Расточные токарные резцы
Содержание:
- (Измененная редакция, Изм. № 1).
- Маркировки расточных резцов согласно ГОСТу
- Советы по выбору расточного резца
- Производители
- (Измененная редакция, Изм. № 1).
- Геометрические параметры
- Конструкция и размеры
- Универсальные расточные токарные резцы
- 1 Токарный инструмент для растачивания – назначение и конструкция резцов
- Конструкция и размеры
- 3 Применение расточных токарных резцов
- Особенности токарной обработки с использованием канавочного резца
(Измененная редакция, Изм. № 1).
2. Резцы должны изготовляться двух типов:
1 — расточные с углом ср = 5°;
2 — расточные виброустойчивые.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
Тип 1
Исполнение 1
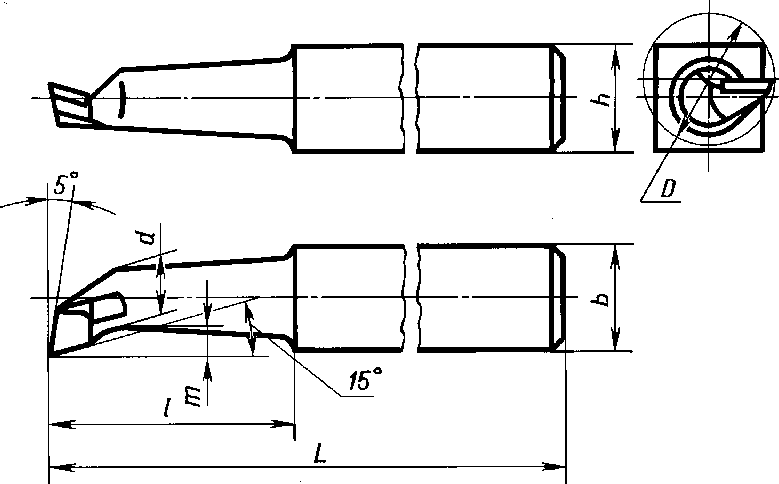
Исполнение 2

Черт. 1
Издание официальное Перепечатка воспрещена
Н
Издание с Изменениями № 1, 2, утвержденными в феврале 1981 г., июне 1985 г. (ИУС 4—81, 9—85).
Размеры в мм
Таблица 1
|
Резцы |
Исполнение |
Сече ние резца h • b |
L |
d |
т |
Тип пластин по ГОСТ 25397—90 Угол врезки пластин |
Диаметр наименьшего растачи-ваемого отверстия D |
|||||
|
угол врезки пластины 10° |
угол врезки пластины 0° |
|||||||||||
|
Обозначение |
Приме няемость |
Обозначение |
Приме няемость |
10′ |
0′ |
|||||||
|
2141-0201 |
2141-0202 |
1 |
1212 |
100 |
20 |
6 |
2,5 |
06 |
66 |
10 |
||
|
2141-0056 |
2141-0041 |
2 |
1612 |
170 |
80 |
— |
6,0 |
40 |
||||
|
2141-0002 |
2141-0022 |
1 |
1616 |
120 |
25 |
8 |
3,5 |
14 |
||||
|
2141-0003 |
2141-0023 |
140 |
30 |
|||||||||
|
2141-0004 |
2141-0024 |
40 |
10 |
4,5 |
18 |
|||||||
|
2141-0005 |
2141-0025 |
170 |
60 |
|||||||||
|
2141-0057 |
2141-0042 |
2 |
2016 |
200 |
100 |
— |
8,0 |
55 |
||||
|
2141-0006 |
2141-0026 |
1 |
20 20 |
140 |
40 |
12 |
6,0 |
21 |
||||
|
2141-0007 |
2141-0027 |
170 |
70 |
|||||||||
|
2141-0008 |
2141-0028 |
50 |
14 |
27 |
||||||||
|
2141-0009 |
2141-0029 |
200 |
80 |
|||||||||
|
2141-0058 |
2141-0043 |
2 |
25-20 |
240 |
120 |
— |
10,0 |
70 |
||||
|
2141-0010 |
2141-0030 |
1 |
25-25 |
200 |
70 |
19 |
8,0 |
34 |
||||
|
2141-0011 |
2141-0031 |
240 |
100 |
|||||||||
|
2141-0059 |
2141-0044 |
2 |
32-25 |
280 |
160 |
— |
12,0 |
80 |
||||
|
2141-0060 |
2141-0045 |
40-32 |
300 |
180 |
16,0 |
110 |
Пример условного обозначения резца типа 1, исполнения 1, сечением h b = 1616 мм, 1= 25 мм, с углом врезки пластины в стержень 10°, пластиной из твердого сплава марки ВК4:
Резец 2141-0002 ВК4 ГОСТ 18883- 73
Т и п 2
Исполнение 1
Исполнение 2
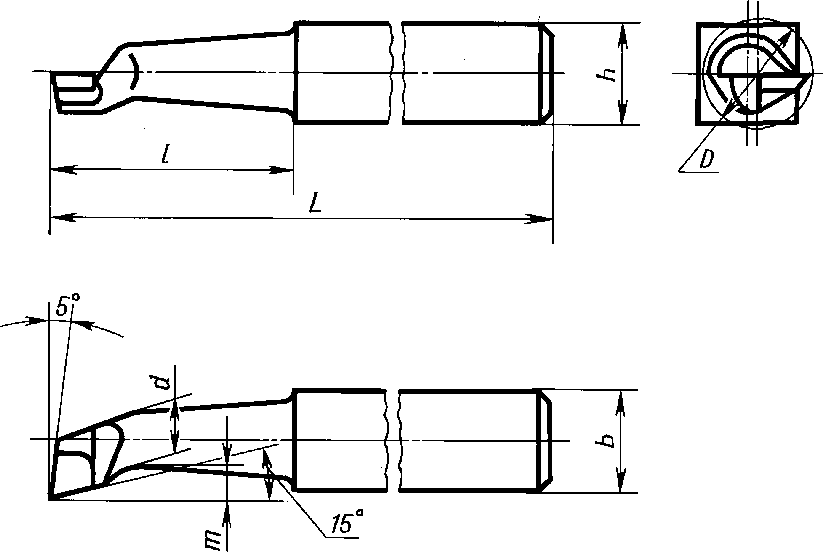
Черт. 2
|
Обозначение резцов |
Применяе мость |
Испол нение |
Сечение |
Тип пластин по ГОСТ 25397-90 |
Диаметр наимень- |
|||||
|
резца h • b |
L |
d |
т |
Угол врезки пластин |
шего растачиваемого отверстия D |
|||||
|
10′ |
0′ |
|||||||||
|
2141-0204 |
1 |
1212 |
100 |
20 |
6 |
2,5 |
10 |
|||
|
2141-0091 |
2 |
1612 |
170 |
15 |
— |
6,0 |
40 |
|||
|
2141-0205 |
120 |
25 |
Я |
3,5 |
14 |
|||||
|
2141-0206 |
1 |
1616 |
140 |
30 |
||||||
|
2141-0073 |
40 |
10 |
4,5 |
18 |
||||||
|
2141-0074 |
170 |
60 |
||||||||
|
2141-0092 |
2 |
2016 |
200 |
18 |
— |
8,0 |
55 |
|||
|
2141-0075 |
140 |
40 |
12 |
21 |
||||||
|
2141-0076 |
1 |
20 20 |
170 |
70 |
6,0 |
06 |
66 |
|||
|
2141-0077 |
50 |
14 |
27 |
|||||||
|
2141-0078 |
200 |
80 |
||||||||
|
2141-0093 |
2 |
25-20 |
240 |
25 |
— |
10,0 |
70 |
|||
|
2141-0079 |
1 |
25-25 |
200 |
70 |
19 |
8,0 |
34 |
|||
|
2141-0080 |
240 |
100 |
||||||||
|
2141-0094 |
32-25 |
280 |
30 |
— |
12,0 |
80 |
||||
|
2141-0095 |
2 |
40-32 |
300 |
35 |
— |
16,0 |
110 |
Пример условного обозначения резца типа 2, исполнения 1, сечением h b = 16-16 мм, 1= 25 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2141-0205 Т15К6ГОСТ 18883- 73
(Измененная редакция, Изм. № 1, 2).
4. Для резцов типа 1 угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°.
(Измененная редакция, Изм. № 1).
5. Величины радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
6. Элементы конструкций и геометрические параметры резцов указаны в приложении.
7. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
8. Технические требования — по ГОСТ 5688—61.
Маркировки расточных резцов согласно ГОСТу
- Для обрабатывающих отверстия глухого типа ГОСТ 18883-73.
- Для обрабатывающих отверстия сквозного типа ГОСТ 18062-72.
Согласно этой технической документации маркировка состоит из кода, где присутствует цифровое и буквенное обозначение. На примере обозначения резца 2145-0013 1 ВК6М принцип кодировки следующий:
- первые четыре цифры определяют тип (в данном случае это резец для сквозных отверстий);
- две последние цифры второго четырехзначного числа скрывают геометрические параметры инструмента;
- единичная цифра указывает на геометрическое исполнение;
- следующий блок из буквенно-цифрового кода указывает на тип стали, из которой он изготовлен.
Советы по выбору расточного резца
- из какого материала должна быть изготовлена рабочая часть: здесь нужно знать, какой металл будет подвергнут обработке и какие режимы обработки;
- геометрию резца – его рабочей части: этот параметр исходит из задач обработки;
- показатель виброустойчивости и прочности тела инструмента и кромки, которая режет: основополагающее здесь – режим обработки, наличие или отсутствие охладителя;
- размер резца и его форма диктуется размером отверстия и задачами обработки;
- конструкцию и способ фиксации режущей пластины, если она съемная;
- тип отделения стружки от поверхности при обработке;
- форму и тип резцедержателя в станке.
Производители
На современном рынке инструмента для обработки металла предложений много, есть известные поставщики и Noname продукция, велик ценовой разброс. Резцы сравнительно дорогие расходники, универсальность в таком случае не показатель, а скорее недостаток. Для надежности лучше всего подбирать под технологический цикл соответствующие ГОСТ токарные резцы из классических материалов. При необходимости оптимизировать работу можно экспериментировать с новыми материалами, но заявленные характеристики могут не оправдать вложений. К сожалению громкое имя сейчас не говорит о высоком качестве, китайские фабричные товары практически ничем не уступают по характеристикам, а цены существенно ниже.
Noname продукция может оказаться также не хуже известных брендов, т.к. далеко не все производители могут себе позволить широкие рекламные акции. В общем, лучше покупать у проверенных поставщиков, параллельно тестируя новую продукцию.
(Измененная редакция, Изм. № 1).
2. Резцы должны изготовляться двух типов:
1 — расточные с углом ср = 60°;
2 — расточные виброустойчивые.
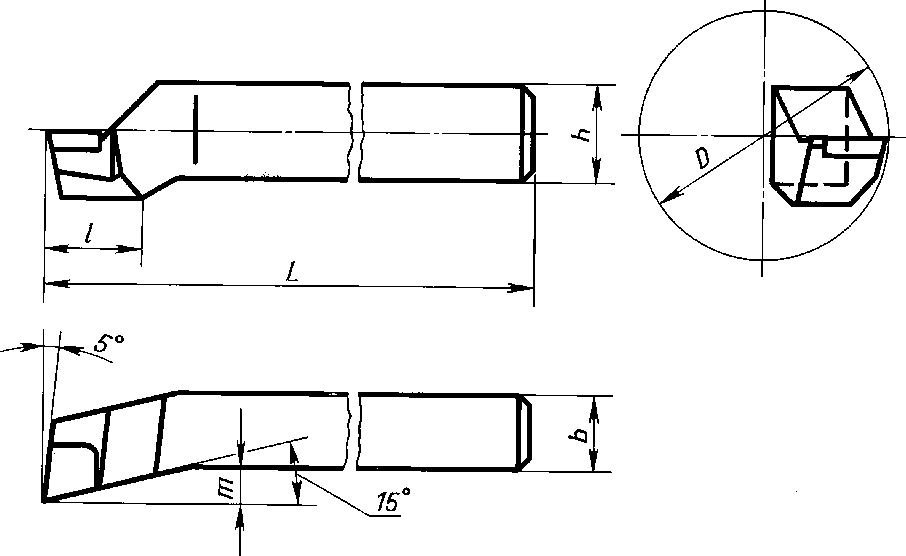
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
Тип 1
Исполнение 1 Исполнение 2
Черт. 1
Издание официальное Перепечатка воспрещена
Н
Издание с Изменениями № 1, 2, утвержденными в феврале 1981 г., июне 1985 г. (ИУС 4—81, 9—85).
|
Резцы |
Сече ние резца h • b |
Форма пластин по ГОСТ 25395—90 |
— i ^ |
|||||||||||
|
угол врезки пластины 10° |
угол врезки пластины 0° |
S X о |
L |
d |
т |
Угол врезки |
пластин |
«3 § § 3 8 g Cl Л И X. |
||||||
|
Обозначение |
Приме няемость |
Обозначение |
Приме няемость |
§ Е о 5 |
10′ |
0′ |
Диамет] наимен растачи го отве] |
|||||||
|
2140-0056 |
2140-0081 |
2 |
1612 |
170 |
80 |
— |
6,0 |
61 |
40 |
|||||
|
2140-0001 |
2140-0021 |
120 |
25 |
я |
3,5 |
14 |
||||||||
|
2140-0002 |
2140-0022 |
1 |
1616 |
140 |
40 |
01 |
01 |
|||||||
|
2140-0003 |
2140-0023 |
35 |
10 |
4,5 |
18 |
|||||||||
|
2140-0004 |
2140-0024 |
170 |
60 |
|||||||||||
|
2140-0057 |
2140-0082 |
2 |
2016 |
200 |
100 |
— |
8,0 |
02 |
62 |
55 |
||||
|
2140-0005 |
2140-0025 |
140 |
40 |
12 |
5,5 |
Угол врезки 10° |
Угол врезки 0° |
21 |
||||||
|
2140-0006 |
2140-0026 |
1 |
20 20 |
170 |
70 |
01 |
||||||||
|
2140-0007 |
2140-0027 |
50 |
14 |
6,0 |
61 |
27 |
||||||||
|
2140-0008 |
2140-0028 |
200 |
80 |
|||||||||||
|
2140-0058 |
2140-0083 |
2 |
25-20 |
240 |
120 |
— |
10,0 |
70 |
||||||
|
2140-0009 |
2140-0029 |
1 |
25-25 |
200 |
70 |
19 |
8,0 |
34 |
||||||
|
2140-0010 |
2140-0030 |
240 |
100 |
02 |
62 |
|||||||||
|
2140-0059 |
2140-0084 |
2 |
32-25 |
280 |
160 |
— |
12,0 |
80 |
||||||
|
2140-0060 |
2140-0085 |
40-32 |
300 |
180 |
— |
16,0 |
110 |
Пример условного обозначения резца типа 1, исполнения 1, сечением h b = 1616 мм, длиной I = 25 мм, с углом врезки пластины в стержень 10°, с пластиной из твердого сплава марки ВК4:
Резец 2140-0001ВК4 ГОСТ 18882- 73
Тип 2
Исполнение 1
Исполнение 2

Черт. 2
|
Обозначение резцов |
Применяе мость |
Испол нение |
Сечение резца h ■ b |
L |
d |
т |
Тип пластин по ГОСТ 25395-90 |
Диаметр наименьшего растачиваемого отверстия D |
|
|
2140-0071 |
2 |
1612 |
170 |
18 |
— |
6,0 |
61 |
40 |
|
|
2140-0251 |
120 |
25 |
я |
3,5 |
14 |
||||
|
2140-0252 |
1 |
1616 |
140 |
40 |
01 |
||||
|
2140-0041 |
35 |
10 |
4,5 |
18 |
|||||
|
2140-0042 |
170 |
60 |
|||||||
|
2140-0072 |
2 |
2016 |
200 |
20 |
— |
8,0 |
62 |
55 |
|
|
2140-0043 |
140 |
40 |
12 |
5,5 |
|||||
|
2140-0044 |
1 |
20 20 |
170 |
70 |
61 |
21 |
|||
|
2140-0045 |
50 |
14 |
6,0 |
27 |
|||||
|
2140-0046 |
200 |
80 |
|||||||
|
2140-0073 |
2 |
25-20 |
240 |
25 |
— |
10,0 |
70 |
||
|
2140-0047 |
1 |
25-25 |
200 |
70 |
19 |
8,0 |
34 |
||
|
2140-0048 |
240 |
100 |
62 |
||||||
|
2140-0074 |
32-25 |
280 |
30 |
— |
12,0 |
80 |
|||
|
2140-0075 |
40-32 |
300 |
40 |
— |
16,0 |
110 |
Пример условного обозначения резца типа 2, исполнения 1, сечением h b = 1616 мм, I = 60 мм, с пластиной из твердого сплава марки ВК6:
Резец 2140-0042 ВК6ГОСТ 18882- 73
(Измененная редакция, Изм. № 2).
4. Для резцов типа 1 угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°.
(Измененная редакция, Изм. № 1).
5. Величина радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
6. Элементы конструкций и геометрические параметры резцов указаны в приложении.
7. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
8. Технические требования — по ГОСТ 5688—61.
Геометрические параметры

Геометрия любого расточного инструмента имеет такие основные компоненты:
- Кромку режущую главную. В ее задачу входит основная работа по удалению слоя металла. По форме главная часть может быть фасонной либо прямой.
- Кромку режущую вспомогательную.
- Вершину схождения режущих кромок.
Кроме этого, режущий инструмент может быть тангенциальным или радиальным. В первом случае рабочая область располагается к обрабатываемой поверхности под углом касательно, во втором такое расположение имеет перпендикулярный характер относительно оси канала. Самые широко применяемые в технологических операциях машиностроения режущие элементы – это радиальные резцы для токарных станков. Их особенность в том, что они легко устанавливаются в резцедержатель и имеют удобную геометрию пластин для резки. Тангенциальную оснастку применяют в тех случаях, когда необходимо добиться чистоты поверхности высокого уровня.
Конструкция и размеры
Carbide-tipped boring turning tools for open-end holes. Design and dimensions
MKC 25.100.10
ГОСТ
18882-73
Взамен ГОСТ 6743—61 в части типа VII; МН 613-64;
МН 5205-64;
МН 5206-64;
МН 615-64;
МН 5209-64;
МН 5210-64
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 дата введения установлена
01.07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 № 655
1. Настоящий стандарт распространяется на токарные расточные резцы общего назначения с напаянными пластинами из твердого сплава для обработки сквозных отверстий.
Универсальные расточные токарные резцы
Расточные токарные резцы используются для обработки отверстий и
внутренних поверхностей. Данный резцы делятся на два вида:
1. Для обработки глухих отверстий, режущая платина таких резцов имеет треугольную форму, а рабочая часть выполнена с изгибом.
 Универсальный токарный расточной резец для глухих отверстий.
Универсальный токарный расточной резец для глухих отверстий.
2. Для обработки сквозных отверстий, рабочая часть данных резцов также имеет изгиб, и служит данный резец для растачивания отверстий предварительно просверленных или для растачивания отверстия в трубах.
Универсальный токарный расточной резец для сквозных отверстий.
Максимальная глубина обработки отверстий данных резцов зависит от
размеров державки.
1 Токарный инструмент для растачивания – назначение и конструкция резцов
Резе́ц – режущий инструмент, который предназначен для обработки деталей или заготовок из различных материалов, а также разных форм, размеров, показателей точности. Является основным, наиболее часто применяемым инструментом при строгальных, долбежных и токарных работах (на станках соответствующего типа).
Чтобы придать изделию требуемые форму, размеры и точность изготовления с заготовки резцом снимают (срезают последовательно) слои материала. При этом инструмент и деталь, закрепленные жестко в станке, перемещаются относительно друг друга и взаимно контактируют. В результате этого рабочая часть резца врезается в слой материала, а затем срезает его в виде стружки.

У инструмента рабочий элемент представляет собой клин (острую кромку), который врезается в материал и деформирует его слой, вследствие чего сжатый фрагмент заготовки скалывается и сдвигается кромкой схода стружки (передней поверхностью) резца. Инструмент двигается дальше, что сопровождается повторением процесса скалывания и образованием из отдельных срезанных элементов стружки, вид которой зависит от скорости вращения материала заготовки, подачи станка, относительного расположения детали и резца, применения СОЖ (смазочно-охлаждающей жидкости) и ряда других причин.
По виду работ и применяемости инструмент делят на:
- строгальный;
- долбежный;
- токарный.
Инструмент, снимающий стружку в результате взаимного прямолинейного перемещения резца и заготовки, называют строгальным (когда резание горизонтальное) или долбежным (вертикальное). Принцип работы обоих этих резцов идентичен и отличается от токарных, где резание непрерывно. При строгании и долблении инструмент режет исключительно при рабочем ходе.

В процессе токарной обработки заготовка вращается, в то время как осуществляется продольная и поперечная подача неподвижного резца, либо деталь стационарна, а инструмент вращается и подается (на расточных станках). Расточной токарный резец предназначен для расточки глухих и сквозных уже готовых отверстий, которые могут быть предварительно получены сверлением, штамповкой, в процессе отливки заготовки.
Основные элементы расточного токарного резца:
- головка (рабочая часть);
- державка (стержень) – используется для закрепления инструмента на станке.
Головка состоит из поверхностей:
- передней – по ней во время резки сходит стружка;
- главной задней – обращена к поверхности резания материала;
- вспомогательной задней – обращена к обработанной поверхности детали;
- главной режущей кромки – пересечение главной задней поверхности с передней;
- вспомогательной режущей кромки – пересечение вспомогательной задней и передней поверхностей;
- вершины – точка пересечения вспомогательной и главной режущих кромок.

Важными характеристиками резцов также являются углы, образуемые между поверхностями инструмента, плоскостями их проекций и касательными к ним, а также направлениями подачи. Инструмент для глухих и сквозных отверстий отличается формой головки.
Конструкция и размеры
Carbide-tipped boring turning tools for blind holes. Design and dimensions
MKC 25.100.10
ГОСТ
18883-73
Взамен ГОСТ 6743—61 в части типа VIII; МН 614-64;
МН 5207-64;
МН 5208-64;
МН 616-64;
МН 5211-64;
МН 5212-64
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 дата введения установлена
01.07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 № 655
1. Настоящий стандарт распространяется на токарные расточные резцы общего назначения с напаянными пластинами из твердого сплава для обработки глухих отверстий.
3 Применение расточных токарных резцов
Расточной токарный инструмент широко применяют в машиностроении, производстве для обрабатывания сквозных и глухих отверстий в деталях или корпусах приборов, оборудования, различных механизмов, автомобилей, другой техники. Его использование позволяет достигать большей точности, высокой чистоты поверхности отверстий. Растачивание производят в следующих случаях:

- Сверление, зенкерование (обработка готового отверстия зенкером) или рассверливание не обеспечивают требуемой размерной точности и чистоты поверхности обработанного отверстия.
- При отсутствии зенкера или сверла для рассверливания необходимого диаметра.
- Когда требуется обеспечить необходимые прямолинейность и точность положения оси отверстия.
- Когда диаметр обрабатываемого отверстия превышает наибольший стандартный диаметр сверл, зенкеров.
- При малой длине отверстия.

Резцы из инструментальной стали обычно используют при работах с легкими сплавами и материалами (фторопластом, текстолитом, алюминием и подобными), а оснащенные твердосплавными пластинами – с более прочными и твердыми (нержавеющая или закаленная сталь, бронза и другие). В процессе работы режущий инструмент подвержен износу (притупляется режущая кромка, а у изделий с твердосплавными пластинами выкрашивается), поэтому делают его переточку.
Особенности токарной обработки с использованием канавочного резца
Технологический цикл токарных работ имеет свою специфику, которая зависит от станочного парка, обрабатываемых материалов и сложности производимых деталей. Работа начинается с анализа эскиза детали и разбиения на элементарные операции с использованием одной оснастки. При большом количестве однотипных деталей имеет смысл выполнять одну операцию сразу для всех, не меняя при этом инструмент. Например, необходимо произвести выборку в торце десятка заготовок: устанавливается резец для торцевых канавок, инструмент налаживается под заданные размеры и производится проходка всех деталей.
Скорость обработки канавок резцом напрямую зависит от возможностей оборудования: на малых оборотах нет возможности обрабатывать каленые заготовки или получить фасонную поверхность. Шпиндель с люфтом приводит к биению заготовки, в итоге не удается соблюсти заданные параметры и допуски. В самом неприятном варианте деталь может заклинить и сломать головку резца или травмировать оператора. Во многих производственных цехах стоят станки, выпущенные в СССР и давно выработавшие свои ресурсы, соблюсти жесткие допуски на них очень сложно – подающие суппорты просто не могут обеспечить штатные 0.07-0.2 мм/об подачи. На таких станках оптимально использование канавочных резцов составной конструкции с режущими пластинами, которые сравнительно легко менять и точить.

В общем случае проходку глубоких канавок осуществляют с использованием обдирочных (черновых) и чистовых (получистовых) инструментов. Сначала делают рез черновыми, оставляя порядка 0.5 мм до заданных размеров, остаток снимают чистовым инструментом. В случае очень жестких допусков применяются резцы тонкого точения, обработка наружной поверхности ведется радиальными резцами, когда инструмент стоит перпендикулярно оси точения. Для станков, работающих в автоматическом или полуавтоматическом режиме, характерно применение тангенциальных резцов, суппорт подачи двигается параллельно оси заготовки, в таком режиме можно добиться высокой чистоты поверхности.










 Adblock
Adblock