Метчик для нарезки резьбы: характеристики основных видов, конструктивные особенности, способы использования
Содержание:
- Размеры метчиков. ГОСТ
- Конструктивные особенности
- Разновидности и сферы применения метчиков
- Нарезка резьбы
- Виды метчиков
- Фото метчиков для нарезания резьбы
- Вид нарезаемой резьбы
- 1 Метчики – основные виды инструмента для нарезки внутренних резьб
- Подготовка к нарезанию внутренней резьбы
- 4 Правила нарезания внутренней резьбы метчиком
- Конструктивные особенности
- Виды и назначение метчиков в зависимости от конструкции.
Размеры метчиков. ГОСТ
Все размеры вы найдете в ГОСТах которые сможете скачать в конце статьи. На многих сайтах я например вижу встроенные таблицы. И всегда задаюсь вопросом — ЗАЧЕМ? Если собрались проектировать метчик, то ГОСТ вам в помощь. ГОСТы для того и разрабатывались, что бы такие как мы с вами могли заглянуть туда и получить необходимую информацию.
А на этом мы заканчиваем. Сегодня вы узнали, что метчик это инструмент для получения достаточно точной и качественной резьбы в металлических конструкциях и деталях. Думаю пост был вам полезен. буду рад увидеть ВАШИ КОММЕНТАРИИ.
Всем пока ! И до скорой встречи.
С вами был Андрей!
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.

Конструкция метчика
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).

Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.

Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.

Геометрия режущей и калибрующей части метчика
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.

Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Нарезка резьбы
Чтобы нарезать внутреннюю резьбу метчиком, таблица для их выбора поможет определиться с выбором устройства. Деталь, в которой сделано отверстие для резьбы, фиксируется в тиски так, чтобы срез на отверстии находился вверху. Линия отверстия должна разместиться строго вертикально столу.
Метчик надёжно фиксируется в гнезде воротка и вводится в фаску отверстия. Придерживая руками за вороток, метчик нужно прижать к детали и вертеть по часовой стрелке. Оборот выполняется плавно и равномерно с лёгким давлением. Так производится два оборота вперёд. Потом выполняется поворот на половину оборота обратно (против часовой стрелки). В такой очерёдности просверливается отверстие.
При нарезке резьбы болт необходимо фиксировать. Следует время от времени остужать механизм. Рекомендовано применять такие вещества:
- при работе с алюминием — керосин;
- с медью — скипидар;
- со сталью — специальную эмульсию.
Для бронзы или чугуна охлаждающие смеси можно не использовать.
Нарезку лучше всего осуществлять комплектными приборами. Сначала нарезают черновую резьбу. Затем пропускают средний метчик, и только потом резьба окончательно создаётся с помощью чистового нарезания. Исключение из процесса обработки какого-либо этапа не приводит к ускорению процесса, но значительно сказывается на качестве работы.
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:
ручные;
машинные;
машинно-ручные;
гаечные.

Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.
Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.

Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
с укороченными канавками для вязкого материала (алюминия, легированных сталей);
с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
со ступенчатыми канавками, где каждый участок выполняет свою функцию;
метчики-протяжки для машинной обработки больших партий изделий;
комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.
На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.

По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:
Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент
Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».
Фото метчиков для нарезания резьбы


































Также рекомендуем просмотреть:
- Как выбрать набор гаечных ключей
- Как пользоваться стуслом
- Набор головок с трещоткой
- Как сделать трубогиб своими руками
- Обзор современных трубных ключей
- Шарнирный вороток
- Как сделать кувалду своими руками
- Виды плашек для нарезания резьбы
- Пистолет для забивания гвоздей
- Как выбрать стамеску
- Какой выбрать напильник
- Труборез для стальных труб
- Как выбрать ножовку по металлу
- Как выбрать ножовку по дереву
- Шестигранные ключи
- Как выбрать хорошие кусачки
- Виды отверток и их назначение
- Сантехнический трос для прочистки канализации
- Виды молотков
- Какой колун лучше выбрать
- Как выбрать хороший ручной рубанок
- Отличия между плоскогубцами и пассатижами
- Инструкция как сделать топор своими руками
- Современные бокорезы
- Как выбрать хорошие круглогубцы
- Инструкция как выбрать и применять порошковый огнетушитель
- Как выбрать разводной ключ
Помогите сайту, поделитесь в соцсетях 😉
Вид нарезаемой резьбы
Для каждого типа резьбы используют свой метчик. По этому признаку различают следующие разновидности:
- Метрические, в обозначении присутствует М. Размеры метчиков должны соответствовать ГОСТ 3266.
- Дюймовые конические. Единицей измерения диаметра является английский дюйм, равный 25,4 мм. Вместо шага записывают число ниток (витков), приходящихся на 1”. Чем оно больше, тем мельче шаг резьбы.
- Трубные цилиндрические. Обозначаются буквой G, после которой ставится цифра, соответствующая проходному диаметру. Шаг резьбы метчиков измеряются в витках на дюйм.
- Трубные конические, маркируемые символом R или Rc. Резьба нарезается на поверхности с конусностью 1:16. Нарезание резьбы происходит до упора.

1 Метчики – основные виды инструмента для нарезки внутренних резьб
Метчиками называют специализированный металлорежущий инструмент, единственное назначение которого заключается в нарезании различных внутренних резьб диаметром до 50 мм в глухих и сквозных отверстиях. Изготавливают их из быстрорежущей стали (Р9, Р18, Р6М5) или инструментальной (9ХС, У11А, У12А), а иногда используют твердый сплав.
Метчик состоит из хвостовика и рабочей части, которая делится на режущую (конической формы) и калибрующую. Хвостовик предназначен для фиксации инструмента в воротке или патроне станочного оборудования. Он цилиндрической формы, а для установки в соответствующий приводной инструмент имеет квадрат на конце у ручных метчиков и поводок или лыску – у машинных.

Существуют следующие основные виды метчиков:
- Ручные – служат для нарезки резьб вручную.
- Машинные – предназначены для изготовления резьб машинным способом (на токарных станках). Отличаются от ручных особой геометрией, обеспечивающей возможность существенно ускорить процесс резания резьбы.
- Машинно-ручные – могут использоваться как для машинного, так и ручного нарезания.
- Гаечные – с удлиненным или изогнутым хвостовиком. Используются для нарезки резьб в гайках, их конструкция позволяет не выворачивать инструмент после завершения рабочей операции. С изогнутым хвостовиком применяют в гайконарезных автоматах.
По направлению формируемой резьбы все метчики делятся на:
- обычные – для правосторонней резьбы;
- специальные – для нарезки левосторонней резьбы, маркируются LH.
По геометрии резьбы:
- метрические – М;
- трубные, с резьбой:
- цилиндрической дюймовой – G;
- конической – K;
- конической дюймовой – RC.

Стандартная для труб резьба – цилиндрическая (G 1″ – на дюйм, G 1/2″ – на полдюйма и другие по аналогии). У метрических метчиков для каждого диаметра несколько шагов резьбы (стандартный, мелкий, средний), увеличивающихся с возрастанием диаметра. В маркировке инструмента указывают диаметр и шаг (кроме стандартного). М10×0,75 (диаметр 10 мм, шаг 0,75 мм) или М10 (шаг 1,5 мм – основной).
Изготовляются метчики одинарными и в комплекте из 2 или 3 штук. Последние в основном используют при работе с деталями, которые изготовлены из вязких или твердых материалов. Первые номера в комплекте предназначены для черновой нарезки, а последний – для чистового прохода. Если комплект метчиков состоит из 2-х инструментов, то №1 прорезает резьбу на 75 %, а №2 снимает оставшиеся 25 % металла. Для трех – 60 %, 30 % и 10 % соответственно.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.

Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие
Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.

Схема нарезки резьбы метчиком
4 Правила нарезания внутренней резьбы метчиком
При ручной нарезке резьбы инструмент вставляют в отверстие вертикально (без перекоса). Вороток вращают в нужном направлении (для правой резьбы по часовой стрелке) не все время, а периодически делают 1–2 оборота в обратную сторону.
При таком вращательно-возвратном движении метчика срезаемая стружка ломается, становится короткой (дробленой) и легче удаляется из рабочей зоны, а процесс формирования резьбы значительно облегчается. По окончании нарезания инструмент вывертывают вращением воротка в противоположную сторону, затем его прогоняют по готовой резьбе насквозь или до упора для глухих отверстий. Необходимо также придерживаться следующих правил:

При формировании резьб в вязких и мягких металлах (алюминий, медь, баббиты и другие), а также в глубоких отверстиях инструмент следует периодически выкручивать из отверстия для очистки канавок от стружки.
При использовании комплекта метчиков необходимо применение всех инструментов набора. Нарезание сразу чистовым метчиком или средним, а затем чистовым без прохода черновым не ускоряет, а только замедляет и затрудняет процесс нарезания. Кроме того, резьба при этом получается некачественной, а инструмент может сломаться. Чистовой и средний метчики вкручивают в отверстие вручную (без воротка) до тех пор, пока инструмент не пойдет по резьбе правильно, и только после этого устанавливают вороток и продолжают работу.
В процессе нарезания требуется тщательно следить за правильностью врезки инструмента, чтобы не было его перекоса. Для этого необходимо через каждые вновь нарезанные 2–3 нитки стружки проверять положение метчика относительно верхней плоскости детали с помощью угольника
Особенно осторожно следует работать с глухими и мелкими отверстиями.
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.

Устройство метчика
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.

Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды и назначение метчиков в зависимости от конструкции.
1. С винтовыми стружечными канавками.

Такой метчик хорошо себя зарекомендовал при работе с использованием СОЖ (смазочно охлаждающей жидкостью). Видите какие у него изогнутые канавки? Когда инструмент погружается в тело детали, охлаждающие жидкости перестают попадать в зону резания, что негативно влияет как на стойкость метчика, так и на качество резьбы. А когда канавки имею характерный изгиб, то выход стружки и попадание СОЖ в зону резания увеличивается многократно.
Современные метчики все изготавливаются в таком исполнении. Ведь данная конструкция является оптимальной для процесса резьбонарезания в металле.
Небольшое видео про метчик фирмы Walter с винтовыми канавками:
2. Метчик с шахматным расположением зубьев.
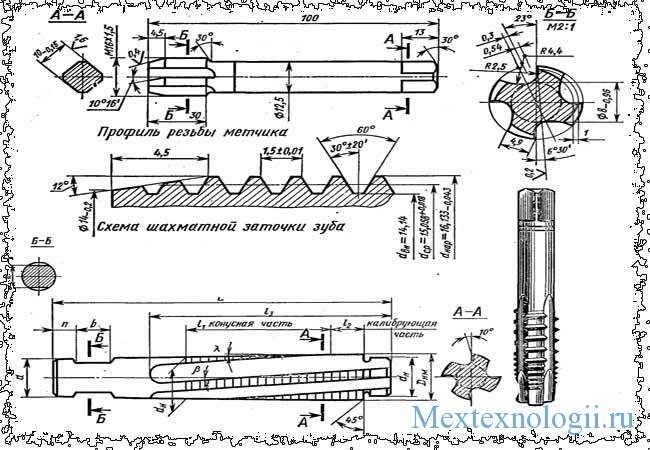
Да, Крамник Владимир Борисович очень бы удивился. Ведь он один из лучших шахматистов в мире, а про такой вид шахмат наверное не слыхал . Ладно шучу. В таком инструменте не все зубья расположены как клетки на доске (через одну). Заборная часть этого метчика имеет классический вид, а вот калибрующие зубья располагаются через один.
К примеру вы видите, что у метчика расположенного на рисунке имеется 4 стороны (пера) и на каждом имеются зубцы. Вот калибрующие зубья на каждом из низ сдвинуты относительно друг друга. Объяснить на пальцах сложно так, что посмотрим на этот рисунок.


Такой метчик отличается от обычного более «крутым» заборным сектором витков. Это позволяет резать резьбу как обычному слесарю вручную так и на станках сверлильной или токарной группы. В отличии от обычного своего собрата машинно-ручной метчик выдерживает приличные нагрузки и силы резания.
4. Метчик-протяжка.
С такой протяжкой для резьбы нужно обращаться весьма осторожно. Как показано на рисунке, для получения резьбового отверстия такой метчик необходимо закрепить на резцедержателе токарного станка
Для этого есть специальные приспособления по этому выдумывать ничего не надо. Хотя из практики скажу, что видал СТОЛЬКО различных самоделок… Вам советую использовать только официальную оснастку для выполнения различных операций механической обработки.
Немного отвлеклись. На рисунке выше изображена схема нарезания резьбы метчиком протяжкой
- Метчик-протяжка.
- Захват для хвостовика.
- Резцедержатель.
- Обрабатываемая деталь.
Процесс простой — метчик тяните на рабочей подаче, шпиндель вращается как показано на рисунке, в отверстии получается резьба. Качество получаемых поверхностей при таком методе резания не совсем хорошая. Применяется данный метчик весьма редко (во всяком случае на нашем предприятии). Посмотрите как он выглядит в живую на этом видео
4. Метчики для резьбы Ø до 2,5 мм.

Из-за таких размеров он похож на спички из коробка. Имеют угол заточки заборной части 75 градусов. Достаточно широко применяются в машиностроении и не только. Это обусловлено тем, что диаметр отверстия до 2,5 мм не позволит нарезать резьбу ничем другим. Лучше выбирать импортного производства например Guhring.
5. Комбинированное сверло-метчик.
Тут картинки вы не увидите, потому, что она в самом верху данной статьи. Сверло метчик это свежее дыхание прогресса и новый взгляд на механическую обработку резьб. Когда сверло благополучно проходит слой металлического листа, обороты шпинделя уменьшаются и в дело вступает резьбовая часть этого гибрида.Как видите метчик это не только нарезка резьбы но и сверление. Да что я все рассказываю лучше один раз посмотреть, чем сто раз услышать. Смотрим видео
Вот мы и рассмотрели основные виды метчиков. Думаю в ваших головах уже просветляется ответ на вопрос — Что это такая за «елочка»? Ну а мы следуем дальше.










 Adblock
Adblock