Гост 14229-93 (исо 8752-87) штифты цилиндрические пружинные с прорезью. технические условия
Содержание:
Назначение
Соединение штифтами широко применяются в машиностроении, медицине, приборостроении и других отраслях. Его используют в автомобильной промышленности и при изготовлении бытовой техники, всюду, где изготавливают неподвижные разъемные соединения.
Конические фиксаторы используют для закрепления элементов корпусных деталей при их совместной обработке. Например, корпус редуктора сначала обрабатывают по плоскости разъема. Затем засверливают по фланцам, устанавливают штифты и производят расточку отверстий под валы и подшипники с точностью H7.

После любого количества разборок все обработанные поверхности точно совмещаются.
Виды штифтов
Механические штифты выполняются в различных вариантах, в зависимости от типа соединения и необходимости разбирать его. Значение имеет твердость материала и действующие нагрузки. Основные виды штифтов:
- цилиндрический;
- конический;
- пружинный;
- просеченный.
Всего регулярно используются в промышленности и домашних мастерских примерно 16 разновидностей фиксаторов.
Цилиндрические
Цилиндрические изделия похожи на аккуратно отрезанные и прошлифованные куски проволоки. На самом деле они изготавливаются из проката и проходят сложный технологический процесс механической и термической обработки.
Кроме размера, который определяется ГОСТом 3128-70 цилиндрические штифты не каленые, детали делятся на классы по исполнению торца:
- плоский;
- с фасками под 45⁰;
- закругленные с переходным радиусом с одной и обеих сторон.
Детали с плоскими торцами устанавливаются в сквозные отверстия. Они плотно заходят в материал с высокой твердостью. На поверхности низкоуглеродистых сталей и цветных металлов углы торцов оставляют в отверстии задиры, царапины.
Гладкая твердая поверхность отверстий в углеродистых каленных и легированных сталях остается без повреждений и мягкий цилиндр из СТ 45 легко забивается и создает прочное соединение.

Для материалов со средней твердостью подходит штифтовое соединение со снятыми фасками с одной или двух сторон. Образованный на торце конус раздвигает и постепенно сминает неровности поверхности и легко входит в отверстие.
Детали с переходным радиусом от торца к цилиндрической поверхности наиболее сложные в изготовлении. Они редко применяются в машиностроении. Чаще их используют для фиксации мягких материалов типа пластмасс и пластика.
Конические
Конические штифты ставят на узлы, которые будут часто разбираться. Стандартный конус имеет наклон 1:50. Какими бывают нестандартные детали, которые выделены в отдельный раздел специальных изделий. В машиностроении, особенно при создании металлургического оборудования, возможно использование конусов 1:40 и других наклонов.
Они изготавливаются по ГОСТ 9464-79. Преимущество конических фиксаторов в их плотной посадке на протяжении всего периода работы. При износе поверхности отверстия, он только опускается ниже и сам центрируется.

Установка конических штифтов позволяет многократно использовать их при демонтаже и последующей сборке узла. Фиксатор не меняет своей формы и ставится в то же отверстие, где был.
Для изготовления отверстий под нормализованные конические штифты существует ряд сверл по ГОСТ 11177-84. Их угол наклона точно соответствует соотношению 1:50. Для создания более гладкой поверхности рекомендуют использовать развертки из этой же группы инструмента.
Пружинные
Штифт пружинный можно отнести к универсальным фиксаторам. Он ставится в отверстие с натягом. Чем сильнее сжат, тем лучше. Единственное ограничение – торцы продольного разреза не должны упираться друг в друга.
Штифт din 1481 пружинный цилиндрический изготавливается из листового проката методом вальцовки и закалки для фиксации формы и придания упругости. Группа фиксаторов din имеет несколько разновидностей в исполнении и большой перечень типоразмеров.
Преимущества использования пружинных деталей:
- отверстия делаются с большим разбегом по размерам без снижения эксплуатационных качеств;
- возможно многократное извлечение и установке обратно при сборке;
- прочно удерживаются в отверстиях;
- легко устанавливаются.

Пружинные изделия типа din не могут работать в узлах с большими нагрузками. Они тонкостенные и сминаются.
ШТИФТЫ
Издание официальное
Москва-1993
УДК 621.886:006.354
Группа Г37
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШТИФТЫ ЦИЛИНДРИЧЕСКИЕ
НЕЗАКАЛЕННЫЕ ГОСТ
Технические условия 3128-70
(СТ СЭВ 239-87)
Unhardened cylindrical pins. Specifications
ОКП 16 8000
Срок действия с 01.07.71 до 01.01.95
2. Размеры штифтов должны соответствовать указанным на чертеже и в таблице.
а) Rod в)
а — исполнение 1 (класс точности А); б — исполнение 2 (класс точности В); а — исполнение 3 (класс точности С)
Издание официальное
Перепечатка воспрещена
Размеры,
|
d |
0,6 |
0,8 |
1,0 |
1,2 |
1,5 (1.6) |
2 |
2,5 |
3 |
4 |
5 |
|
с « |
0,12 |
0,16 |
0,20 |
0,25 |
0,3 |
0,35 |
0,4 |
0,5 |
0,63 |
0,8 |
|
а « |
0,08 |
0,10 |
0,12 |
0,16 |
0,2 |
0,25 |
0,3 |
0,4 |
0,5 |
0,63 |
|
1 |
Теоретическая масса 1000 шт. |
|||||||||
|
2 |
0,004 |
0,008 |
i 1 _ 1 |
|||||||
|
2,5 |
0,006 |
0,010 |
0,015 |
0,021 |
— |
* __ |
_ |
— |
— |
— |
|
3 |
0,007 |
0,012 |
0,018 |
0,026 |
0,047 |
— |
_ |
— |
— |
— |
|
4 |
0,009 |
0,016 |
0,025 |
0,035 |
0,056 |
0,099 |
— |
— |
— |
_ |
|
5 |
0,011 |
0,020 |
0,031 |
0,044 |
0,067 |
0,123 |
0,193 |
— |
— |
— |
|
6 |
0,013 |
0,024 |
0,037 |
0,052 |
0,083 |
0,148 |
0,231 |
0,33 |
— |
— |
|
8 |
0,018 |
0,032 |
0,049 |
0,070 |
0,110 |
0,197 |
0,308 |
0,44 |
0,78 |
— |
|
10 |
— |
0,039 |
0,062 |
0,088 |
0,140 |
0,247 |
0,385 |
0,55 |
0,98 |
1,54 |
|
12 |
— |
0,047 |
0,074 |
0,107 |
0,168 |
0,290 |
0,462 |
0,66 |
1,18 |
1,85 |
|
14 |
— |
0,055 |
0,086 |
0,125 |
0,196 |
0,345 |
0,540 |
0,77 |
1,38 |
2,16 |
|
16 |
— |
— |
0,097 |
0,142 |
0,223 |
0,394 |
0,617 |
0,88 |
1,58 |
2,47 |
|
18 |
— |
— |
0,161 |
0,290* |
0,440 |
0,700 |
1,00 |
1,77 |
2,80 |
|
|
20 |
_ |
— |
— |
0,178 |
0,316 |
0,493 |
0,771 |
1,11 |
1,97 |
3,08 |
|
22 |
— |
— |
— |
0,198 |
0,352* |
0,540 |
0,847 |
1,22 |
2,17 |
3,40 |
|
24 |
— |
— |
— |
0,216 |
0,383* |
0,590 |
0,920 |
1,33 |
2,37 |
3,70 |
|
25 |
— |
— |
— |
0,220 |
0,395 |
0,617 |
0,964 |
1,39 |
2,47 |
3,85 |
|
26 |
— |
— |
— |
— |
0,415* |
0,640 |
1,000 |
1,44 |
2,56 |
4,00 |
|
28 |
— |
— |
— |
— |
0,450* |
0,690 |
1,080 |
1,55 |
2,76 |
4,30 |
|
30 |
— |
— |
— |
— |
0,473 |
0,740 |
1,160 |
1,66 |
2,94 |
4,62 |
|
32 |
— |
— |
— |
— |
— |
0,790 |
1,277 |
1,78 |
3,16 |
4,90 |
|
35 |
— |
_ |
— |
— |
— |
0,860 |
1,390 |
1,94 |
3,45 |
5,40 |
|
(36) |
— |
— |
— |
— |
— |
г 0,888 |
1,430 |
2,00 |
3,55 |
5,50 |
|
40 |
— |
— |
— |
— |
— |
0,986 |
1,540 |
2,22 |
3,95 |
6,16 |
|
45 |
— |
— |
— |
— |
— |
1,730 |
2,50 |
4,44 |
6,93 |
|
|
50 |
— |
— |
— |
— |
— , |
— |
1,930 |
2,77 |
4,93 |
7,71 |
|
55 |
— |
— |
— |
— |
— |
— |
— |
3,05 |
5,42 |
8,48 |
|
60 |
— |
— |
— |
— |
— |
— |
— |
3,33 |
5,92 |
9,25 |
|
65 |
— |
— |
— |
— |
— |
— |
— |
6,41 |
10,00 |
|
|
70 |
— |
— |
— |
— |
— |
— |
— |
— |
6,90 |
10,79 |
|
75 |
— |
— |
— |
— |
— |
— |
— |
— |
7,40 |
11,60 |
|
80 |
_ |
_ |
_ |
__ |
_ |
_ |
_ |
7,89 |
12,33 |
|
|
85 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
13,10 |
|
90 |
— |
— |
— |
_ |
_ |
_ |
_ |
13,87 |
||
|
95 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
14,60 |
|
100 |
_ |
_ |
__ |
. _ |
15,41 |
|||||
|
110 |
— |
_ |
__ |
_ |
___ |
L „ |
_ |
_ |
_ |
|
|
120 |
_ |
_ |
__ |
_ |
_ |
|||||
|
140 |
— |
_ |
__. |
_ |
__ |
— |
||||
|
160 |
_ |
_ |
_ |
h |
_ |
_ |
||||
|
180 |
_ |
_ |
__ |
_ |
_ |
_ |
||||
|
200 |
_ |
_ |
_ |
_ |
_ |
|||||
|
220 |
— |
— |
_ |
_ |
гг |
__ |
_ |
|||
|
250 |
— |
_ |
— |
— |
___ |
_ |
_ |
|||
|
280 |
— |
— |
— |
— |
~ |
— |
— |
— |
— |
— |
* Для штифтов d ~ (1,6) и (32) мм
Примечание. Размеры, заключенные в скобки, применять не рекомендуется
мм
|
6 |
8 |
10 |
12 |
16 |
20 |
25 |
| 30(32) |
40 |
50 |
|
1 1,2 |
1,6 |
2 |
2,5 |
3 |
3,5 |
4 |
j 5 |
6,3 |
8 |
|
0,8 |
1,0 |
1.2 |
1,6 |
2 1_ |
2,5 |
3 |
i 4 |
5 |
6,3 |
Пример условного обозначения штифта исполнения 1, диаметром яМО мм, длиной h60 мм, без покрытия:
Штифт 10*60 ГОСТ 3128-70
То же, исполнения 2, с химическим окисным покрытием, пропитанным маслом:
Штифт 2.10 * 60. Хим. Оке. прм. ГОСТ 3128-70 То же, исполнения 3:
Штифт 3.10 * 60. Хим. Оке. прм. ГОСТ 3128-70.
1,2. (Измененная редакция, Изм. № 3).
3-17. (Исключены, Изм. № 3).
18. ‘Птифты должны удовлетворять всем требованиям ГОСТ 26862-86 и требованиям, изложенным в настоящем стандарте. (Введен дополнительно, Изм. № 3).
б
ПРИЛОЖЕНИЕ
Рекомендуемое
РЕКОМЕНДАЦИИ ПО УСТАНОВКЕ ШТИФТОВ
1. Посадки в штифтовых соединениях с цилиндрическими штифтами
исполнения 1:
с натягом К7/ш6, N7/m6
переходная Н7/ш6
с зазором F7/m6
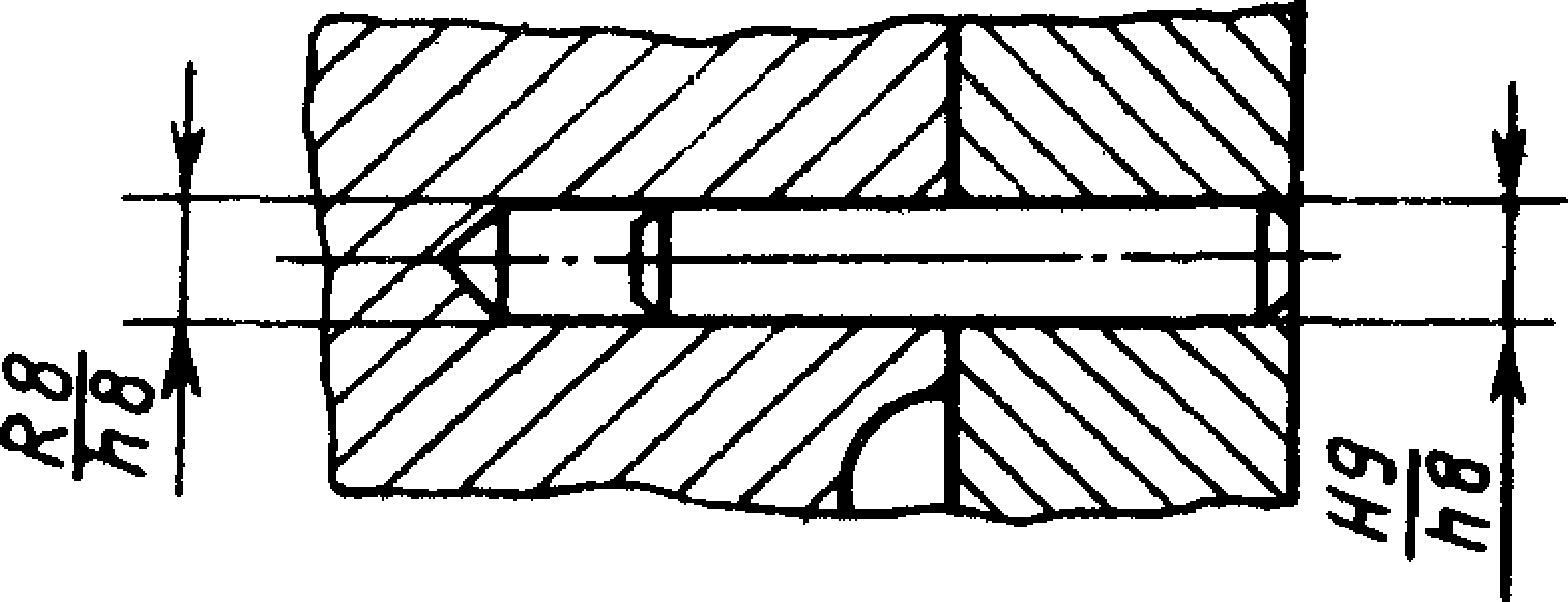
2. Посадки в штифтовых соединениях с цилиндрическими штифтами
исполнения 2:
переходные R8/h8, H9/h8.
Пример применения посадок R8/h8, H9/h8 в фиксирующих штифтовых соединениях приведен на чертеже.
3. Посадка в штифтовых соединениях с цилиндрическими исполнения 3 — Н12/Ы1.
штифтами
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ:
В. Г. Серегин, А, М. Свиридов, Т. Б. Левина, Т. Н. Купцова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.12.70 № 1789
3. Срок проверки 1993 г; периодичность проверки 5 лет
4. Стандарт полностью соответствует СТ СЭВ 239-87
5. Стандарт полностью соответствует ИСО 2338-1986
6. ВЗАМЕН ГОСТ 3128-60
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который |
Номер |
|
дана ссылка |
пункта |
|
ГОСТ 26862-86 |
18 |
|
8. ПЕРЕИЗДАНИЕ (сентябрь 1992 i утвержденными в январе 1979 г., (ИУС № 3-79, 3-84, 8-88) |
%)с изменениями № 1, 2, 3, , декабре 1983 г., мае 1988 г. |
9. Проверен в 1988 г. Срок действия продлен до 01.01.95 (Постановление Госстандарта СССР от 11.05.88 № 1291)
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Штифты должны изготавливаться в соответствии с требованиями, указанными в табл. .
Таблица 2
|
Сталь, удовлетворяющая следующему составу, %: |
|
|
Исполнение А |
Исполнение В |
|
C 0,95 до 1,1 |
С 0,06 до 0,13 или C 0,15 макс |
|
Si 0,15 до 0,35 |
Si 0,1 до 0,4 Si 0,10 макс |
|
Mn 0,25 до 0,4 |
Mn 0,25 до 0,6 Mn 0,9 до 1,3 |
|
P 0,03 макс |
P 0,025 макс P 0,07 макс |
|
S 0,025 макс |
S 0,05 макс S 0,15 до 0,35 |
|
Cr 1,35 до 1,65 |
Pb 0,15 до 0,35 |
|
Состав выбирается изготовителем |
|
|
Твердость 550 до 650 HV30 |
Твердость поверхности: 600 до 700 HV1 |
|
Твердость на глубине науглероженного слоя от 0,25 до 0,4 мм: 550 HV1 мин. |
|
|
Окончательная обработка поверхности |
Штифты поставляются без покрытия, смазанные антикоррозионной смазкой для защиты от коррозии или с покрытием по согласованию между изготовителем и потребителем. |
|
Во избежание водородной хрупкости следует подбирать соответствующие металлические или другие покрытия. Когда на штифты наносятся покрытия электрогальваническим способом или фосфатные покрытия, то их следует обработать соответствующим образом сразу после занесения покрытия, чтобы устранить водородную хрупкость. Хотя от водородной хрупкости полностью избавиться невозможно. Предпочтительными видами покрытий являются окисное или цинковое, но не нанесенное электролитическим способом. Допускаются другие покрытия по согласованию между изготовителем и потребителем. Все допуски относятся к размерам штифтов до нанесения покрытий. |
|
|
Качество поверхности |
Изделия должны быть одинаковыми по качеству, без отклонений формы и дефектов. На поверхности штифтов не допускаются заусенцы. |
|
Приемка |
Приемка — по ГОСТ 17769 |
|
1) Другие материалы применяются по согласованию между изготовителем и потребителем. |










 Adblock
Adblock