Разметка по металлу. приемы, правила, ошибки
Содержание:
- Правка закаленного металла (рихтовка)
- Популярные статьи
- Слесарь-жестянщик промышленной вениляции
- Глава II. Плоскостная разметка
- Брак при разметке
- Соблюдение дистанции
- Инструмент для рихтовки вмятин
- Пространственная разметка
- Разметка цилиндрических деталей
- Понятие лазерного раскроя металла
- Как выправить металл
- Угольник
- Оборудование для механической разделки
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.

Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Популярные статьи
Стекло: основные свойства и характеристики
С давних пор для осветления и придания жилому помещению
Как и чем выпиливать кривые и круги
Вырезания круглых отверстий в фанере
Нередко, при ремонте
Угловые соединения рамок
Проще всего сделать рамку, соединив планки под прямым углом.
Шлифованное лаковое покрытие
С тех пор как появился лак для матовых покрытий, техника
Соединение встык по длине
Если повнимательнее присмотреться к массивной старинной
Как работать ручной пилой
Пилу нужно вести, иначе она начнет «гулять». Это надо
Обращение с дисковой пилой
(adsbygoogle = window.adsbygoogle || []).push({});
(adsbygoogle = window.adsbygoogle
Прикрепить сиденье стула
Как правило, мягкое сиденье стула — это признак дорогостоящего,
Слесарь-жестянщик промышленной вениляции
Глава II. Плоскостная разметка
До начала обработки материала или заготовки (рубки, опиливания, сверления и т. п.) необходимо произвести разметку, т. е. перенести с чертежа на материал или заготовку по заданным размерам линии контуров, определяющих форму изделия.
При обработке с поверхности изделия снимается определенный слой металла. Поэтому при размегке материала или заготовки дается определенный припуск на обработку. Этот припуск — увеличение размера заготовки за пределы контурных линий (рисок), нанесенных точно по чертежу, — должен быть наименьшим.
Разметка бывает плоскостная и пространственная.
Нанесение линий контуров на одной плоскости материала или изделия называется плоскостной разметкой.
Более сложной является пространственная разметка изделия, три которой наносят связанные между собой контуры на нескольких плоскостях, сопряженных под разными углами.
До разметки плоскость детали или материала нужно окрасить, чтобы нанесенные линии были ясно вндны. Необработанные плоскости литья, поковок и материала после предварительной очистки их от грязи, формовочной земли, песка и т. д. окрашивают мелом, красками или покрывают лаком. Для окраски мел растворяют в воде и добавляют немного льняного масла и сиккатива, чтобы он не осыпался. Обработанные плоскости окрашивают раствором медного купороса.
Разметка заключается в нанесении на деталь, материал или заготовку параллельных и перпендикулярных контурных линий, окружностей, дуг, углов, различных геометрических фигур по заданным размерам и различных контуров по шаблонам. Контурные линии наносятся в виде оплошных рисок или в виде кернения отдельных точек, близко расположенных друг к другу.
Для разметки применяется следующий инструмент: линейка, угольник, циркуль, штангенциркуль, рейсмус, масштабная линейка, транспортир, чертилка, кернер, разметочная плита и шаблоны.
Весь разметочный инструмент должен быть точным и исправным, в противном случае разметка будет неправильная. Хранить его следует в специально отведенных местах.
Риски, наносимые чертилкой по линейке, угольнику или циркулем, должны быть тонкими и ясными. На необработанных поверхностях для сохранения контуров разметок по рискам кернером намечают ряд точек.
Разметку по шаблону производят следующим образом. Шаблон накладывают на заготовку или материал и плотно прижимают, чтобы во время разметки он не сдвинулся. Затем по контуру шаблона чертилкой прочерчивают линии, по которым в дальнейшем будут обрабатывать деталь.
Крупные детали размечают на плите, а мелкие — в тисках. Разметку нужно выполнять точно и тщательно, так как от правильности разметки зависит качество изделия.
Приемы разметки показаны на рис. 53.
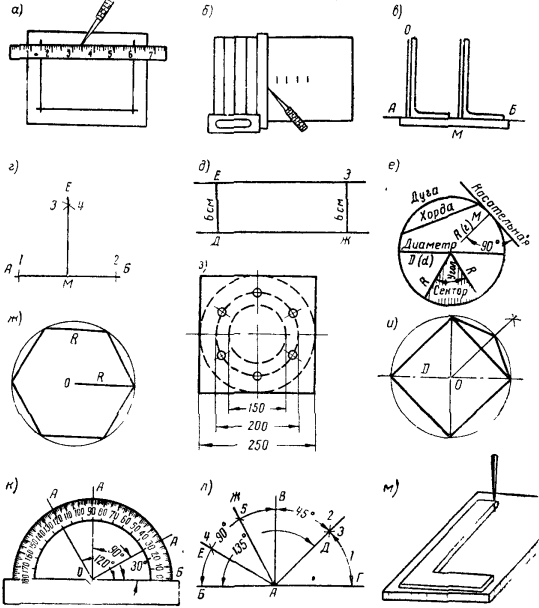
Рис. 53. Приемы плоскостной разметки: а — проведение рисок; б — проведение параллельных линий при помощи угольника; в — проведение перпендикулярных линий при помсши линейки и угольника; г — прведение перпендикулярной линии при помоши циркуля; д — проведение параллельных линий при помощи циркуля; е — элементы окружности; ж — построение вписанного шестиугольника при помощи циркуля; з — разметка окружностей при помощи циркуля; и — построение вписанного квадрата и восьмиугольника; к — разметка углов при помощи транспортира; л — построение углов при помощи циркуля и угольника; л — разлетка по шаблону
Если изделие пустотелое, то в отверстие плотно заколачивают деревянную пробку и в центр ее забивают жестянку, на которой кернером намечают центр для ножки циркуля. Разметку фланца производят следующим образом. Предварительно поверхность фланца окрашивают мелом и циркулем проводят окружности — наружный контур, контур отверстия и осевую линию по центрам отверстий для болтов. После этого намечают центры отверстий для болтов, накернивают их и циркулем проводят окружности — контуры этих отверстий. Обычно отверстия во фланцах размечаются по шаблону.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.

Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Соблюдение дистанции

Фото: Агентство «Москва»/Сергей Киселев
В своем блоге Сергей Собянин призвал магазины и аптеки сделать разметку, которая позволяла бы посетителям держаться на безопасном расстоянии друг от друга.
«Где это возможно – сделать специальную разметку для посетителей, чтобы им проще было выдерживать дистанцию друг от друга в 1,5-2 метра. Проявите ответственность – помогите гражданам соблюдать эту дистанцию», – сказал Собянин.
Кроме того, руководитель департамента торговли и услуг Алексей Немерюк заявил, что в магазинах проводится регулярная дезинфицирующая обработка.
«Регулярно происходит обработка специальными дезинфицирующими средствами всех контактных поверхностей. В крупных торговых сетях смонтированы пластиковые экраны на кассах для защиты персонала и покупателей», – сказал он.
Инструмент для рихтовки вмятин
- Ударный инструмент: молотки, киянки. Их предназначение – выравнивание вмятины. Отличия рихтовочных молотков от слесарных значительные. Рабочий боек должен иметь закругленную поверхность и быть хорошо отполированным. Противоположная сторона молоточков делается обычно в форме клюва. Материалы, применяемые для изготовления рихтовочных молотков – цветные металла, пластик, резина, текстолит. Благодаря этому поверхность исправляемой вмятины меньше деформируется, а сам боек спружинивает при ударе. Киянки для рихтовки кузова своими руками обычно делают из твердого дерева или резины.
- Наковальни, штампы, поддержки. Эти приспособления нужны для поддержки выпрямляемого места кузова. По своей форме они должны повторять вмятину, поэтому в профессиональном наборе их достаточно большое количество. Рихтовочный молоток с наковальней всегда должны работать в паре. Главное – правильно подобрать подкладной штамп, необходимо учесть при этом радиус кривизны поверхности, вес и размер поддержки. Для рихтовки авто своими руками можно также воспользоваться подручными предметами, главное – их тщательно подбирать под конкретный изъян кузова. Это могут быть молоты, плиты от утюга, кувалды и т.п.
- Ударные полотна, ложки. Эти приспособления служат для вытягивания вмятины. Также они могут использоваться в качестве поддержек. Одним из наиболее частых случаев их применения при рихтовке авто является отделение внешней поверхности элемента кузова от внутренней панели, например для двери. Если две поверхности ее схлопнулись при ДТП, то перед тем как отрихтовать дверь своими руками придется отделить наружную поверхность от внутренней ложкой для рихтовки. Также часто ложки используются для рихтовки крыши автомобиля и внутреннего исправления кривизны кузовного элемента.
- Рычаги и крюки. Они применяются в случае необходимости вытянуть вмятину изнутри, опираясь на любое ребро жесткости в качестве рычага. Крюков также существует большое число, они отличаются размерами, толщиной металла, углом загиба. Крюк для рихтовки автомобиля своими руками можно сделать и самому, для чего используется металлический пруток диаметром 10-12 мм. Длина его не должна превышать 0,5 м. Угол загиба зависит от геометрии самой вмятины. Ручку крюка нужно делать петлей, чтобы в случае необходимости в нее можно было вставить приспособление для прокрутки.
- Шлифовальный инструмент – напильники, шлифмашинка. Применяются для шлифовки выровненного после рихтовки элемента кузова и выравнивания небольших выпуклостей. Если нет шлифмашины, в гаражных условиях может применяться наждачный круг, закрепленный на электродрели.
Пространственная разметка
Пространственная разметка — это разметка поверхностей заготовки ( детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу.
Пространственная разметка, наиболее распространенная в машиностроении, по своим приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали. Пространственную разметку, как правило, производят на разметочной плите, являющейся искусственной плоскостью, при помощи которой достигается указанная увязка.
Пространственная разметка, наиболее распространенная в машиностроении, по своим приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в Том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой. Пространственную разметку, как правило, производят на разметочной плите, являющейся искусственной плоскостью, при помощи которой достигается указанная увязка.
|
Пространственная разметка ( размечена заготовка углового рычага. |
Пространственная разметка ( рис. 22) — это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу ( см. гл.
Пространственная разметка — это разметка поверхностей заготовки ( рис. 174, б), расположенных в различных плоскостях и под различными углами друг к другу.
Пространственная разметка применяется для графических построений, осуществляемых на поверхности объемных заготовок, расположенных в разных плоскостях под различными углами друг к другу. При пространственной разметке приходится не только размечать отдельные элементы на одной поверхности ( стороне) детали, а увязывать разметку этих поверхностей ( плоскостей, осей отверстий их соосности, углов наклона между собой.
Пространственная разметка применяется для графических построений, осуществляемых при помощи пространственных кинематических цепей.
Пространственную разметку иногда называют объемной.
|
Схема разметки на полу поковки колонны пресса. |
Ошибки пространственной разметки вызываются одновременным действием следующих причин: погрешностью угловой установки размечаемой установки; погрешностью установки рейсмаса по высоте и его отклонениями при перемещении по разметочной плите; применением несовершенных методов разметки; неточностью геометрических построений; неточностью разметочных инструментов и приспособлений.
Приемы пространственной разметки существенно отличаются от приемов плоскостной разметки. Особенность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности заготовки, расположенные в различных плоскостях и под разными углами одна к другой, а увязывать разметку этих поверхностей между собой. Пространственную разметку, как правило, производят на разметочной плите. Установив соответствующим образом деталь на плиту и связывая разметку каждой плоскости детали с общей плоскостью разметочной плиты, тем самым увязывают разметку отдельных плоскостей между собой.
|
Приспособления, применяемые для установки и закрепления заготовок на разметочной плите. а — призмы. б — угольник ] в — разметочный ящивд г — кли. вовидные подкладки. д — домкратикв. |
Для пространственной разметки применяют следующие инструменты: измерительную металлическую линейку, вертикальную измерительную линейку с подставкой, проверочные и разметочные угольники, чертилку, рейсмас, штангенрейсмас, циркуль, кернеры и молоток. Эти инструменты описаны в гл.
Отличие пространственной разметки от плоскостной состоит в том, что разметка отдельных поверхностей заготовок увязывается с ранее размеченными поверхностями посредством ориентировки разметочного инструмента и заготовки друг относительно друга при помощи разметочной плиты.
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.

Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Понятие лазерного раскроя металла
Не менее прогрессивным считают и лазерный раскрой металла. Эта технология использует мощь лазерного луча и, как правило, ее применяют на серийном производстве изделий практически из любых материалов, в том числе и неметаллов.

Лазерный раскрой металла
Луч лазера, который управляется специальным программным комплексом, обеспечивает концентрации энергии достаточной для резки материалов любой толщины и состава.
В ходе реза, материал, подверженный воздействию лазерного луча расплавляется, испаряется или выдувается потоком сжатого воздуха.
Резка при помощи лазера отличается тем, что на материал не оказывается никакого механического воздействия и во время обработки могут возникнуть только минимальные деформационные явления. Отсутствие каких-либо механических воздействия позволяет обрабатывать легко деформируемые или тонкие материалы, например, заготовки для системы вентиляции, где толщина металла может составлять всего 0,5 – 0,7 мм.
Программное управление раскроем металла лазером позволяет выполнять работу по получению сложных контуров.

Лазерный способ раскроя применяют для получения сложных контуров
Как выправить металл
Правка листового металла может проводиться в домашних условиях. Способы правки бывают следующие:
- Выпуклость. Такой дефект устраняется ударами молотка по окружности, начиная с самого края. По спиралевидной траектории идет передвижение к центру. Постепенно сила ударов снижается, а их частота возрастает. Если выпуклостей несколько, то они объединяются ударами молотка в промежуточную часть, между дефектами.
- Волнообразность. Устраняется по той же технологии. Работа ведется от краев листа к центру. В итоге дефект устраняется за счет растяжения металла.
Изгиб полосового металла убирается путем нанесения ударов по выпуклой части. Потом заготовка переворачивается. Если выпуклость перешла на другую сторону, она так же устраняется.
Сложность заключается в выправке закаленных деталей с фасонными поверхностями. Здесь используется рихтовальная бабка. На нее укладывается заготовка, а удары наносятся по вогнутой части поверхности. При этом происходит растяжение материала, и он выравнивается. В качестве бойков используется закаленный металл округлой формы.
Если нужно выправить закаленный уголок на 90°, то в случае острого угла, удары наносятся по внутренней стороне уголка, а тупого — по наружной.
Металлические пруты квадратного сечения подвергаются правке так же, как и полоса. Заготовка с квадратным или круглым сечением укладываются на плиту, и удары наносятся на выступающую поверхность. По мере рихтовки пруток переворачивается.
Угольник
Чтобы разметка на листовом материале получилась предельно точной, нужен хороший угольник. Он должен иметь как можно более длинную полку: тем длиннее будет опорный участок
Это важно, поскольку обрезная кромка заготовки из листового материала редко бывает идеально ровной и гладкой и положение угольника тем ровнее и точнее, чем длиннее участок его опоры на край заготовки
Для слесарных работ нужен угольник высокого качества. Тем, кто намерен заниматься такими работами регулярно, советуем приобрести угольник, выполненный целиком из стали, и с длинным опорным участком.
Установите угольник так, чтобы его опорная кромка упиралась в край заготовки, и приставьте к угольнику под прямым углом стальную линейку.
Точность угла проверяйте слесарным угольником (с опорным участком) или — как на снимке — комбинированным угольником.
Оборудование для механической разделки
В ходе механической обработке стыков чаще других используются следующие операции:
- строгание;
- фрезерование;
- долбление;
- абразивное резание.
Для каждой группы операций применяется свое специализированное оборудование.

Сенсорно-механическое устройство для подготовки кромок
Для подготовки прямых стыков используются строгальные станки. Резец из высокопрочной инструментальной стали устанавливается под необходимым углом и совершает возвратно- поступательный движения вдоль торца, снимая за каждый проход небольшой слой металла. Механизированная система подачи резца перемешает его немного ниже перед началом очередного прохода. Станки отличаются простотой устройства, надежностью и низкой себестоимостью операции.
Если же линия шва криволинейная, приходится применять специализированные фрезеровальные станки. Фреза, закрепленная в шпинделе под углом, движется под управлением рабочей программы вдоль линии шва, снимая необходимую фаску. Эту операцию также можно выполнить и на универсальном обрабатывающем центре, но тогда себестоимость ее заметно возрастет.
Для разделки кромок при сварке заготовок, которые по своим размерам не помещаются на станок, а также для обработки стыков труб для магистральных трубопроводов, используют мобильные кромкоскалыватели. Они закрепляются на заготовке и работают методом долбления. По качеству поверхности и точности соблюдения размеров фаски получаются гораздо хуже, чем на стационарных станках. Им требуется дополнительная доводка.
Абразивная обработка используется при подготовке относительно небольших заготовок, а также для дополнительной доводки после фрезерования и скалывания. Обязательной шлифовке подлежат детали из нержавеющих и алюминиевых сплавов.










 Adblock
Adblock