Технические характеристики и конструктивные особенности токарного станка иж-250
Содержание:
- Конструкционные особенности устройства
- Сведения о производителе токарно-винторезного станка ИЖ-250
- Электрическая схема станка
- Нюансы эксплуатации и паспорт
- Токарно-винторезный станок
- Конструкторские особенности строения
- Правила эксплуатации
- ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
- Насколько используется модель сегодня
- Проблемы в эксплуатации и правила безопасности
- Токарный станок ИЖ 250: технические характеристики
- Конструктивные особенности
Конструкционные особенности устройства
Семейство токарных станков Иж разработано так, чтобы обеспечивать минимальное отвлечение персонала и гарантировать стабильные режимы работы. Краткое описание особенностей функционирования и оснащения:
- при токарных работах, подача смазки на ходовой винт осуществляется автоматически;
- фартук, в котором устанавливается механика обработки — гарантирует высокую жесткость упора, снижает нагрузки на механизм коробки передач;
- большие диапазоны движения суппорта, значения подачи, оборотов главного вала обеспечивают высокую производительность, а также качество обработки поверхности;
- для регулировки скорости вращения шпинделя агрегата применен роботизированный механизм, он же отвечает за предварительную установку режима для проведения следующей операции;
- система приводных ремней и общая конструкция системы шестерен главного привода обеспечивают высокую скорость замены шкивов и не требует замены элементов для получения нужного режима эксплуатации;
- задняя бабка сконструирована таким образом, чтобы обеспечивать удобное управление в сочетании с высокой жесткостью.
- при нарезке резьбы не требуется менять колеса гитары за счет особой конструкции механики коробки подач;
- в конструкции головки резцов использована схема с беззазорной сцепкой. Это не только повышает точность установки рабочего органа, но и обеспечивает высокую жесткость;
- работу подачи регулирует всего одна рукоятка.
Конструкция всех моделей семейства отличается высокой прочностью и долговечностью. Все рабочие поверхности выполнены из износоустойчивого хромоникилевого чугуна. Все элементы проходят закалку, шлифовку. Компоновка станков классическая, не предусматривающая продольно фрезерный тип операций.
Для удобства работы оборудование оснащается лампой освещения рабочей области с изменяемым положением.
Системы безопасности включают:
- защиту от коротких замыканий электросистемы;
- структуру аварийного останова главного двигателя при превышении нагрузки на валу;
- блокировочные приспособления для недопущения одновременной подачи в двух направлениях;
- систему предотвращения случаев, когда валик и винт включаются одновременно.
Компания производитель, легендарный завод ИЖМАШ, предлагает несколько модификаций оборудования, отличающихся регулировкой главного привода и другими характеристиками. В частности, существуют системы без редуктора, в которых изменение скорости вращения шпинделя осуществляется модификацией оборотов электродвигателя. В станках такого класса используется более мощная модель привода в 5.5 кВт.
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.

Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
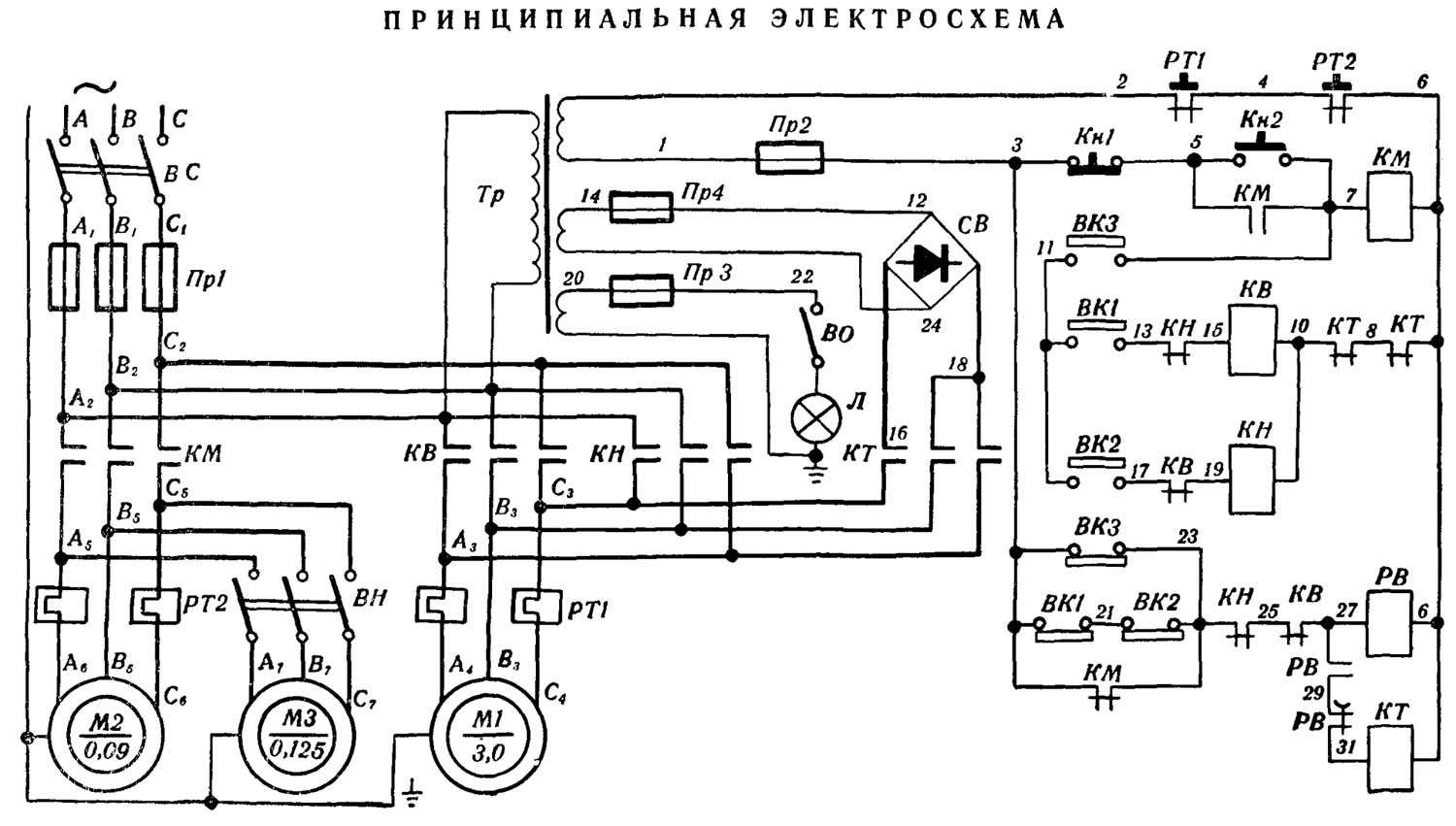
Электрическая схема станка
Электрическая схема станка приведена в руководстве по эксплуатации (паспорт). Жизнедеятельность станка обеспечивается тремя асинхронными электрическими двигателями: один двигатель приводит в движение главные механизмы, связанные с прямым назначением станка, а два других двигателя обеспечивают работу системы смазки и охлаждения.

Электрическая схема станка 1И611
Для работы основного привода применяется одно напряжение сети, которое согласовывается с заказчиком в процессе заказа станка. Что же касается вспомогательных электрических узлов, то их питание осуществляется следующими классами напряжений: для местного освещения применяется 36 В; для цепей управления 127 В, а для цепей торможения 60 В.
Электросхема предусматривает защиту электродвигателей от технологических нарушений, в частности от перегрузки и КЗ. На станках ранних моделей защита двигателей от КЗ осуществляется предохранителями, а на новых моделях – автоматическими выключателями с встроенными электронными блоками защиты.
От перегрузок электрические двигатели защищаются тепловыми реле, реагирующими на повышение тока статорной цепи.
https://youtube.com/watch?v=GbuH7ypauAY
Обзор эксплуатационных требований для электрооборудования:
- подшипники двигателей должны осматриваться и смазываться с периодичностью не реже 2 раз в год. Для промывки подшипников, перед заменой смазки, следует применять только бензин, желательно авиационных марок;
- электродвигатели и пусковую аппаратуру следует по графику очищать от пыли и грязи. Нельзя допускать, чтобы масло или другие агрессивные жидкости попадали на изоляцию электрооборудования. Это может привести к ее разрушению;
- не реже одного раза в 10 дней следует проверять надежность всех контактных соединений электрической схемы;
- периодически очищать сердечники электроаппаратуры от коррозии. Наличие на них коррозии приводит к сильному гудению этих аппаратов;
- в случае выключения станка системами защиты, включать его повторно можно только тогда, когда будет установлена причина отключения.
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Токарно-винторезный станок
Универсальный высокоточный токарно-винторезный станок 1И611П сменил своего предшественника ИЖ-250 в начале шестидесятых годов и был заменен на станок 250ИТВМ различных модификаций.

Производство станков на оружейном заводе сказалось на качестве оборудования. Применение качественных сталей, высокоточного оборудования для производства, передовых технологий для изготовления деталей и узлов сделало эту марку надежной, точной и востребованной единицей инструментальной группы.
Назначение и сфера применения
Станок предназначен для выполнения чистовых и получистовых работ в единичном или мелкосерийном производстве. В изготовлении деталей из цветных и черных металлов можно
использовать кулачковые патроны, цанговых зажимы и центра. Сравнительно небольшой вес и низкий уровень электропотребления позволяет эксплуатировать в ПАРМ, на корабле, в многоэтажном здании.
Эксплуатационные характеристики и преимущества
Эксплуатационные характеристики устройства позволяют выполнять обработку деталей диаметром:
- над станиной до 250 мм;
- над суппортом до 125 мм;
- наибольшая длина заготовки, которую можно обрабатывать — 500 мм;
- скорость вращения шпинделя изменяется от 20 до 2000 об/мин.;
- диапазон подач продольных от 0,01 до 1,8;
- диапазон подач поперечных от 0,005 до 0,9;
- число электродвигателей – три;
- мощность – три кВт.

Конструктивные особенности станка позволяет выполнять:
- Токарные работы: точение; нарезание резьбы метрической, модульной и дюймовой; изготовления конусных деталей.
- Фрезерные (с использованием четырехкулачкового патрона, фрезерного приспособления на суппорте).
- Шлифовальных (внутренняя обработка в патроне и центрах).
- Обработка концевыми приспособлениями, смонтированными в патроне для сверления.
Конструкторские особенности строения
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.

Кинематическая схема станка
Правила эксплуатации
Базовые правила техники безопасности и общие требования к персоналу при эксплуатации станков семейства ИЖ (кратко):
- к операциям не допускается персонал без соответствующей профессиональной квалификации и допуска;
- до начала работы проверяется целостность питающего кабеля и состояние сети;
- оборудование должно подключаться через дублирующий основную систему защиты автомат;
- персоналом используется полный комплект спецодежды, включающий, кроме брюк и спецовки с длинным рукавом, плотно застегиваемые манжеты, защитные очки и берет;
- до начала работ следует провести проверку работоспособности станка путем запуска его на холостом ходу;
- обязательно должны проводиться профилактически осмотры на предмет попадания мусора в систему переключения скоростей, замена смазки привода, оценка состояния шкивов.
После окончания токарных операций — все рабочие поверхности очищаются от стружки, грязи, отходов.
У станков семейства ИЖ 250 есть особенности эксплуатации.
- Система переключения с 12 положениями регулировки — роботизированная.
- Применен мнемонический тип управления, обеспечивающий быстрое привыкание. Однако персонал должен перед началом работ ознакомиться с документацией и пройти инструктаж.
- Состояние пальцев, шестерен блока переключения — должно периодически проверяться.
Кроме тонкостей работы с коробкой передач — к особенностям станка относится блокировка подачи одновременно в двух направлениях, что может потребовать от занятого персонала некоторого привыкания.
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Токарно-винторезный станок ИЖ-250 – один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ.
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель – Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска – 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 125 мм
- Расстояние между центрами – 500 мм
- Высота центров – 150 мм
- Мощность электродвигателя – 2,6/3 кВт
- Вес станка полный – 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя – резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 33 мм
- Наибольший диаметр обрабатываемого прутка – Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) – 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач – 0,07..2,17 мм/об
- Пределы поперечных подач – 0,01..1,08 мм/об
- Пределы шагов резьб метрических – (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных – 0,2..6 модулей
- Пределы шагов резьб дюймовых – 24..3,5 ниток на дюйм
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной – 1420/2800 об/мин, мощностью – 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором – 1400 об/мин, мощностью – 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения – 2800 об/мин, мощностью – 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Читать также: Варисторы виды и маркировка
Проблемы в эксплуатации и правила безопасности
Факторами, которые влияют на качество точения, являются:
- некорректное затачивание режущих деталей станка;
- неправильный подбор режима эксплуатации;
- несоответствие осей центров в процессе работы в центрах в связи с отклонением задней бабки при поперечном перемещении;
- непрочная фиксация резца;
- плохое крепление шпинделя.
Токарным операциям с металлическими заготовками могут сопутствовать опасные явления и факторы:
- электричество;
- стружка и кусочки металла;
- нагревание обрабатываемых заготовок и оборудования;
- движущиеся детали и механизмы;
- недостаточное освещение рабочей зоны;
- возникновение отблесков.
Чтобы обеспечить безопасность на станке есть защитные кожухи и ограждения рабочей зоны, гитары, вращающихся частей. В момент выполнения токарных операций запрещено снимать защитные ограждения
Важно соблюдать чистоту рабочего места и оборудования. А также обязательно одевать спецодежду – костюм, закрывающий тело от возможного попадания металла, и защитные очки
Перед началом работы обязательно нужно проверить чистоту рабочей зоны, надеть спецодежду и защитные аксессуары, проконтролировать наличие защитных устройств станка, смазку деталей и исправность оборудования. В том числе настроить освещение.

Токарный станок ИЖ 250: технические характеристики
Согласно паспорту, устройство обладает следующими характеристиками:
- вес – 1180 кг;
- габариты – 179х81х140 см;
- точность по ГОСТ – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении – 30 см;
- длина болванки в максимальном значении – 50 см;
- диаметр обрабатываемого прутка в максимальном значении – 2,4 см;
- сечение резца в максимальном значении – 1,6х1,6 см;
- передвижение пиноли в максимальном значении – 8,5 см;
- количество оборотов главного вала – 25-2500 об/мин.
Какие задачи решает агрегат?
Устройство представлено в трех модификациях, имеющих некоторые различия:
- Модель ИТВМФ1 – имеет в комплектации индикаторы чисел, обеспечивающие большую точность и удобство проводимых операций.
- Модель ИТВМ03 – расстояние между центрами увеличено для обеспечения удобства работы с нестандартными заготовками.
- Модель ИТПМ – предназначена для работ при повышенных нагрузках на узлы и не обладает повышенной точностью.
Индикация цифрового типа, представленная в модели ИТВФ1, повышает производительность, поскольку при работе не требуется предварительное измерение заготовок и исключаются прочие расчеты, такие как фиксирование в памяти или на бумаге количество оборотов лимба. Кроме того, данная система позволяет компенсировать износ инструментов и неточности механизмов установки, что не требует человеческого контроля.

Ручные и механические подачи резцедержателя, продольные и поперечные, нарезка резьб под воздействием ходового винта, обеспечивается закрытым фартуком установки. Все подачи управляются одним рычагом, чье положение соответствует направлению перемещения суппорта. Ходовой винт и валик одновременно запускаться не могут, благодаря встроенному устройству блокировки.
Технические характеристики модификаций
Согласно паспорту, модификации установки ИЖ 250 имеют следующие характеристики:
- вес: ИТПМ – 1180 кг; ИТВМ03 – 1040 кг; ИТВМФ1 – 1290 кг;
- габариты: ИТПМ – 179х81х140 см; ИТВМ03 – 200,5х81х140 см; ИТВМФ1 – 179х95,5х158 см;
- точность по ГОСТ: ИТПМ – П; ИТВМ03 – В; ИТВМФ1 – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении: для всех моделей – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении: для всех моделей – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении: для всех моделей – 30 см;
- длина болванки в максимальном значении: для всех моделей – 50 см;
- диаметр обрабатываемого прутка в максимальном значении: для всех моделей – 2,4 см;
- сечение резца в максимальном значении: для всех моделей – 1,6х1,6 см;
- передвижение пиноли в максимальном значении: для всех моделей – 8,5 см;
- количество оборотов главного вала: для всех моделей – 25-2500 об/мин.
Конструктивные особенности
Станок имеет следующие особенности конструкции:
- Фиксация резцовой головки, но без зазора (обеспечивается жесткость и точность).
- В наличии контейнер с емкостью для охлаждающей жидкостью и шкаф с электрооборудованием.
- Система отвода и сбора стружки.
- Преселекторное управление (предварительный выбор скорости вращения шпинделя для следующего этапа обработки).
- Фартук с защитой от перегрузок и жестким упором при точении.
- Верньерный механизм для точной поперечной подачи.
- На поперечной каретке суппорта механизм для выполнения фрезерных работ.
- Суппорт управляется одной рукояткой по мнемоническому принципу.
- Отсутствие элементов управления с тыльной стороны (можно ставить у стены).
Станина
- Сделана из хромоникелевого чугуна с двумя плоскими и двумя призматическими направляющими, которые закалены токами высокой частоты и отшлифованы. Станина закреплена на монолитной трубе. Тут же полка, защищающая ходовой винт от стружки и эмульсии. Внутри станины расположены:
- Электродвигатель главного привода.
- Редуктор изменения скоростей вращения шпинделя.
- Механизмы системы подачи смазки и охлаждающей жидкости.
- Емкость для эмульсии.
- Панель с электрооборудованием.

Передняя и задняя бабка
В передней бабке расположены:
- шпиндельный узел, соединенный с редуктором четырьмя клиновыми ремнями;
- зубчатая муфта, передающая на шпиндель двенадцать скоростей вращения;
- перебор — передает еще двенадцать с помощью специальной рукоятки;
- блокировочный механизм (исключает одновременное включение муфты и перебора);
- устройство изменение шага нарезаемой резьбы;
- трензель, передающий вращение на гитару и далее на коробку передач.
Задняя бабка жестко поджимает длинные детали и повышает точность работы. На этом станке она может смещаться на 10 мм в обе стороны по отношениям к центрам.
Коробка подач
Изготовлена в закрытом виде. Служит для подачи движения на суппорт для нарезания метрической резьбы с шагом 0.2–48 миллиметров без добавочных шестерен.

Коробка скоростей
Представляет из себя редуктор из четырех осей с шестернями. При помощи фланцев соединяется с двигателем. Натяжение регулируется тумбами.
Редуктор
Отвечает за частоту вращения шпиндельного узла. Приводится в движение главным электродвигателем, соединенным с ним через фланцы. Редуктор можно перемещать по плоским направляющим для регулирования натяжения ремней. Изменение скоростей производит преселективный механизм, управляемый соответствующим маховиком.

Суппорт и фартук
Суппорт — это механизм для крепления и перемещения инструмента и приспособлений для обработки деталей. Конструкция обеспечивает движение резцедержателя, установленного в верхней части, в любом направлении. Продольное движение обеспечивает каретка, а поперечное – салазки.
Фартук размещен в нижней части суппорта. Устройство ответственно за продольную и поперечную подачу суппорта. Движение возможно в ручном и автоматическом режиме. В фартуке размещены:
- четыре муфты — управляют направлением подач;
- ходовой вал — производит поступательное движение суппорта;
- ходовой винт перемещает каретку в продольном направлении;
- панель управления подачами;
- Блокировочное устройство делающего невозможным одновременное включения винта и ходового вала;
- Механизм защиты от перегрузок.
Шпиндель
Шпиндель – полый вал с коническим отверстием. Жестко закреплен на подшипниках в передней бабке. Имеет внутренний конус Морзе для крепления инструмента (например: цанговых зажимов). Снаружи резьба для крепления планшайбы с патроном.
Важно качественное закрепление подшипников шпинделя

Схема электрическая
Электрическая схема содержит в себе:
- Главный привод – трехфазный асинхронный двигатель мощностью 3 кВт.
- Двигатель привода механизма подачи смазки.
- Двигатель насоса подачи охлаждающей жидкости.
- Трансформатора, выдающего напряжение 36 В для лампы освещения, 60 В для системы торможения и 127 В для цепей управления.
- Устройства защиты и тепловые реле.
Особенности дополнительных деталей
Некоторые узлы сконструированы не так как в других станках токарной группы.
В передней бабке:
- шкив установлен по центру;
- шпиндельный узел имеет двадцать скоростей оборотов;
- гитара для расширения видов нарезки резьбы;
- трензель с приспособлениями для повышения размера шага.
Задняя бабка надежно поджимает длинную заготовку. Может сдвигаться на 1 см обе стороны от центра. Расширяет диапазон видов обработки деталей. Конусная линейка на суппорте дает возможность обработки конусных деталей.










 Adblock
Adblock