Гост 26613-2016 резцы токарные с механическим креплением сменных многогранных пластин. технические условия
Содержание:
18874-73
Конструкция и размеры
HSS grooving and cutting-off turning tools. Design and dimensions
Взамен ГОСТ 10043—62 в части типов VIII и IX; МН 646-64; 647-64
МКС 25.100.10_
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.01.81 № 222
1. Настоящий стандарт распространяется на токарные прорезные и отрезные резцы общего назначения из быстрорежущей стали.
2. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
Резец прорезной

|
Обозначение резцов |
Применяе мость |
Сечение резца Н В |
L |
К |
а |
|
|
2120-0501 |
4-4 |
4 |
4 |
|||
|
2120-0502 |
6-6 |
6 |
5 |
|||
|
2120-0503 |
50 |
— |
3 |
|||
|
2120-0504 |
ОО ОО |
8 |
4 |
|||
|
2120-0505 |
5 |
|||||
|
2120-0507 |
1010 |
60 |
10 |
30 |
4 |
|
|
2120-0520 |
5 |
Н
Издание с Изменениями № 1, 2, утвержденными в январе 1981 г., декабре 1985 г. (ИУС 4—81, 3—85).
Размеры, мм
Продолжение табл. 1
|
Обозначение резцов |
Применяе мость |
Сечение резца Н В |
L |
к |
а |
|
|
2120-0508 |
1010 |
60 |
10 |
30 |
6 |
|
|
2120-0509 |
8 |
|||||
|
2120-0511 |
1212 |
70 |
12 |
4 |
||
|
2120-0521 |
5 |
|||||
|
2120-0512 |
6 |
|||||
|
2120-0513 |
8 |
|||||
|
2120-0514 |
10 |
|||||
|
2120-0515 |
1616 |
80 |
15 |
5 |
||
|
2120-0516 |
6 |
|||||
|
2120-0517 |
8 |
|||||
|
2120-0518 |
10 |
|||||
|
2120-0519 |
12 |
Пример условного обозначения отрезного правого резца сечением Н В = = 25-16 мм, с шириной а = 5 мм, при ср = 90°
Резец 2130-0517ГОСТ 18874- 73 (Измененная редакция, Изм. № 1).
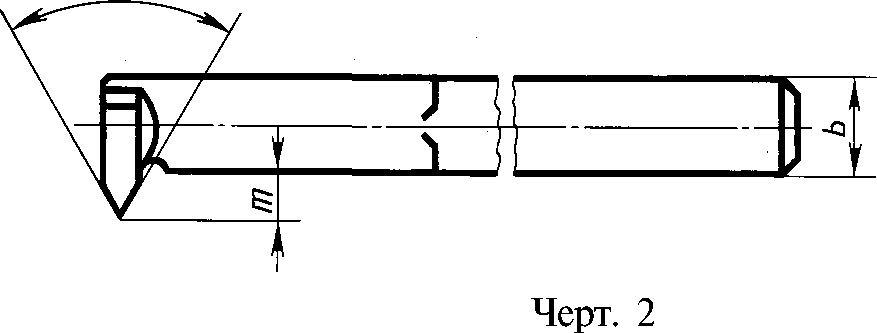
Резец отрезной
При (р=100°

Левый резец


Исполнение J

Черт. 2
|
Резцы |
Исполнение |
Сечение резца Н В |
L |
К |
а |
С |
||||||||
|
правые |
левые |
|||||||||||||
|
при ф = 90′ |
при ф = 100′ |
при ф = 90′ |
при ф = 100′ |
|||||||||||
|
Обозна чение |
Приме няе мость |
Обозна чение |
Приме няе мость |
Обозна чение |
Приме няе мость |
Обозна чение |
Приме няе мость |
|||||||
|
2130-0501 |
2130-0502 |
2130-0361 |
2130-0362 |
1 |
6-6 |
50 |
6 |
— |
1,5 |
5 |
||||
|
2130-0503 |
2130-0504 |
2130-0363 |
2130-0364 |
оо оо |
8 |
2,0 |
||||||||
|
2130-0505 |
2130-0506 |
2130-0365 |
2130-0366 |
1010 |
60 |
30 |
||||||||
|
2130-0507 |
2130-0508 |
2130-0367 |
2130-0368 |
1212 |
70 |
10 |
3,0 |
|||||||
|
2130-0509 |
2130-0510 |
2130-0371 |
2130-0372 |
2 |
1610 |
100 |
20 |
50 |
||||||
|
2130-0511 |
2130-0512 |
2130-0373 |
2130-0374 |
2012 |
120 |
20 |
||||||||
|
2130-0513 |
2130-0514 |
2130-0375 |
2130-0376 |
25 |
4,0 |
|||||||||
|
2130-0515 |
2130-0516 |
2130-0377 |
2130-0378 |
2516 |
140 |
20 |
60 |
3,0 |
6 |
|||||
|
2130-0517 |
2130-0518 |
2130-0381 |
2130-0382 |
35 |
5,0 |
|||||||||
|
2130-0519 |
2130-0520 |
2130-0383 |
2130-0384 |
32-20 |
170 |
25 |
4,0 |
|||||||
|
2130-0521 |
2130-0522 |
2130-0385 |
2130-0386 |
40 |
6,0 |
|||||||||
|
2130-0401 |
2130-0402 |
2130-0387 |
2130-0388 |
3 |
20-12 |
120 |
— |
— |
4,0 |
— |
||||
|
2130-0403 |
2130-0404 |
2130-0391 |
2130-0392 |
25-16 |
140 |
5,0 |
||||||||
|
2130-0405 |
2130-0406 |
2130-0393 |
2130-0394 |
32-20 |
170 |
4,0 |
||||||||
|
2130-0407 |
2130-0408 |
2130-0395 |
2130-0396 |
8,0 |
Пример условного обозначения прорезного резца сечением Н В = 10-10 мм, с шириной а = 4 мм:
Резец 2120-0507ГОСТ 18874-73
3. Размеры радиусов округлений и фасок, не указанные на чертеже, принимаются по технологическим соображениям.
4. Элементы конструкций и геометрические параметры резцов указаны в приложении.
5. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18868-73.
6. Технические требования — по ГОСТ 10047—62.
7. Маркировать — по ГОСТ 10047—62 с добавлением обозначения резца.
ПРИЛОЖЕНИЕ
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
1. Элементы конструкций и геометрические параметры прорезных резцов указаны на черт. 1 и в табл. 1.
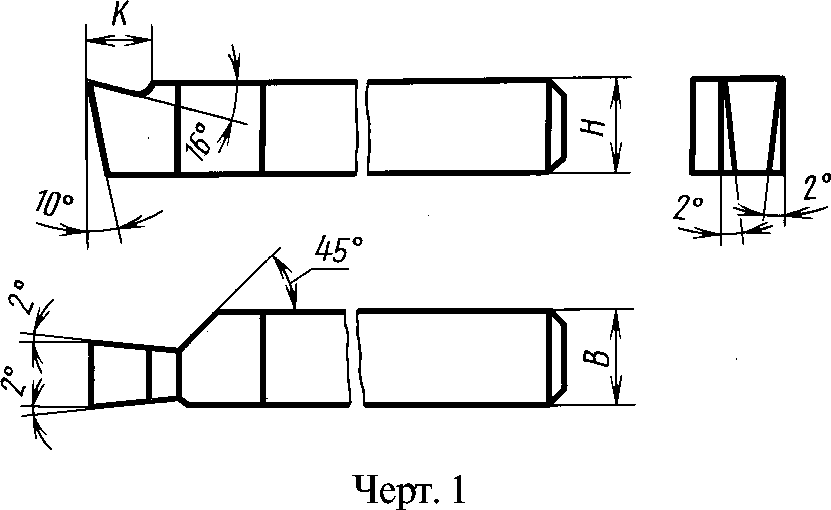
Таблица 1
Размеры, мм
|
Сечение резца НВ |
К |
|
4-4 |
л |
|
6-6 |
|
|
8-8 |
6 |
|
10-10 |
8 |
|
12-12 |
10 |
|
16-16 |
12 |
2. Элементы конструкций и геометрические параметры отрезных резцов указаны на черт. 2 и в табл. 2.

При ср=100° При ср=90°

I— э I
Как правильно выбрать инструмент для обработки торцевых канавок
Диапазон диаметров (DAXIN и DAXX)
Выберите диапазон диаметров первого врезания (DAXIN и DAXX). Используйте инструмент с максимально возможным диаметром первого врезания, подходящим для вашей канавки. Инструменты с большим диаметром врезания менее изогнуты и поэтому обладают большей жёсткостью и стабильностью. Кроме того, они улучшают контроль над стружкодроблением.
Глубина резания (CDX)
Всегда используйте инструмент с минимально возможной глубиной резания, чтобы максимально повысить стабильность.
Ширина пластины (CW)
Выбирайте пластину и инструмент с максимально допустимой шириной для обработки конкретной канавки. Более широкая державка отличается повышенной жёсткостью и стабильностью.
Исполнения инструмента
Выберите подходящий инструмент (A- или B-исполнение, право- или левосторонний) в зависимости от настроек станка и направления вращения заготовки
- А-исполнение = для внутренней обработки
- В-исполнение = для обработки торцевых канавок на уступе
A-исполнение
B-исполнение
Виды канавочных резцов
Среди токарных инструментов для формирования канавок выделяют резцы для внутренней и наружной обработки. И первые, и вторые могут быть полностью изготовленными из твердосплавных материалов либо иметь сменную режущую часть. Твердосплавные резцы – достаточно дорогостоящий инструмент, поэтому его использование должно быть экономически целесообразным. При выполнении наружных работ обычно используют изделия со сменными пластинами, применять твердосплавные канавочные резцы в таких случаях не имеет смысла.
Совсем иначе обстоит ситуация с обработкой внутренних канавок. Здесь надо учитывать диаметр отверстия, в которое предстоит завести резец, а также жесткость инструмента. Требованиям, по которым резец обладает минимальным размером своей державки и достаточной жесткостью для выполнения обработки металла, удовлетворяют только твердосплавные канавочные инструменты.
Естественно, когда условия обработки и геометрические параметры обрабатываемой детали позволяют, для формирования наружных и внутренних канавок целесообразнее использовать недорогой инструмент со сменными пластинами.
Конструкция и размеры
Carbide-tipped thread turning tools. Design and dimensions
ГОСТ
18885-73
Взамен MH 623-64; MH 624-64; MH 625-64; MH 626-64
МКС 25.100.10
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 дата введения установлена
01.07.74
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 № 655
1. Настоящий стандарт распространяется на токарные резьбовые резцы общего назначения с пластинами из твердого сплава.
(Измененная редакция, Изм. № 1).
2. Резцы должны изготовляться следующих типов:
1 — резьбовые для наружной метрической резьбы;
2 — резьбовые для внутренней метрической резьбы;
3 — резьбовые для наружной трапецеидальной резьбы;
4 — резьбовые для внутренней трапецеидальной резьбы.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт. 1—4 и в табл. 1—4.
Тип 1
|
с |
|
|
r L |

Издание официальное Перепечатка воспрещена
Н
Издание с Изменениями № 1, 2, утвержденными в феврале 1981 г., июне 1985 г.
(ИУС 4-81, 9-85).
Таблица 1
мм
|
Обозначение резцов |
Применяе мость |
Сечение резца h b |
L |
т |
Тип пластин по ГОСТ 25398-90 |
Шаг резьбы Р |
|
2660-0001 |
16-10 |
100 |
1,5 |
0,5-2,5 |
||
|
2660-0003 |
20-12 |
120 |
3,0 |
11 |
0,8—3,0 |
|
|
2660-0005 |
25-16 |
140 |
4,0 |
1,25-5 |
||
|
2660-0007 |
32-20 |
170 |
5,0 |
2-6 |
Примечание. Размер г выполняется в зависимости от шага резьбы (гиш— = 0,144 S).
Пример условного обозначения резца типа 1, сечением hb = 20-12 мм, для метрической резьбы с шагом Р = 2 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2660-0003 2 Т15К6 ГОСТ 18885- 73
Т и п 2

|
Обозначение резцов |
Применяе мость |
Сечение резца h b |
L |
d |
т |
Тип пластин по ГОСТ 25398-90 |
Шаг резьбы Р |
D найм. |
|
|
2662-0001 |
10-10 |
120 |
40 |
10 |
4 |
11 |
0,75-2,50 |
18 |
|
|
2662-0003 |
12-12 |
140 |
50 |
12 |
5 |
1-3 |
24 |
||
|
2662-0005 |
16-16 |
170 |
60 |
16 |
9 |
1,5-4 |
30 |
||
|
2662-0007 |
20-20 |
200 |
80 |
20 |
12 |
2-5 |
42 |
||
|
2662-0009 |
25-25 |
240 |
100 |
25 |
14 |
3-6 |
52 |
Пример условного обозначения резца типа 2, сечением hb = 20-20 мм, для метрической резьбы с шагом Р = 3,5 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2662-00073,5 Т15К6 ГОСТ 18885- 73

Черт. 3
|
Резцы |
Сечение резца h ■ b |
L |
т |
Тип пластин |
Шаг резьбы Р |
|||
|
для правой резьбы |
для левой резьбы |
|||||||
|
Обозначение |
Применяе мость |
Обозначение |
Применяе мость |
|||||
|
2664-0001 |
2664-0002 |
20-12 |
120 |
2,0 |
48 по ГОСТ 25422-90 |
2 |
||
|
2664-0003 |
2664-0004 |
3 |
||||||
|
2664-0005 |
2664-0006 |
3,0 |
4 |
|||||
|
2664-0007 |
2664-0008 |
5 |
||||||
|
2664-0009 |
2664-0010 |
25-16 |
140 |
4,0 |
6 |
|||
|
2664-0011 |
2664-0012 |
8 |
||||||
|
2664-0013 |
2664-0014 |
6,0 |
10 |
|||||
|
2664-0015 |
2664-0016 |
32-20 |
170 |
12 |
||||
|
2664-0017 |
2664-0018 |
8,0 |
16 |
|||||
|
2664-0019 |
2664-0020 |
40-25 |
200 |
10,0 |
32 по ГОСТ 25412-90 |
20 |
||
|
2664-0021 |
2664-0022 |
12,5 |
24 |
Пример условного обозначения резца типа 3, сечением hb = 2516 мм, для правой трапецеидальной резьбы с шагом Р= 6 мм, с пластинами из твердого сплава марки Т15К6:
Резец 2664-0009 6 Т15К6ГОСТ 18885- 73
Т и п 4
I


Таблица 4
Размеры в мм
|
Резцы |
Сечение резца h ■ b |
L |
d |
т |
Тип пластин по ГОСТ 25422-90 |
Шаг резьбы Р |
D найм. |
||||
|
для правой резьбы |
для левой резьбы |
||||||||||
|
Обозначение |
Применяе мость |
Обозначение |
Применяе мость |
||||||||
|
2666-0001 |
2666-0002 |
1010 |
120 |
40 |
10 |
4 |
48 |
2 |
16 |
||
|
2666-0003 |
2666-0004 |
4 |
|||||||||
|
2666-0005 |
2666-0006 |
1212 |
140 |
50 |
12 |
4 |
2 |
22 |
|||
|
2666-0007 |
2666-0008 |
6 |
5 |
||||||||
|
2666-0009 |
2666-0010 |
7 |
8 |
||||||||
|
2666-0011 |
2666-0012 |
1616 |
170 |
60 |
16 |
6 |
3 |
30 |
|||
|
2666-0013 |
2666-0014 |
8 |
6 |
||||||||
|
2666-0015 |
2666-0016 |
10 |
10 |
||||||||
|
2666-0017 |
2666-0018 |
20 20 |
200 |
80 |
20 |
8 |
3 |
44 |
|||
|
2666-0019 |
2666-0020 |
10 |
8 |
||||||||
|
2666-0021 |
2666-0022 |
12 |
12 |
||||||||
|
2666-0023 |
2666-0024 |
25-25 |
240 |
100 |
25 |
6 |
4 |
62 |
|||
|
2666-0025 |
2666-0026 |
10 |
10 |
||||||||
|
2666-0027 |
2666-0028 |
15 |
6 |
Пример условного обозначения резца типа 4, сечением hb = 1010 мм, для правой трапецеидальной резьбы с шагом Р = 2 мм, с пластиной из твердого сплава марки Т15К6:
Резец 2666-0001-2 Т15К6 ГОСТ 18885- 73 (Измененная редакция, Изм. № 1,2).
4. Величины радиусов округлений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
5. Элементы конструкций и геометрические параметры резцов указаны в приложении.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
7. Технические требования — по ГОСТ 5688—61.
Виды канавочных резцов
Резец расточной канавочный применяется для создания сквозных или глухих внутренних полостей сложной конфигурации в заготовке или отверстий больших диаметров. Рабочий ход инструмента осуществляется в плоскости, перпендикулярной сечению шпинделя с заготовкой, на расточных станках происходит вращение и подача резца при неподвижной детали. В большинстве случаев имеет отогнутую форму, может быть цельным или составным с наваренной твердосплавной пластиной или механическим держателем для режущей пластины.
Канавочный резец для внутренних канавок используется для формирования сложной геометрии внутренней полости заготовки, может быть использован для долбления шпоночных пазов. В зависимости от специфики поставленных задач имеет прямую или отогнутую формы, различают также по степени чистоты обработки поверхностей, обычно применяются получистовые и чистовые.
Резец канавочный для наружных канавок, как и прорезной, предназначен для чистовой обработки внешней поверхности, может быть составным. Технологический цикл на станке с ЧПУ предполагает работу резцами с напаянными пластинами, позволяющими производить более скоростную обработку. Такие инструменты, согласно ГОСТ, держат более высокие рабочие температуры, что неизбежно при ускорении цикла и в автоматическом режиме.
Особенности применения канавочного резца
Резание заготовок на токарном оборудовании происходит с соблюдением определенных режимов. Так, канавочный тип резцов требует иного применения, нежели другие виды режущей оснастки. Если брать обработку по глубине, то за одну подачу не углубляются более чем на ширину кромки. Расширение канавки происходит путем нескольких проходов инструмента вдоль оси детали. На скорость подачи влияет много факторов: это и обрабатываемый материал, и тип режущей оснастки, поэтому здесь есть пределы от 0.2 до 0.07 миллиметров за один оборот.
Канавки, которые можно получить на поверхности заготовки, бывают разных видов.
- Узкие по ширине, где размер равен величине рабочей части резца. Такую обработку проводят в ручном режиме и здесь используют всего один проход. Подача инструмента осуществляется четко в место будущего углубления по чертежу.
- Канавки, образуемые на уступах детали или ее торцах. В этом случае применяют лимб для подачи в поперечном направлении – так выставляют диаметр будущего углубления, а требуемой глубины добиваются, используя лимб перемещения суппорта в продольном направлении.
- Широкие по размерам углубления. Их получают за несколько проходов. Сначала канавочный резец подают на нужную глубину (с учетом 0.5 миллиметров припуска) с правой стороны канавки. Припуск оставляют для того, чтобы на конечном этапе сделать финишную обработку. Затем, двигаясь справа налево, доходят до другого конца канавки. Далее в обратном направлении прорезают деталь начисто.
Рекомендации по выбору резцов канавок
- В первую очередь анализируют чертеж, по которому будет изготавливаться деталь. На чертеже указаны все параметры канавок: ширина, глубина, форма, а также нормативы по точности изготовления, возможные допуски.
- Металл, из которого изготовлена деталь. Для твердосплавных металлов берут соответствующие резцы с твердосплавным лезвием, для мягких металлов – обычные канавочные.
- При выборе инструмента для нарезания канавок внутри отверстия важен диаметр державки и величина выступающей кромки ножа. Здесь тоже целесообразней применять твердосплавную оснастку.
- Оборудование для проведения операций. Выбор канавочного резца определяется в этом случае в зависимости от возможных режимов работы станка, конфигурации и типа резцедержателя.
- Особенности технологического процесса. Техпроцесс может влиять на скорость обработки изделия. Чем скорость выше, тем более крепкую и выносливую канавочную оснастку нужно применять для достижения целей обработки.
- Предусмотрена ли смазка зоны обработки во время проведения операции. Смазка положительным образом влияет на работу, снимая часть нагрузки с канавочного инструмента и давая возможность тем самым применять более простую оснастку.
Геометрические параметры и размеры инструмента
- Геометрия корпуса или державки: L – длина тела, B и H – размеры сторон поперечного сечения.
- Форма рабочей режущей пластины: l – длина рабочей части резца, b – высота тела пластины, S – толщина.
- Расположение режущего элемента в корпусе. Гнездо под пластину может занимать всю ширину корпуса или один из углов. В последнем случае ширина гнезда обозначается литерой n. Пластина может быть посажена в гнездо под некоторым углом к корпусу.
Клинок для резания заготовки также имеет свои параметры, выраженные в углах.
- «Гамма» отображает угол передней заточки – это главный элемент режущей кромки.
- «Альфа» – задний главный угол заточки.
- «Альфа» с индексом 1 – задний угол вспомогательного назначения.
- «Лямбда» – угол, под которым режущая кромка имеет наклон.
- «Фи» – угол главного назначения, расположенный в плане.
- «Фи» с индексом 1 – угол вспомогательного назначения, расположенный в плане.










 Adblock
Adblock