Дип 300 токарный станок
Содержание:
- Как приобрести «Догнать и перегнать»?
- Управление токарно-винторезным станком ДИП-300 (1д63а)
- Устройство токарного станка
- Фартук токарно-винторезного станка ДИП-300
- Конструктивные особенности станка
- Обзор токарного станка ДИП-300: компоненты и характеристики
- ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ , ХАРАКТЕРИСТИКИ И ПАРАМЕТРЫ ОБРАБОТКИ СТАНКОВ производство Тайвань
- 1 Конструктивные особенности устройства
Как приобрести «Догнать и перегнать»?
ДИП-300 уже давно не производится. Новую модель купить сложно, доступны только бывшие в употреблении. Однако больше, чем за полстолетия, подобных станков было выпущено множество. Многие из них сохранились в отличном техническом состоянии, по другим был проведен капитальный ремонт. Благодаря простоте и надежности, восстановить такой агрегат достаточно просто, хотя и затратно.
Цена — первый показатель состояния ДИП-300. Стоимость работоспособной модификации начинается от 180 тысяч рублей. Всё, что стоит меньше этой суммы, либо находится в плохом состоянии, либо не функционирует и требует ремонта.
Преимуществом можно назвать то, что запчастей для станка на рынке очень много. К агрегату ДИП-300 подходят детали от последующих модификаций, а также от современных станков, которые выпускаются сегодня.
Если есть необходимые знания, навыки и соответствующее оборудование, выгоднее даже купить ДИП-300 под восстановление.
При покупке ДИП-300 обратите внимание на:
— состояние патрона, особенно кулачков, на надежность зажима;
— работоспособность системы смазки;
— состояние направляющих, влияющих на точность работы;
— вращение шпинделя, отсутствие биения.
Найти для покупки легко через интернет, в котором множество площадок по продаже б/у агрегатов. Самая популярная из них — Avito, сайт бесплатных объявлений. Цена зависит от даты его производства, технического состояния и износа узлов, а также от конкретной модификации. Новые модели, например, 1М63М или 1М63Н, обладают большими возможностями и стоят дороже.
Управление токарно-винторезным станком ДИП-300 (1д63а)
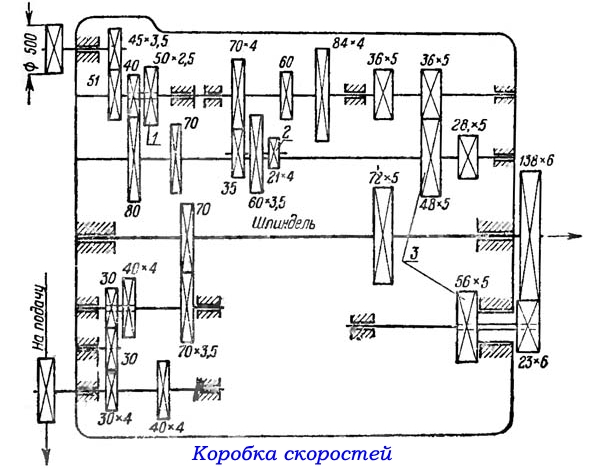
Коробка скоростей
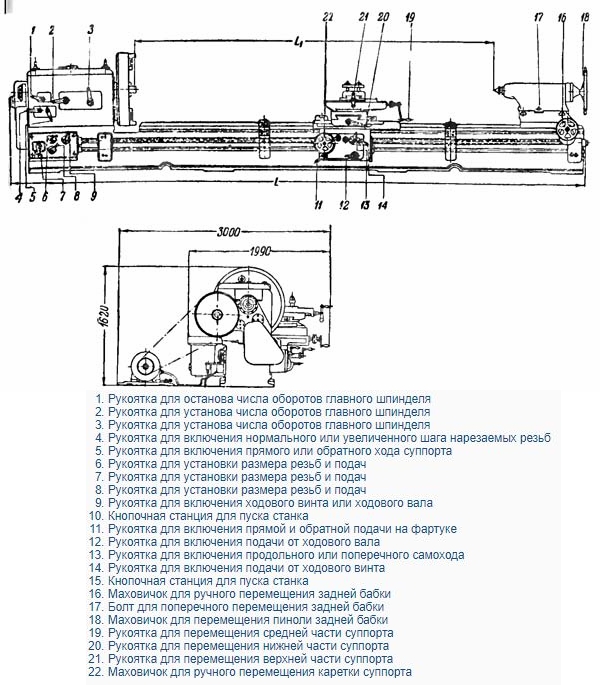
В зависимости от положения работающего пуск, остановка и перемена направления вращения шпинделя про изводится рукояткой 11 у передней бабки или рукояткой 17 у фартука. Эти рукоятки управляют двухсторонней фрикционной пластинчатой муфтой и тормозом, находящимися внутри коробки скоростей. Тормоз действует автоматически в среднем выключенном положении муфты, обеспечивая быструю остановку механизма коробки скоростей и шпинделя. При перестановке указанных рукояток в одно из крайних положений нужно, не торопясь, переводить их до среднего положения, а затем энергично ставить в нужное крайнее положение.
Рукоятки 1, 2 и 5 для изменения скорости вращения шпинделя нужно переставлять только на тихом ходу или при остановленном станке.
Коробка подач
Подачи и резьбы устанавливаются рукоятками 6(А), 7(В), 9(С) и переключателем конуса Нортон 8 согласно таблицы, находящейся на крышке коробки по дач. Включение ходового винта или ходового валика производится рукояткой 10(Д). Для непосредственной передачи вращения от гитары на ходовой винт, коробку подач выключают рукояткой 6(А), а рукоятку 7(В) ставят в среднее положение. Это бывает необходимо при нарезании резьб повышенной точности или со специальным шагом с помощью особого на бора сменных шестерен гитары. Переставлять рукоятки коробки подач можно только на тихом ходу.
Фартук и суппорт
Включение и выключение механизмов подачи суппорта производится рукояткой 14 падающего червяка, находящегося внутри фартука. Ручная подача суппорта осуществляется при помощи рукояток 18 и 20.
Автоматическое выключение продольной и поперечной подачи суппорта осуществляется при помощи механизма падающего червяка в момент перегрузки под действием большого усилия резания, или других сопротивлений (упор на станине) вдоль направления подачи. Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
При этом движении муфты по валику она поворачивает рычаг с рукояткой 14, поддерживающий червяк в поднятом положении и зацепленным червячной шестерней; червяк па дает и выходит из зацепления с шестерней. Для включения подачи червяк вводится в зацепление с шестерней поднятием его с помощью рукоятки 14.
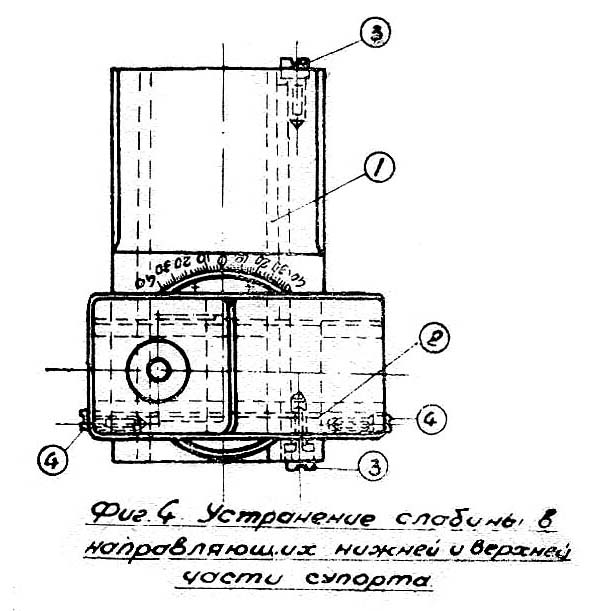
При закреплении резцедержательной головки суппорта рукояткой 19 необходимо следить, чтобы фиксирующий штифт входил в отверстие на нижней плоскости головки. Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Задняя бабка
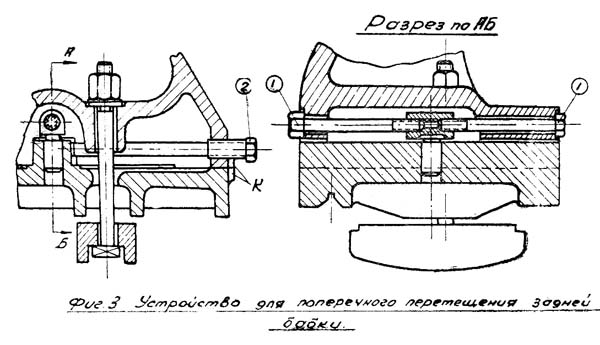
Поперечное перемещение корпуса задней бабки по мостику, необходимое при точении конусных изделий, осуществляется при помощи 2-х винтов 1 с передней и задней стороны в нижней части корпуса. После ослабления винта 2, прижимающего поперечную переднюю направляющую плоскость паза корпуса к выступу мостика, ослабляется винт с той стороны, куда нужно переместить бабку, и затягивается противоположный винт 1. Винт 2 после окончания установки снова затягивается. Установка центра бабки точно по центру шпинделя производится путем совмещения рисок на платиках «К», расположенных с задней стороны мостика и корпуса бабки. По отношению к мостику смещение бабки воз можно на 10 — 15 мм. Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Упор
Упор, перестанавливаемый и закрепляемый на станине, предусмотрен для обточки изделия на определенную длину при продольном точении путем автоматического выключения подачи при соприкосновении с упором каретки. Упор устанавливается на направляющих станины в начале на — глаз и укрепляется винтом прихвата, а затем винтом регулировки производится точная установка.
Устройство токарного станка
Оборудование такого типа облегчает выполнение стандартных операций вроде точения, обработки конусов, создание резьбы разных видов. Они становятся доступны пользователям благодаря имеющимся приспособлениям.
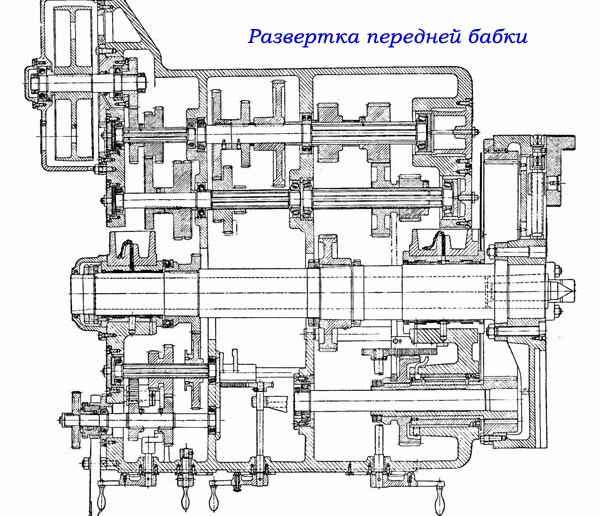
Передняя бабка
Переднюю бабку крепят на одном из концов станины, расположенном слева. Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.
Есть шпиндель, к которому добавляют сквозное отверстие. По концам монтируются специальные конусы, происходит вращение внутри двух опор. Шпиндельной опорой становится двухрядный роликовый подшипник, с дополнением в виде роликов-конусов. Однорядный подшипник высокой точности сзади заслуживает отдельного рассмотрения. Две основные детали отвечают за предварительный натяг:
- Конические ролики.
- Пружины.
Переключение шестерни специальной рукояткой приводит к поддержанию реверса за счёт ходового винта, вала. Другие дополнительные рукоятки отвечают за управление механизмом подач, увеличение шагов во время основного рабочего процесса.

Суппорт
Назначение элемента – в том, чтобы фиксировать режущие конструкции. Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
- У несущей станины, вдоль направляющих оси.
- Перпендикулярно.
Перемещение предполагает применение ручного, либо механического способа, с активацией специального механизма.
Задняя бабка
2 планки и 4 болта становятся незаменимыми помощниками при креплении этой части конструкции. Несущие станины снабжены направляющими, выступающими местом монтажа. Четыре радиальных шарикоподшипника устанавливаются в мостик, что способствует более лёгкому движению по направляющим для бабки. При сверлении изделий из металла удалённость пиноли становится важным фактором. Для этого приступают к монтажу специального винтового лимба. Перемещение по оси пиноли имеет основу в виде маховика.
Коробка подач станка
Отличается закрытым видом устройства. Процесс подач отлаживают следующими действиями:
- Применение необходимых рычагов.
- Меняют шестерёнчатые механизмы с зубцами.
Облегчается создание нормального ряда резьбы по разным схемам. При обработке на станке деталей упрощается получение подачи с правильными характеристиками
Переход к прямому включению винта рекомендован, когда важно создать индивидуальную резьбу, для которой важна высокая точность
Гитара токарного станка
Основное назначение – передача крутящего движения. Источник – вал выхода у скоростной коробки, адресат – вал входа коробки подач. Сменные зубчатые колёса могут быть установлены в различной комбинации. Проще становится регулировать станок, когда создают разную резьбу.
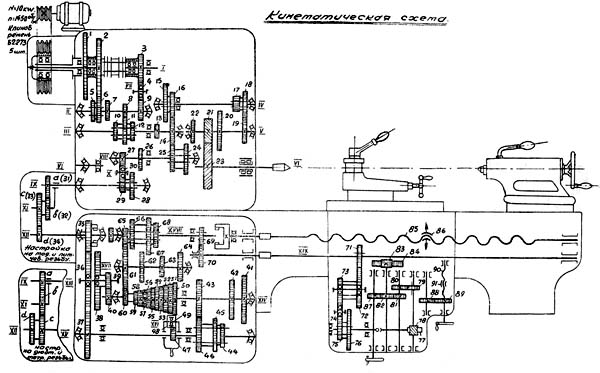
Кинематическая схема
В левой тумбе станка обычно размещают главный электрический двигатель. Клиновые ремни участвуют в передаче движения к приводному шкиву первого вала коробки скоростей.
В устройстве есть несколько кинематических цепей, включающих муфты и валы. Зубчатые колёса и шпиндели тоже принимают непосредственное участие в процессе передачи энергии движения от одного элемента к другому. Паспорт это подтвердит.
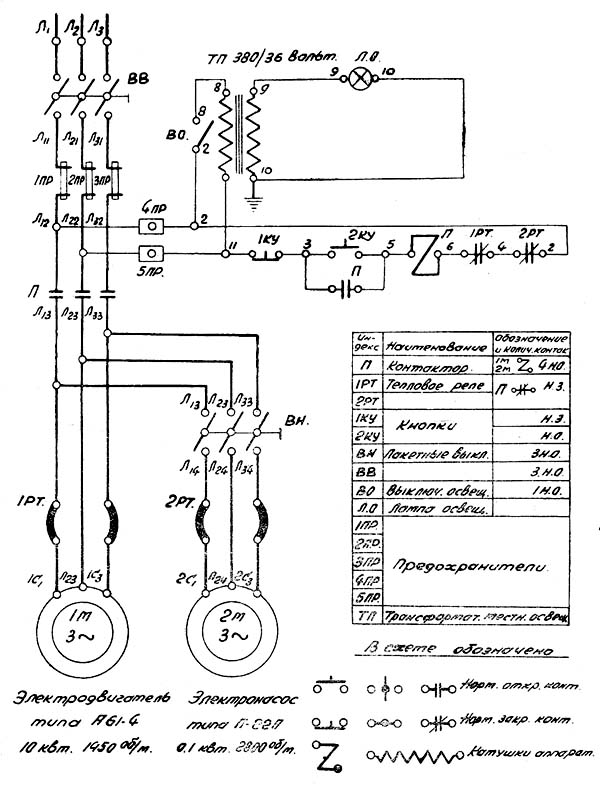
Электрическая схема
Всего у винторезного станка этой группы есть четыре двигателя:
- Специальный насос. Подаёт жидкость, участвующую в смазке деталей. На него устанавливают специальный фильтр, делающий работу более удобной.
- Движок, благодаря которому каретка движется ускоренно.
- Силовой агрегат, относящийся к охлаждающей системе.
- Основной движок, степень вращения у которого доходит до 1750 оборотов в минуту.
Только при включенном фрикционе в устройстве будет запускаться основной двигатель, как говорит электросхема.
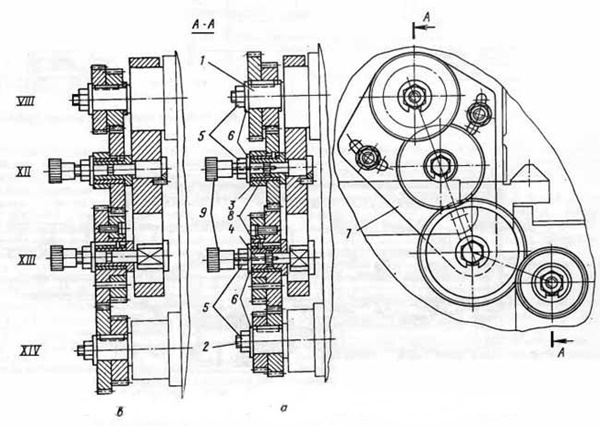
Фартук токарно-винторезного станка ДИП-300
Чертеж фартука токарного станка ДИП-300
Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ (рис. 7).
Благодаря наличию электромагнитных муфт 4 и 5 управление фартуком сосредоточено в одной поворотной рукоятке 7, расположенной с правой стороны фартука. Направление поворота этой рукоятки совпадает с направлением необходимого движения подач или быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо нажать на кнопку 6, находящуюся на самой рукоятке.
Благодаря наличию в фартуке обгонной муфты 8, включение ускоренного хода возможно при включенной рабочей подаче.
Во избежание одновременного включения ходового винта и ходового вала предусмотрена электрическая блокировка.
Электродвигатель быстрого перемещения суппорта расположен с правой стороны фартука. На передней части фартука находится лимб 2 продольного точения с ценой деления I мм. С целью исключения влияния механизма фартука при нарезании резьб валик реечного зубчатого колеса продольной подачи отключается от этого механизма путем вталкивания находящейся внутри валика вытяжной кнопки I, которая расцепляет муфту внутреннего зацепления 3.
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по маслоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
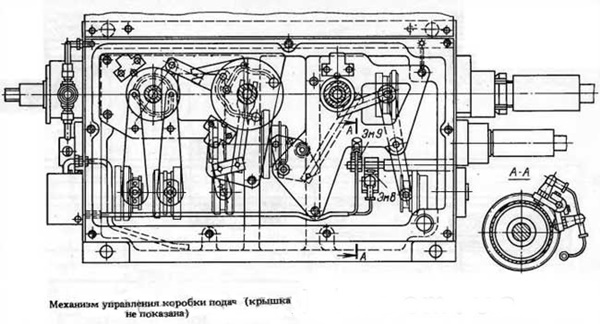
Чертеж коробки подач токарно-винторезного станка ДИП 300
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
Чертеж суппорта подач токарно-винторезного станка ДИП 300
Количество резцов, установленных в резцовой головке.. 4
Наибольшее расстояние от оси центров до кромки резцедержателя, мм.. 320
Наибольшее продольное перемещение, мм.. 1260
Наибольшее поперечное перемещение, мм.. 400
Цена одного деления лимба при продольном перемещении, мм.. 1
Цена одного деления лимба при поперечном перемещении на диаметр, мм.. 0,05
Перемещение на один оборот лимба продольное, мм.. 300
Перемещение на один оборот лимба поперечное, мм.. 5
Скорость ускоренного перемещения суппорта продольного хода, м/мин.. 4,5
Скорость ускоренного перемещения суппорта поперечного хода, м/мин.. 1,6
Суппорт крестовой конструкции имеет продольное перемещение по направляющим станины и поперечное — по направляющим каретки I (рис. 6). Оба перемещения могут быть ручными или механическими, а механическое — рабочим или ускоренным. Поворотная часть суппорта 2 имеет направляющие для перемещения верхней части суппорта 4 с резцовой головкой 3.
Верхняя часть суппорта также может перемещаться вручную и механически. Гайка поперечного винта 6 имеет устройство для выборки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками 5.
Конструктивные особенности станка
Станок имеет традиционную для оборудования этого класса конфигурацию, позволяющую выполнять все необходимые операции по обработке заготовок. Если возникла необходимость покупки данного типа оборудования, то при предпродажном осмотре лучше взять с собой специалиста, который определит аутентичность деталей, либо подтвердит обоснованность замены на другие, без потери качества.
Составные части токарного станка
Несущие детали оборудования выполнены из чугуна. Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
- Станина. Цельнолитая конструкция с высокоточной обработкой функциональных узлов, поверхностей скольжения, базовых геометрических точек;
- Передняя бабка. Элемент для фиксации детали, придания ей вращения, регулировки технических параметров обработки;
- Задняя бабка. Выполняет функцию поддержки длинномерных деталей в процессе обработки, точной фиксации их в пространстве. На задней бабке крепится режущий инструмент для выполнения отверстий, выполнения других операций;
- Силовая установка. Двигатели позволяют осуществлять полный контроль скорости резания, подачи, шага резьбы;
- Электротехническая схема. Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.
В комплекте к оборудованию поставляется два люнета, подвижны и неподвижный для качественной обработки длинных деталей, предотвращения вибраций, получения точной геометрии изделий. Задняя бабка перемещается по станине с помощью редуктора и вращающейся рукоятки. Отдельный встроенный, регулируемый вал позволяет фиксировать центра, режущий инструмент. Мощный корпус, удачная архитектура станка, высокие требования при производстве деталей для него позволили изделию эксплуатировать его не одно десятилетие.
Расположение и назначение органов управления
Конструкция станка позволяет работнику быстро настраивать оборудование под решение предстоящей задачи. Основные органы управления находятся слева от токаря на корпусе станка. К ним относят:
- Кнопка включения/выключения станка;
- Лимб переключения скорости вращения рабочего шпинделя;
- Рукоятка переключения на резьбовой вал подачи;
- Лимбы установки шага для дюймовой, метрической, модульной резьбы;
- Рукоятки установки скорости продольной, поперечной подачи.
На суппорте установлен переключатель режима подачи. Он имеет два положения. В первом включается муфта принудительной подачи, во втором управление осуществляется в ручном режиме. Конструкция суппорта имеет дополнительные салазки для четырехпозиционного резцедержателя с независимой регулировкой поперечного движения для изготовления конусов, деталей сложной формы. Штатный патрон 4-х кулачковый, диаметром 100 мм.
Обзор токарного станка ДИП-300: компоненты и характеристики
Разработкой токарного станка серии ДИП-300 занималось государственное предприятие «Рязанский станкостроительный завод». Но помимо него это оборудование изготавливалось на Тбилисском станкостроительном заводе. Станок марки ДИП-300 относится к серии 1М63.
Конструктивные компоненты станка

Модель характеризуется стандартной компоновкой элементов. Это обусловлено универсальностью оборудования и возможностью его применения на мелкосерийных производствах, а также специализированных ремонтных мастерских.
К особенностям оборудования можно отнести максимальный показатель устойчивости к вибрации. Станина изготовлена из чугуна, что не только повышает массу станка, но и благоприятным образом сказывается на времени безремонтной эксплуатации. Также в станине установлены две призменные направляющие. Благодаря им повышается точность выполнения операции.
Описание конструктивных элементов, установленных на станок ДИП-300:
- коробка скоростей. Она установлена в левой части станка и соединена с электродвигателем главной подачи с помощью клиноременной передачи. Характеризуется ступенчатым регулированием механизма главного движения. Активация быстрого обратного хода происходит с помощью фрикционной муфты;
- фартук. Он закрытого типа, передняя крышка снимается. Электромагнитные муфты облегчают управление, так как она находится на одной рукояти. Обгонная муфта дает возможность активировать ускоренный ход при включенной рабочей подаче;
- коробка передач. Представляет собой закрытый блок, внутри которого размещены две оси. На них устанавливаются зубчатые колеса. Для формирования точных и специальных резьб можно задействовать прямое включение ходового винта;
- суппорт. Имеет крестообразную форму. В продольном направлении смещается по направляющим станины, в поперечном — по каретке. Это можно осуществлять в механическом или ручном режиме.
Для обработки крупных деталей станок комплектуется подвижными и неподвижными лютенами. Благодаря им можно осуществлять точение заготовок диаметром от 20 до 150 мм. Также в конструкции есть продуманная система охлаждения. Бак находится в правой тумбе. С помощью циркуляционного насоса СОЖ подается в зону обработки заготовки.
Для повышения производительности в конструкции фартука ДИП-300 встроена система смазки. Масло подается по циркуляционной магистрали.
Технические характеристики
Станок серии ДИП-300 является последней моделью, которая изготавливалась без комплектации числовым программным управлением. Несмотря на этот недостаток, обучение персонала для работы на оборудовании упрощено. Главное — детально ознакомиться с техническими и эксплуатационными характеристиками станка.
Масса станка при полной комплектации составляет 4300 кг. Его габариты не превышают размеров 353*168*129 см. Поэтому при выборе места установки следует учитывать эти факторы. Обязательным условием является подготовка основания для монтажа, а также обеспечение свободного пространства для рабочего и механизмов подачи заготовки для установки на станок.
Токарно-винторезный станок ДИП-300 обладает следующими техническими характеристиками:
- максимально допустимый диаметр заготовок. Над станиной — до 63 см; над суппортом — до 35 см; над выемкой — 90 см;
- допустимая длина детали — до 140 см;
- масса изделия не должна превышать 2 тонн;
- частоты вращения шпинделя на головке при прямых оборотах — от 10 до 1250 об/мин. Для обратных это значение варьируется от 18 до 1800 об/мин;
- диаметр отверстия шпинделя — 70 мм;
- число скоростей. Для прямого входа — 22; обратного — 11;
- резцовые салазки перемещаются на расстояние до 22 см;
- количество подач одинаково для всех направлений и равно 44;
- смещение пиноли задней бабки составляет 24 см.
Для полноценной работы оборудования конструкции предусмотрено три электродвигателя. За главный привод отвечает силовая установка, мощность которой составляет 13 кВт. Для быстрых смещений применяется двигатель 1,1 кВт. Мощность насоса системы охлаждения равна 0,12 кВт. При выборе режима обработки следует учитывать, что значение тока электродвигателя напрямую зависит от подаваемого напряжения.
С примером выполнения восстановительных работ модели ДИП-300 можно ознакомиться из содержания видеоматериала:
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ , ХАРАКТЕРИСТИКИ И ПАРАМЕТРЫ ОБРАБОТКИ СТАНКОВ производство Тайвань
|
модель станка |
максимальный наибольший диаметр обработки над станиной |
max . диаметр обработки над суппортом и поперечными салазками суппорта |
расстояние между центрами РМЦ Наибольшая длина продольного обтачивания и перемещения суппорта |
длина устанавливаемой и обрабатываемой детали и изделия |
проходное сквозное отверстие в шпинделе — для обработки внутри шпинделя (Наибольший диаметр прутка) |
|
USS-T-1000 USS-T-1200 USS-T-1400 USS-T-1600 |
1000 мм -стандартный 1200 мм -увеличенный 1400 мм -поднятые центра 1600 мм -поднятые центра |
1000 мм 1500 мм 2000 мм модификации с удлиненной станиной для обработки длинномерных заготовок : увеличенная длина-3000 мм увеличенная длина-4000 мм увеличенная длина-5000 мм увеличенная длина-6000 мм увеличенная длина-7000 мм 8000 мм , 9000 мм ,10000 мм , 12000 мм , 14000 мм ,15000 мм ,16000 мм |
1 метр 1.5 м. 2 м. 3 м. 4 м. 5 м. 6 м. 7 м. 8 м., 9 м.,10 м. ,12 м.,14 м.,15 м.,16 м. |
60 мм , 80 мм , 100 мм , 105 мм , 120 мм большой шпиндель 140мм ,160мм ,200 мм (опция 230,318,360,410,535мм) |
В стандартную комплектацию входит : система подачи СОЖ с гибкой регулируемой подачей в зону резания , установочные башмаки , комплект технической документации , центры упорные в заднюю бабку , 3-х кулачковый патрон , 4-х позиционная ручная резцедержка , инструмент для обслуживания станка . Вместе со станком поставляется Акт о проведении проверки станка на точность по ГОСТ или иностранным стандартам .
Современные высокоточные металлорежущие токарные станки очень удобны для металлообработки с высокой точностью и производительностью .
Универсальные токарные винторезные станки с ручным управлением типа ДИП-200 предназначены для точения и растачивания различных заготовок , нарезки резьбы всех типов и видов , отрезка , обработка торцов деталей .
Станки могут применяться в ремонтных цехах РМЦ , для производства различных деталей в металлообрабатывающих цехах .
Механическая токарная обработка детали может вестись в 3-х или 4-х кулачковом патроне или в центрах.
Обработка длинных изделий производится на токарных станках с длинной станиной ( удлиненными направляющими ) с установкой детали в люнетах.
По точности станки различаются — нормальной точности , повышенной точности , особоточные , прецизионные .
На все новое оборудование представляется гарантия 1 год — при условии соблюдения Покупателем Руководства по эксплуатации и рекомендаций паспорта на станок .
Опции и Аксессуары за дополнительную плату :
4-х кулачковый патрон , задняя бабка и пиноль с гидроприводом , патрон 3- х кулачковый с гидроприводом , механизированные верхние салазки для точения конусов , съемная выемка мостик в станине ГАП для увеличения диаметра обработки ( параметры ГАП — длина выемки и макс. диаметр над выемкой ) , дополнительные принадлежности и приспособления , центр упорный в переднюю бабку , центр вращающийся в заднюю бабку , держатель центрового инструмента в резцедержку , специальная резцовая оправка для резца для обработки на станке с ГАП при снятом мостике .
возможно изготовление и поставка станков по специальному заказу : увеличение высоты центров и диаметра обработки , увеличение мощности главного привода , установка частотного привода на шпиндель — бесступенчатая регулировка оборотов шпинделя , фрезерная и сверлильная головка , добавочный суппорт , удлинение станины — увеличение длины заготовки и длины обтачивания , установка заднего второго патрона , дополнительные кожуха и защиты , ограждения , пылезащита , взрывозащита , мощная задняя бабка с электроприводом , замена резцедержателя , производительная система смазки и СОЖ , Усиленные шпиндельные подшипники , тормозные устройства на шпиндель , коробка подач с измененными числами , гитара с иным передаточным отношением , дополнительный люнет , отдельно стоящий люнет , поддержка резьбового винта и вала , снижение или увеличение скорости шпинделя , резцедержатель добавочный задний , упор микрометрический продольного хода , резьбоуказатель , увеличенная максимальная масса обрабатываемого изделия в патроне и центрах , измененные пределы шагов нарезаемых резьб , добавление новых функций , оснащение средствами механизации и автоматизации .

1 Конструктивные особенности устройства
Повышенная жесткость станины, широкий диапазон настроек каретки и на шпинделе, определили надежность и высокую точность выполнения операций. Конструкция может выполнять все типы токарных работ, в том числе, формирование различных типов резьбы. Станок позволяет применять различные резцы.
Конструкция суппорта оснащена механической подачей, это позволяет обрабатывать длинные конусы.
Особенности станка:
- суппорт быстро перемещается в поперечном и продольном направлениях. Эти манипуляция возможны благодаря электродвигателю;
- главное движение представляет собой ступенчатый механизм. За эту функцию отвечает коробка скоростей, передачи в которой переключаются путем изменений порядка сцепления шестерен;
- многофункциональная коробка скоростей. Механизмы устройства позволяют реверсировать движения суппорта. Дополнительная опция – увеличение шага нарезаемой резьбы.
Токарно винторезный станок 1м63 оснащен закрытым фартуком, который имеет встроенную систему смазки. Она состоит из плунжерного насоса и распределителя масла. По указателю уровня масла регистрируют состояние текущего процесса.

Токарно-винторезный станок 1М63-3
Для нарезания точной и специальной резьбы нужно создать набор с зубчатыми колесами. В дальнейшем их устанавливают в коробку передач.
Станок с габаритами 353×168х129 см и общей массой 4300 кг имеет точность «Н». Основные паспортные характеристики включают максимально допустимый размер заготовки:
- над станиной – 63 см;
- над суппортом – 35 см.
Допустимая высота центров – 31,5 см во время обработки можно использовать заготовки длиной 140 см и массой 2000 кг.
В паспорте указана характеристика шпинделя:
- Электродвигатель мощностью 13 кВт.
- Частота вращения прямого движения – 10-1250 об/мин., обратное движение – 18-1800 об/мин.
- Отверстие диаметром 7 см.
- Скорость при прямом вращении – 22, при обратном – 11.
Станок оснащен механизмом торможения шпинделя. Он включает в себя электрическую часть, активация которой происходить при нажатии на соответствующую кнопку на пульте управления.
Характеристики подачи:
- Продольное смещение — 126 см, попересчное — 40 см.
- Резцовые салазки перемещаются на 22 см.
- Количество подач — 44.
- Продольные подачи осуществляются в пределах 0,064-1,025, а поперечные – 0,026-0.38.
- Деления лимба составляет 0,05 мм.
1.1 Люнеты и подшипники на токарный станок 1М63Н
Люнеты 1М63 считаются самыми популярными моделями в своей области, так как их часто используют для станков токарно-винтового типа. Изделия предназначены для обработки сложных конических и цилиндрических поверхностей.

Комплект роликов (в сборе) для неподвижного люнета станка 1М63Н
Процесс предполагает наружную и внутреннюю обработку и нарезание резьбы. В зависимости от того, какую операцию необходимо выполнить, люнеты могут меняться.
Неподвижные люнеты изготавливают из крепких металлов (в основном используют чугун)
Устанавливая конструкция важно проследить, чтобы нижняя часть соответствовала направляющим станка
Фиксация заготовки происходит по винтовой системе (три кулачка обеспечивают надежное закрепление). Если деталь обрабатывают по центру, тогда люнеты выступают в качестве промежуточной опоры.
Кольца вращаются относительно друг друга благодаря промежуточным элементам (телам качения), через которые происходит передача движения (качения). Увеличенная контактная поверхность между кольцами значительно уменьшает силу трения.
Таким образом, можно добиться высокой скорости вращения, а подшипники будут служить еще долгое время. Подшипники качения имеют отличительную черту – тела качения (ролики, шарики, иглы).

Неподвижный люнет для токарно-винторезного станка 1М63
Сепаратор защищает тела качения от взаимодействия между собой. Но существуют подшипники, которые состоят из тел качения и сепаратора или без наличия сепаратора.
1.2 Электрическая схема станка
Электросхема принципиальная включает:
- главный привод;
- привод подач;
- привод охлаждения.
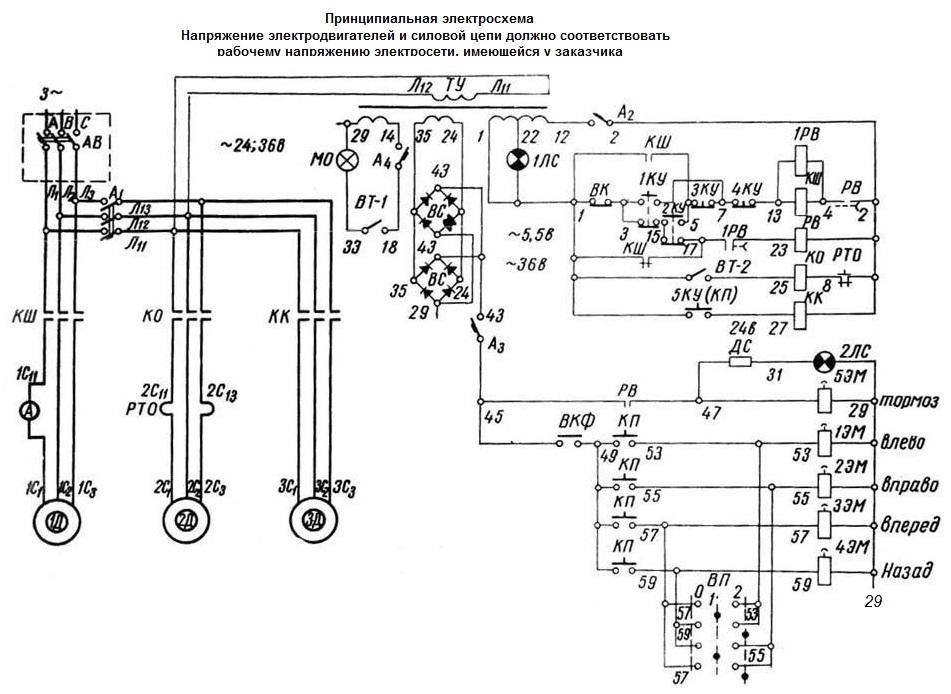
Электрическая схема токарно-винторезного станка 1M63-3









 Adblock
Adblock