций ПВХ.

Рисунок 3. Прибор управления горячим каналом
Особенности выбора термопластавтомата
Подробно в статье Выбор литьевой машины
При выборе ТПА для литья пластмасс под давлением прежде всего учитывают объем дозы, то есть количество расплава полимера, необходимого для выпуска каждого конкретного изделия
Также важно усилие смыкания ТПА, сила сжатия необходимая для фиксации пресс-формы во время стадии впрыска и выдержки. При неправильном выборе усилия смыкания форма будет приоткрываться
Третьим важнейшим параметром является геометрия области закрепления оснастки на ТПА, а именно размер плит машины и расстояние между колоннами, а также «высоту прессформы». Эти величины определяют максимальный и минимальный размер литьевой формы для установки на конкретный термопластавтомат.
Кроме указанных важнейших основных параметров по выбору ТПА используют несколько более специальных, которые подробно описаны в специальной отраслевой литературе. Например, величина максимальной скорости инжекции, грузоподъемность плит ТПА (прежде всего подвижной плиты), соотношение длины шнека к его диаметру L/D, наличие режима интрузии и т.п
Также важно оснащение термопластавтомата различными узлами и опциями. Для высокоскоростных машин применяются гидроаккумуляторы впрыска и других перемещений
Для подключения роботов и других вспомогательных устройств контроллер ТПА следует оснастить разъемами Euromap 12 или Euromap 67. Применяются датчики фактического давления расплава, датчики падения отформованной детали и прочие.
Выбор пластмасс
Основными условиями выбора служат технологические и эксплуатационные свойства. В помощь технологу созданы сравнительные таблицы, содержащие марки материалов с описанием технических характеристик, при этом указаны радиотехнические и электрические свойства, диэлектрическая проницаемость, механические и прочностные показатели. Указаны коэффициенты износа и трения, Пуассона, показатели теплового расширения и другие характеристики.
Для классификации пластмасс используют следующие признаки:
- вид используемого наполнителя;
- эксплуатационные качества;
- назначение для применения в различных областях;
- значение некоторых важных параметров и эксплуатационных характеристик.
Преимущество литья под давлением
Каждый производитель пытается максимально сократить свои затраты на изготовление товара. Но, часто приходится сталкиваться с тем, что удешевление негативно сказывается на качестве поставляемого товара, а в дальнейшем и спросе на него. По этой причине много производителей несут убытки.
Почему для изготовления больших тиражей полимерной продукции рекомендуют прибегать к методу литья под высоким давлением?
- Неограниченное количество тиража. Металлические пресс-формы, изготовленные под заказ для выполнения определенного типа изделий, могут эксплуатироваться длительный срок т. к. рассчитаны на большое количество рабочих циклов.
- За счет литьевой технологии удается производить предметы самой сложной конструкции, которую другое оборудование выполнить не способно. При необходимости деталь может иметь очень тонкие стенки. Для производства таких деталей рекомендовано использовать металлические пресс-формы, свойства и конструкция которых позволяют в точности воссоздать самые мелкие элементы будущего продукта. Это отличный вариант для изготовления, как самых простых изделий, так и элементов со сложными конструкторскими решениями с наличием узоров, различных выемок и большого числа прорезей.
- Высокоточное и экономичное производство. Термопласт впрыскивается в пресс-форму под воздействием высокого давления, что позволяет материалу равномерно распределиться по всей внутренней поверхности формообразующего инструмента. При литье материал полностью повторяет даже самые мельчайшие узоры и углубления прототипа.
- Продукция, выпущенная литьевым способом, не нуждается в дальнейших трудоемких доработках. К исключениям можно отнести только очень сложные изделия, требующие минимального механического вмешательства.
- Невысокая цена на товар. При условии многочисленного тиража стоимость на пластиковые товары снижается, что обеспечивает быстрый сбыт. Основные затраты происходят на стадии подготовки оборудования к работе, точнее при первичных запусках.
Кроме перечисленных преимуществ метод литья под высоким давлением имеет и некие недостатки. Стоимость предварительных работ немалая, а окупаемости при изготовлении продукции небольшими партиями или единичными экземплярами низкая.
Технология литья пластмасс под давлением
Полиэтилен достаточно просто перерабатывается, хотя среди множества соответствующих технологий наиболее популярной уже давно стало литье под давлением. Литье пластмасс под давлением – это последовательность операций, предусматривающих нагрев исходного вещества, его плавление до полужидкой фазы, далее впрыск подогретой вязкой массы под давлением в специальную форму, в которой происходит формирование готового изделия путем отверждения. Особенность этой технологии – ее цикличность, что несколько ограничивает ее производительность. Основные ее достоинства следующие:
- «всеядность» по отношению к пластмассам, которые перерабатываются;
- достаточно высокая производительность;
- высокое качество готовых изделий, зачастую не требующих никакой дополнительной обработки;
- вполне допустимо изготовление сложных по своей конфигурации деталей, в том числе тонкостенных;
- как правило, не требуется дополнительная обработка готовых изделий (кроме удаления литников);
- процесс изготовления готовой продукции допускает полную его автоматизацию, при этом уже наработаны тысячи образцов подобного оборудования.
Имеются, однако, и недостатки у этого метода:
- оборудование по этому технологическому процессу является довольно сложным, а потому и недешевым;
- практическое применение автоматического оборудования для реализации данного технологического процесса требует достаточно высокой квалификации персонала.
Достоинства, однако, перевешивают недостатки, благодаря чему наибольшее применение, как нетрудно догадаться, получили машины, реализующие именно эту технологию — литье пластика под давлением, поскольку именно она является достаточно точной, массовой, и предоставляет все возможности по ее автоматизации.
Методы литья металлов
Основные методы литья металлов следующие:
Традиционный метод
Металл поступает в форму под действием силы тяжести. Применяются песчано-глиняные или металлические матрицы. Недостаток метода — высокая трудоемкость изготовления форм и других операций, тяжелые условия труда и низкая экологичность
Литье под низким давлением
Суть метода заключается в том, что тигель с металлом и матрицы для отливок располагаются в герметичной камере. Металлопровод, сделанный из титанового сплава, опускается из формы в расплавленный металл. В это время в камеру подают низкое избыточное давление воздуха или инертного газа. Металл попадает в матрицу под давлением, скорость потока весьма высока и при этом регулируется. Форма заполняется полностью и равномерно.
Метод позволяет получать высококачественные отливки, в том числе особо тонкостенные. Качество поверхности также превосходит отливки, получаемые традиционным методом. Литейные газы удаляются через отводящий трубопровод в систему очистки, откуда попадают в атмосферу. Метод отличается высокой автоматизацией операций, улучшенными условиями труда персонала и высокой экологичностью. К тому же при таком литье и материалы, и расход энергии существенно экономятся.
Литье под высоким давлением
Метод применяется как в черной, так и в цветной металлургии и позволяет получать наиболее точные и однородные отливки. Металл под высоким напором поступает в матрицу со скоростью до 120 м/с и мгновенно заполняет ее.
Деталям, полученным таким методом, практически не требуется финишная механическая обработка. Таким методом можно отливать детали практически любой конфигурации, с тонкими стенками, с готовыми отверстиями и даже с готовой резьбой.
Инжекционное литье
Инжекционный метод от обычного литья под давлением тем, что металл попадает в матрицу в виде порошка, смешанного со связующим веществом. Формы делают из высокопрочных сталей.
https://youtube.com/watch?v=eB0lYvWgzqQ
Высокая текучесть смеси позволяет заполнить мельчайшие детали рельефа форм самой сложной конфигурации, включающих внутренние полости. Достоинством этого метода является высокая точность поверхности, делающая ненужной дополнительную механическую обработку или сводящую ее к минимуму. Другим преимуществом является высочайшая физико-химическая однородность отливки.
Существуют и другие методы литья деталей, имеющие нишевое применение.
Литье алюминия в домашних условиях
При алюминиевом литье под давлением в условиях небольшой мастерской применяют аналогичные технологические особенности с некоторыми изменениями. В быту расплав выливают в подготовленные формы.
Подготовка к процессу
Для сохранения стабильности при литье металла рекомендуется соблюдать некоторые правил:
- Самостоятельно изготовить агрегат для расплава заготовки.
- Собрать форму, в которую в дальнейшем будет заливаться сплав.
Непосредственно процесс отлива алюминия состоит из нескольких этапов:
- очистка сырья от загрязнений, нарезка на определенные заготовки для ускорения плавления;
- нагрев металла до критического значения, удаление с поверхности шлаков;
- разлив материала в форму.
Особенности производства форм
Изготовление толстостенных отливок — это первоначальный этап перед непосредственным литьем. В быту сплавы производят закрытым и открытым способом.
Материалы для литых форм
Для изготовления специальных форм применяют следующие материалы:
- Землю с содержанием кремния укладывают в подготовленную емкость слоями, при этом уплотняя ее. В промежуток устанавливается макет, соответствующий детали, которую будут отливать.
- Песок в соединении с жидким стеклом.
- Цемент в растворе с жидкостью, применяемой в тормозных системах.
- Гипсовые смеси.
Закрытая форма
Данный вид формования используется для производства заготовок сложных форм с высоким качеством. При этом форма состоит из двух составных частей, на которых выполняют будущий силуэт детали.

Закрытая форма
Открытый способ литья
При таком методе жидкий алюминий заливают в форму из подручных материалов, например, консервную банку. При остывании металла его достают, постукивая по стенкам.
Порядок работ
При плавке алюминия необходимо:
- подготовить печь, изготовить ее из кирпичей;
- растопить печь при помощи угля и установить в ее полость емкость, в которой будет плавиться металл;
- убрать с жидкого материала поверхностный шлак;
- разлить в полости пресс форм;
- после остывания очистить деталь от остатков песка или гипса.
Основные ошибки при литье алюминия
При литье могут совершаться некоторые ошибки, которые рекомендуется избегать:
- формы из гипса необходимо просушивать до 2 дней;
- при полном плавлении металла следует быстро заполнить им подготовленные формы;
- запрещается остужать материал при помощи воды.
Соблюдение требований безопасности и технологического процесса позволит получить на выходе сплав высокого качества без вредных примесей.
Бикомпонентная и мультикомпонентная инжекция
Сутью бикомпонентного и мультикомпонентного литья на ТПА является применение двух или нескольких видов полимера, либо одного и того же пластика, но разных цветов, для производства одного изделия на одном термопластавтомате. Как правило, в случае такого вида литья применяются термопластавтоматы с двумя и более узлами пластикации (пары шнек – материальный цилиндр). Сначала в форму впрыскивается первый компонент, затем в ней тем или иным способом открываются дополнительные полости и происходит доинжекция второго компонента и т.д. В редких случаях компоненты поступаются одновременно. При применении би- и мульти-компонентного (многоцветного) литья пластмасс под давлением технологическая оснастка становится значительно сложнее. Как правило применяются формы с двумя и более раздельными горячеканальными системами. Что касается возможностей переключения с одного компонента на другой, то применяют либо поворотные механизмы непосредственно в прессформе, либо так называемый «поворотный стол» в составе бикомпонентной литьевой машины.
Подготовка материала
В первую очередь необходимо найти пластиковый лом, для изготовления будущего изделия. Это не проблема, так как такого сырья в современном мире огромное количество сломанных вещей, бутылок и другого лома из пластика.
 Лом пластиковых ящиков
Лом пластиковых ящиков
Однако, необходимо учесть тот факт, что каждый вид пластмассы отличается своим температурным режимом плавления.
Именно поэтому для литья конкретного изделия необходим один вид лома. Смешение нескольких разновидностей изделий из пластмассы даже при изучении его температуры плавления, при отливе часто провоцирует появление пузырьков в продукции.
Лучшим вариантом в таком случае является купить жидкую пластмассу в магазине или заменить ее на диоксидную смолу, это позволит получить качественное изделие, которое прослужит долго. А также дополнительно понадобится ряд вспомогательных средств:
- емкость для плавки;
- силикон;
- литол.

Пары пластмассы ядовиты, они обладают высокой токсичностью
Необходимо соблюдать осторожность при изготовлении изделий в домашних условиях










 Adblock
Adblock