Вальцы: виды, применение и изготовление своими руками
Содержание:
Преимущества ротационной гибки на вальцах
В процессе деформировании металла на машинах ротационного действия (какими и являются вальцы) основное деформирующее усилие прикладывается не одновременно ко всей поверхности заготовки, а постепенно, по мере того, как в очаг деформации вовлекаются все новые объемы металла. В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
Последовательность операций листовой вальцовки заключается в следующем:
- Исходную заготовку (лист или широкая полоса) заправляют в начальный зазор между рабочими валками.
- Опускают подвижный валок до надежного прижима заготовки к нижним валкам.
- Проворачивая подвижный валок, изгибают заготовку. Количество оборотов инструмента может быть разным — все зависит от ровности поверхности заготовки.
- Когда нужное качество гибки достигнуто, деталь извлекают из валков.
Таким способом можно получать продукцию типа цилиндров и конических деталей, производить правку полос и т.д. Усилие ротационной вальцовки невелико, поскольку трение в ходе штамповки минимально, и необходимо лишь для фиксирования заготовки в валках. Более существенен крутящий момент, но и его значения относительно малы. Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения). Поэтому ротационная вальцовка выгодна для малоуглеродистой стали толщиной не более 4 мм, жести, алюминия и других высокопластичных металлов и сплавов.
Сборка своими руками
Вальцы для гибки труб представляют собой простое устройство. Сделать его можно даже из подручных материалов, оставшихся после ремонта и строительства. В большинстве случаев, принимая решение, как сделать вальцы, начинающие мастера склоняются к выбору конструкции механического типа. Ее несложно спроектировать и собрать с помощью сварки, которая есть в каждом доме.
Чертеж
Перед тем, как изготовить добротный и функциональный станок для сгибания профиля, необходимо изготовить подробные чертежи, размеры всех деталей следует наносить с высокой точностью.

Схемы валков можно сделать на миллиметровой бумаге или на компьютере. Выбор зависит от навыков проектирования. На основе составленных чертежей рассчитывается потребность в строительных материалах и инструментах. Делается смета, осуществляется подбор оборудования и закупка недостающего имущества.
Материалы и инструменты
Для сборки самодельных вальцов потребуются такие инструменты и расходные материалы:
- сварочный аппарат;
- болгарка или фреза с дисками по металлу;
- рулетка;
- электрическая дрель;
- набор отверток и гаечных ключей;
- угольник;
- керн;
- масляный уровень;
- метизы (уголки, болты, гайки, заклепки);
- швеллер или двутавровая балка;
- заготовки для валов;
- профильные трубы.
Подбирая материал для строительства, следует помнить, что металлы и сплавы для вальцов должны быть намного прочнее, чем сталь профильных труб.
Что входит в конструкцию
Станина изготавливается из толстого и тяжелого проката.
Прочность и масса основания должна соответствовать прикладываемому усилию при прокатке профилей. Каркас собранный должен быть устойчивым и крепким, чтобы не качаться во время работы.

Прижимная система собирается в форме буквы «П». На верхней перекладине изготавливается отверстие с резьбой для создания прижимного усилия. Другим вариантом является приваривание гайки поверх круглого отверстия. Впоследствии в него вставляется болт для регулировки просвета между роликами.
Сами ролики оборудуются подшипниками качения, которые крепятся на прочных осях. Вальцы вытачиваются на токарном станке, проходят цикл закалки в масле.
Привод делается из велосипедных звездочек и цепи. Звездочки привариваются к ведомому и ведущему валу, после чего соединяются цепью. На ведущую звездочку приваривается ворот с достаточным рычагом усилия.
Заполнение песком или водой?
При придании заготовкам сильного изгиба происходит их сплющивание и нарушение геометрии сечения. Для того, чтобы этого не допустить, полые профили заполняются плотным материалом, не меняющим объем под давлением.
С водой сложнее, так как заглушки должны быть герметичными. Если сборка происходит зимой, то лучшим решением будет заливка труб водой, закрытие их пластиковыми заглушками и замораживание. Такой способ применяется при изготовлении духовых музыкальных инструментов.
Выбор пружины
Пружины используются для снижения воздействия вибрации от электродвигателя на прокатную систему. При сильной вибрации может наблюдаться смещение заготовок по горизонтальной оси. Пружины должны быть жесткими, чтобы не допустить раскачивания мотора и одновременно снизить тряску. Рекомендуется использовать не менее 4 пружин для фиксации станины электродвигателя.
Нарезаем и варим
Процесс изготовления вальцов проводится в такой последовательности:
- Проведение замеров и нанесение разметки в соответствии со схемами.
- Разрезание проката на заготовки, зачистка поля для сварки.
- Вытачивание и закалка валов, установка в них подшипников, прикрепление звездочек, закрепление на оси.
- Сваривание каркаса с прокаточным и прижимным механизмом.
- Монтаж привода. Он может быть постоянным или съемным.
- Проверка работоспособности станка.
В заключение проводится очистка металла от ржавчины, его грунтовка и покраска. Подвижные части смазываются.
Виды
Существует несколько классификаций такого оборудования. Если рассматривать по типу привода, тогда они могут быть:
- ручными;
- электромеханическими;
- электрогидравлическими.
Существует классификация по количеству валков:
- 2-х валковые;
- 3-х валковые;
- 4-х валковые.
Двухвалковые
Вальцы этого типа используются при изготовлении простых цилиндрических элементов. Есть настольные модели и напольные.
В основе таких моделей лежит прочный каркас. По названию не сложно понять, сколько рабочих валов предусмотрено производителем. Располагаются они над друг другом параллельно. Верхний вал изготавливается из стали. Он меньшего диаметра.
Нижний почти всегда в два раза больше. В его конструкции имеется сердечник. Стальной элемент покрыт мягкой резиной или полиуретаном.
Ручные модели более дешевые. Гидравлические полноприводные с ЧПУ стоят дорого, но они гарантируют высокое качество.
Принцип работы такого вальцовочного станка прост. Вал, расположенный снизу, может перемещаться в вертикальной плоскости. В этот самый момент он захватывает и прижимает заготовку к верхнему валу. Небольшое усилие, и металлический лист прокручивается, приобретая желаемую форму.


Диаметр верхнего вала определяет минимальный радиус гиба, а максимальный зависит от усилия прижима нижнего элемента. Чтобы отрегулировать должным образом агрегат, необходимо настроить силу, с которой вальцы будут прижиматься друг к другу.
Нельзя не отметить преимущества такого рода станков:
- простота;
- безопасность для декоративного покрытия заготовки;
- отсутствие ненужной деформации;
- можно обрабатывать листы, изготовленные из различных металлов;
- отсутствие брака в виде незагнутого участка с краю.


Трехвалковые
Эти станки, будь это ковочное или дробильное оборудование, широко представлены на современном рынке.
Их можно классифицировать на две большие группы:
- асимметричные;
- симметричные.
Ручные модели обладают простой конструкцией, поэтому ими так легко пользоваться. Симметричные агрегаты используют для производства водостоков или элементов вентиляции. При всем при этом оборудование устанавливается непосредственно на месте проведения строительных работ.
Принцип работы прост и построен вокруг обкатки заготовки по верхнему вальцу. Это главный рабочий элемент. Радиус вала определяет минимально допустимый радиус гиба. Если требуется отрегулировать этот показатель, тогда меняется высота верхнего вала. Нижние два вальца установлены симметрично на одном расстоянии относительно главного элемента.


Электромеханические модели этого типа работают по тому же принципу, с единственной разницей лишь в том, что станок способен обработать заготовку с показателем прочности 50 кг/мм2.
Ручные агрегаты можно использовать для обработки алюминиевых и медных заготовок.
Несмотря на большое количество достоинств, такие станки обладают одним, но вполне существенным недостатком – края остаются прямыми. При использовании небольшого станка этот недостаток устраняют простой прокладкой дополнительной полоски жести. В промышленных масштабах требуется прокатка металла.
По этой причине и для того, чтобы можно было расширить ассортимент изготавливаемой продукции, стали применять асимметричные вальцы. В простом варианте такой станок имеет только один регулируемый нижний вал. В более сложных конструкциях подвижны оба вала снизу.
Смещение в желаемой плоскости одного из элементов позволяет отрегулировать положение заготовки, благодаря чему получается изделие желаемой формы без недостатков и необходимости доработать его.


Четырехвалковые
Отличается конструкция такого агрегата наличием дополнительного элемента снизу. Именно он позволил значительно расширить ассортимент производимой продукции на одном агрегате. Более того, благодаря ему удалось упростить гибочный процесс.
Есть такие станки резинообрабатывающие, гидравлические. Они способны деформировать заготовки с толщиной 1.5-7.5 см. В данном случае при изготовлении изделий цилиндрической или полицентрической формы толщина роли не играет.
Все современные модели этого типа имеют ЧПУ, вот почему весь процесс автоматизирован.


Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
 Схема станка
Схема станка
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
 Сборка каркаса
Сборка каркаса
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.
 Вальцы
Вальцы
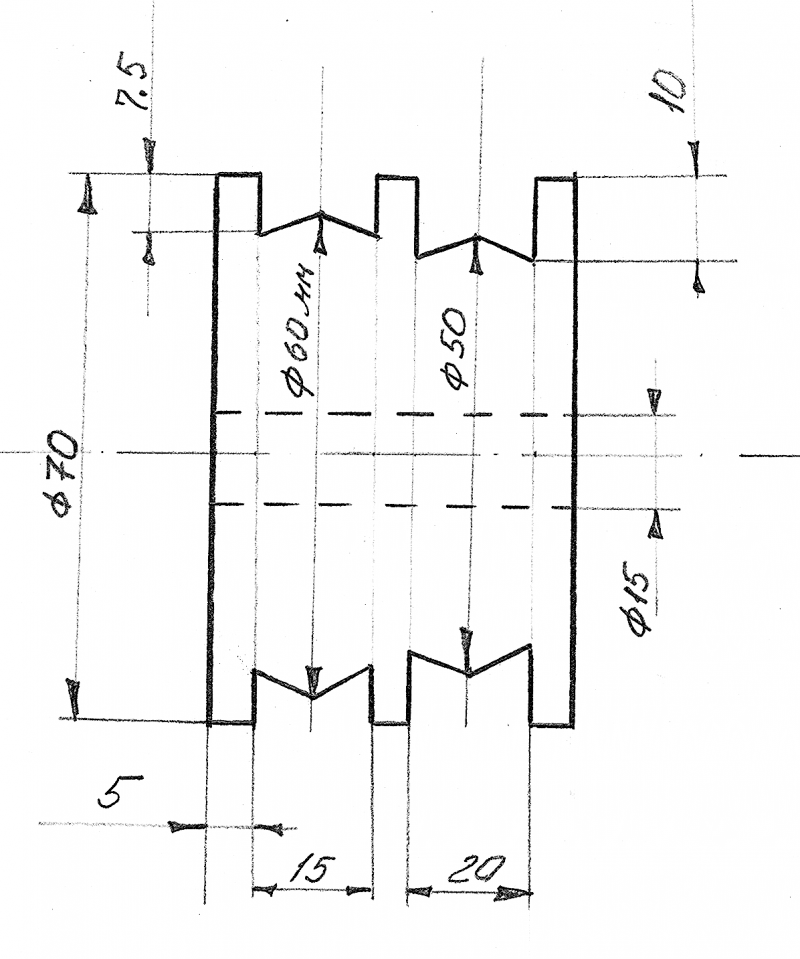
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
 Чертеж вальцов
Чертеж вальцов
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.
 Чертёж оси с посадочным местом под рукоятку
Чертёж оси с посадочным местом под рукоятку
Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Соединение оси и вальцов осуществляется несколькими способами:
- при помощи шпонки, размером около 8х8 мм;
- сваркой через заранее просверленные потайные несквозные отверстия, выполненные сверлом большого диаметра.
Второй способ доступен, если имеется аппарат для ручной электродуговой или полуавтоматической сварки.
Далее ось вставляется в подшипник, который предварительно закрепляется в буксе, заранее приваренной к стенке каркаса с внутренней стороны. Надёжность крепления – максимальная. В первую очередь оси с вальцами устанавливают в ту боковую стенку каркаса, где предполагается расположить цепную передачу. Затем оси вставляются в подшипники, закреплённые на 2-ой боковой стенке каркаса.
После установки основных элементов укрепляют каркас:
- сварочными швами;
- резьбовыми соединениями.
Сборка цепного механизма на практике так же происходит с определением размеров по месту:
- на нижнюю ось устанавливают 1-ю звёздочку;
- на верхнюю ось – 2-ю звёздочку;
- примеривают цепь, намечают расположение ещё 2-х звёздочек.
 Сборка цепного механизма
Сборка цепного механизма
Вальцы должны вращаться без затруднения при натянутой цепи. Рукоятка приваривается к ведущей оси в последнюю очередь.
 Цепной механизм
Цепной механизм
Для механизма подачи движения в виде червячной передачи необходимо запастись шестерёнками нужного размера.
 Механизм подачи движения
Механизм подачи движения
Какие есть на рынке
Хозяйственный рынок предоставляет широкий выбор трубогибочного оборудования, различающегося по разным параметрам. Станки могут иметь несколько роликов и даже направлений для одновременного загиба нескольких заготовок. Рабочая зона оборудована откидным или регулируемым валом.

Привод выводится на верхние и нижние валы или только на один уровень. Электрические и гидравлические устройства предусматривают возможность ручного вращения с указанием, какое усилие для этого потребуется.
Современные модели трубогибов классифицируются по таким критериям:
- силовой привод;
- габариты;
- вид обрабатываемого металла;
- толщина стенок профиля;
- диаметр (мм) роликов;
- максимальная длина заготовок.
Практически все станки имеют опцию реверса вращения прокатного механизма.
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.

Установка верхнего валка вальцовочного станка
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.

Чертеж общего вида трехвалкового вальцовочного станка
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.

Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.

Компактные самодельные вальцы для обработки узких заготовок

Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.

Вариант листогибочных вальцов, изготовленных своими руками
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
- Лист металла, который должен быть подвергнуть обработке, укладывается на два нижних валка.
- При помощи верхнего валка, оснащенного нажимным узлом, лист прижимается к нижним рабочим органам.
- За счет вращения рукоятки станка начинает выполняться вальцевание.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.
Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию профилегиба ручного составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.
Основные части вальцов
Такой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий. Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками. Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции. Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой. Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.
Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкцию
Однако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.










 Adblock
Adblock