Универсальный токарно-винторезный станок по металлу тв-320: описание, технические характеристики, схемы
Содержание:
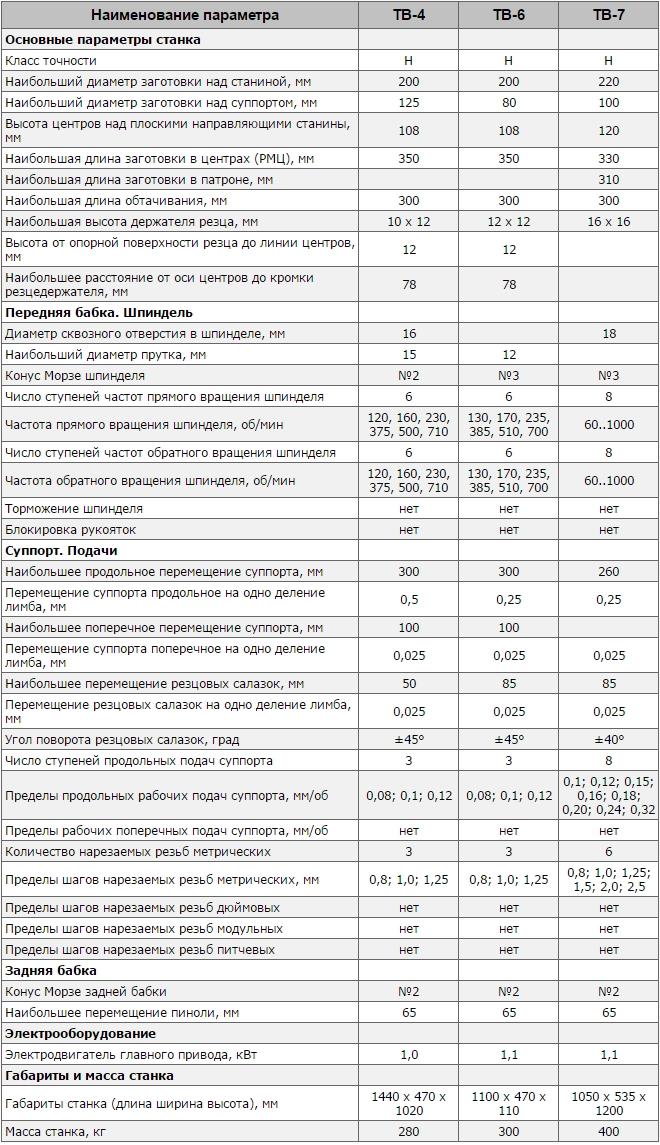
Технические характеристики
Согласно паспорту, ТВ-16 малогабаритное изделие, которому характерны следующие характеристики, позволяющие использовать агрегат в небольшой мастерской.

Основные параметры
- максимальный диаметр детали дискового типа — 1,6 см;
- максимальный диаметр обрабатываемой детали — 0,9 см;
- максимальная длина обрабатываемой детали — 2,5 см;
- промежуток между центрами — 25 см;
- высота центров — 8,5 см;
- максимальная высота проточки — 25 см.
Шпиндель
Установка токарного патрона на шпиндель требует наличия промежуточного фланца.
Параметры шпинделя:
- размер переднего края — М 3,9*0,4 см;
- инструментальный конус вала — 3;
- диаметр патрона — 10 см;
- диаметр отверстия в шпинделе — 1,8 см;
- параметры оборотов оси в минуту (6 ступеней) — 160, 250, 400, 630, 1000, 1600;
- максимальный диаметр прутка — 1,7 см;
- приостановление — отсутствует;
- реверс — по двум направлениям.
Суппорт и подачи
Возможность поворота четырехгранной резцедержки составляет 360 градусов с закреплением поворота, с помощью центральной рукоятки, на 45 градусов.
- осевое передвижение на одно деление лимба — 0,5 мм:
- поперечное передвижение на одно деление лимба — 0,05 мм:
- осевое перемещение на один оборот лимба — 32 мм;
- поперечное передвижение на один оборот лимба — 1,5 мм;
- количество резцов в держателе — 4;
- максимальное осевое перемещение – 2,6 см;
- максимальное поперечное перемещение – 10 см.
Резцовые салазки
Поперечные салазки движутся перпендикулярно оси станка, по направляющим расположенным вверху каретки. Верхние вместе с резцедержателем — по направляющим поворотной окружности, установленных на поперечных салазках.
Движение обеих салазок происходит в ручном режиме гайками и винтами.
- продольное перемещение лимба за один оборот — 3,2 см;
- поперечное перемещение лимба за один оборот — 0,15 см;
- максимальный угол поворота — 60 градусов;
- величина одного деления шкалы поворота — 1 градус;
- максимальная длина смещения — 1 см;
- передвижение на одно деление лимба — 0,05 мм;
- передвижение на один оборот лимба – 1,5 мм.
Задняя бабка
- максимальное смещение пиноли — 0,65 см;
- погрешность поперечного сдвижения задней бабки ± 0,5 см;
- погрешность поперечного сдвижения на 1 деление — отсутствует;
- конус Морзе — 1;
- максимальное смещение пиноли — 6,5 см;
- величина одного деления смещения пиноли: линейка 1 мм, пиноль — 0,5 мм.
Электрооборудование
Узел электрооборудования состоит из нескольких, совместно работающих механизмов для включения, выключения устройства. А также обеспечения безопасности при замыканиях и перепадах напряжения в сети, блокировки в экстренных случаях и заземления станка.
Включает в себя: пакетный переключатель реверсивного типа, подключающий станок в сеть, предохранитель, магнитный пускатель, запускающий и останавливающий агрегат, и клавиша «Стоп».
- мощность двигателя — 0,4 кВт;
- напряжение сети — 220–380 В.
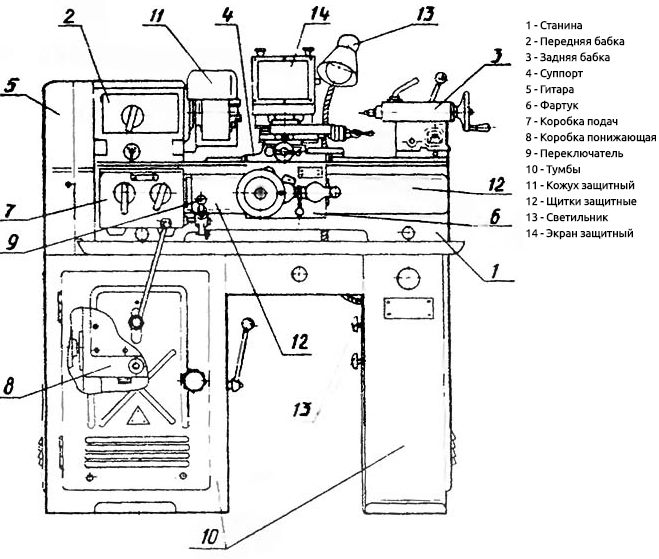
Конструктивное устройство токарно винторезного станка ТВ 6
Указанный агрегат собран из таких основных частей:
- Задней/передней тумбы.
- Станины.
- Коробки подач.
- Передней/задней бабки.
- Суппорта.
- Фартука.
- Гитары.
- Защитных кожуха (для патрона) и экрана (резца).
- Шкафа электрической коммутации.
Обе тумбы в сечении имеют П-образную форму и усилены сверху и снизу ребрами жесткости. В передней тумбе смонтирован электродвигатель главного привода, рядом расположена реверсная кнопочная станция для его пуска и остановки. Электрический щиток станка размещен в задней тумбе.
Станина является основным несущим элементом токарного станка ТВ 6 и опирается на обе тумбы. На станине монтируют и крепят, соединяя в общую конструкцию, все остальные механизмы станка. Для жесткости станине придается коробчатая форма, в ней есть проемы (окна). В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка. На передней плоскости станины расположен ходовой винт с рейкой.
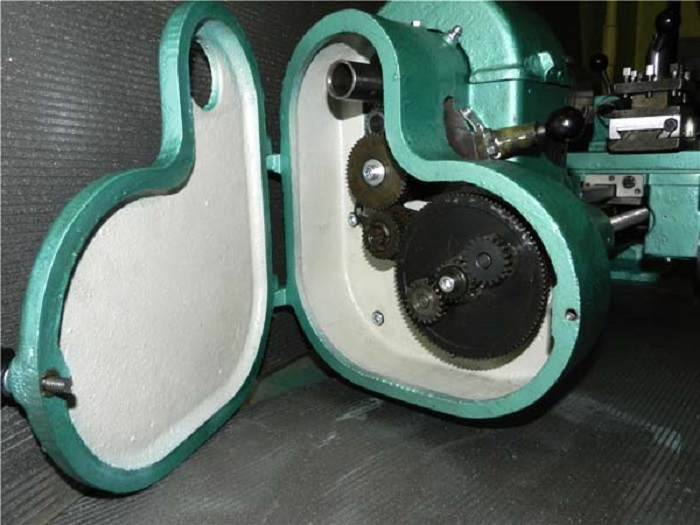
Внутрь передней бабки токарного станка ТВ 6 помещена 6-ти ступенчатая коробка передач, которую через клиноременную передачу вращает электродвигатель (главный привод). Коробка передач приводит во вращение шпиндель, в патроне которого закреплена обрабатываемая заготовка. Шпиндель опирается на три подшипника, один из которых – радиального типа, два других – упорные, и фиксируется при помощи винтов. Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач. Его передаточное отношение имеет для токарного станка ТВ 6 постоянную величину, равную ¼.
Коробка подач позволяет настроить процесс нарезания метрической резьбы с выбором шага из ряда 0,8; 1 или 1,25 мм или выполнять продольное движение суппорта. Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Назначением фартука является организация продольного движения суппорта вдоль заготовки через вращение вала либо винта (ходового). Суппорт можно перемещать двумя способами – вручную за счет вращения его маховика либо от ходового вала. Для фартука предусмотрена блокировка, которая не допускает его одновременного перемещения от вала (механический способ) и через маточную гайку маховика. Управление фартуком производится посредством трех имеющихся на нем рукояток.
Суппорт отвечает за крепление и перемещение резца. Для последнего действия он снабжен 4-ма каретками. Они связаны между собой через направляющие, которые обеспечивают перемещение резца (продольное и поперечное) вращением винтов и гаек. Нужный для этого момент создается маховиком. От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали. Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Резцедержатель фиксируется опорным штифтом на самой верхней каретке. Он вмещает четыре резца с сечением державки до 12 * 12 мм. Резцы зажимаются болтами.
Основное назначение задней бабки – поддержка не закрепленного в патроне конца детали вращающимся центром в одной оси со шпинделем. Это способствует получению точных размеров и приличной шероховатости поверхности изделий. Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки. Корпус бабки фиксируют на направляющей с помощью зажимной ручки.
Особенности станины токарного агрегата ТВ-320
Вся конструктивная оснастка станка располагается на чугунном основании, которое имеет коробчатую конфигурацию. В верхнем участке главной опоры оборудования размещены 4 направляющие, три из которых призматические, а одна – плоская. Они установлены на двух чугунных стойках. По призматическим направляющим перемещается поддерживающий узел (суппорт) агрегата, а по остальным задняя бабка.
В левой тумбе опоры располагается блок скоростей токарного агрегата, отдел с электрооборудованием, электропривод, резервуар для охладителя.
Устройство шпиндельной бабки агрегата
Передний узел токарного станка ТВ-320 сделан из чугуна способом литья. В лицевой области токарного станка размещен узел перебора скоростных режимов, а в оборотной части – активный механизм блока подач, функционирующий в нескольких (прямое, обратное) направлениях.
Нагрузка реза, влияющая на шпиндельный механизм по его базисной точке, принимается упорным подшипником.
Компоненты шпиндельной системы должны обладать определенными свойствами:
- расстояние между звеньями заднего оплота – 0,01– 0,015 мм;
- промежуток промеж подшипника и полого вала в поперечном направлении – 0,015–0,03 мм.

Узел агрегата, посредством которого осуществляется изменение подачи, располагается в левой области шпиндельной бабки. Регулировка подшипников качения этого узла выполняется с помощью индивидуальных гаек.
Механический держатель для резцов (суппорт агрегата)
Предназначение поддерживающего узла в токарном станке заключается в решение двух дилемм:
- на приспособление можно закрепить режущий инструментарий;
- передвижение токарного реза в продольном и поперечном направлениях.
Продольное передвижение бывает ручным либо механическим. Внутри конструкции предусмотрены два Т-образных паза для монтажа добавочного реза. Перпендикулярное передвижение осуществляет каретка из резцовых салазок, а уровень регулируется посредством двух упоров – шарикового и поперечного вида.
Назначение фартука токарного агрегата
Располагается с лицевой стороны. Специальная оснастка позволяет уберечь устройство от аварийной ситуации, когда происходит внезапный пуск рабочего ролика и винта.
 Активная позиция маточной гайки напрямую связана с расположением рукояти, которая отвечает за перевод подач. Данное включение возможно лишь, когда рукоять расположена в средней точке.
Активная позиция маточной гайки напрямую связана с расположением рукояти, которая отвечает за перевод подач. Данное включение возможно лишь, когда рукоять расположена в средней точке.
При появлении перегрузок в токарной системе во время обработки болванок срабатывает аварийное отключение подачи, которое называют устройством падающего червяка.
Функции блока оборотов агрегата
Через коробку скоростей передается вращательное действие от главного электродвигателя к шпиндельному механизму. На 3 валах блока имеется два коробки шестерен, которые обеспечивают девять скоростей вращения шпинделя. Можно контролировать натяжку ремней, передающих вращательные движения, посредством передвижения корпуса блока скоростей по особым пазам. Если возникает цель передвинуть коробку, то следует ослабить фиксирующие болты.
Чтобы ролики легче претерпевали нагрузки, для этого в их основании размещены подшипники (шарикового и роликового типа), промежуток в которых контролируется особыми винтами и гайконарезными соединениями.
Типовая комплектация станка ТВ-320 предоставляет возможность наносить резьбу метрического типа. Чтобы нанести другой вид резьбы потребуется установка вспомогательных шестерен. Комплект специальных зубчатых колес подбирается на основании таблицы, расположенной на гитаре.
Устройство задней бабки агрегата
Если перемещать бабку в поперечном направлении, то можно обрабатывать детали с конусной поверхностью. В свою очередь, продольное передвижение регулируется винтом и соединительной гайкой. Винт вращается маховиком. За положение пиноли отвечают два клеммных сухаря, связанных с регулирующей рукоятью.
Как смазывать токарный станок ТВ 320
Смазка станка должна производиться строго через интервалы, заявленные в инструкции к оборудованию. При этом периоды обслуживания для разных узлов — отличны друг от друга.
Смазка в ходе работы осуществляется автоматически. От обслуживающего персонала требуется только производить смену масла и его залив по уровню, заявленному в документации. При превышении объема — смазка может вытекать через втулку, технологические отверстия, нарушать работу оборудования.
Распределением масла в системе занимается соответствующий насос. Он подает смазку отдельно в узлы передней бабки, коробку подач и другие. При этом сам процесс распределения масла происходит автоматически.
- В передней бабке предусмотрена система распределения масла в зоны переднего и заднего подшипника. Для первого рекомендуется ограничивать подачу в 12-19 куб.см в минуту, для второго — от 3 до 5 куб.см. Регулировка производится соответствующим отверстием и установленной в нем пробкой. Задача обслуживающего персонала — не только отслеживать подачу в ключевые точки, но и обеспечивать соответствие уровня масла по указателю в корпусе передней бабки.
- Смазка шестеренок коробки скоростей происходит методом разбрызгивания масла, находящегося в корпусе. Это происходит непосредственно во время работы станка. От обслуживающего персонала требуется отслеживать, чтобы уровень масла не доходил до средины шкалы, нанесенной внутри корпуса. Отдельно смазываются (масленкой) подшипники выходного вала. Данная операция производится раз в 5 дней.
- Смазка коробки подач также осуществляется методом разбрызгивания. От обслуживающего персонала требуется заполнять корпус маслом до риски на стеклянном маслоуказателе. Оператор станка раз в смену должен проводить смазку игольчатого подшипника из масленки, заливая смазку в соответствующую ванну.
Особенности системы смазки станка ТВ 320 заключены в обязательном соблюдении периодичности замены масла в разных блоках. К пример, для коробки подач это нужно делать после первых 30 дней эксплуатации и каждые 8 месяцев. Также, необходимо промывать керосином зоны заливки через каждые 700 часов работы оборудования.
Поскольку шестерни привода насоса работают под высокой нагрузкой, вне зависимости от проводимых операций — должно уделяться особое внимание состоянию маслонасоса и его работоспособности. При поломке данного узла — работа на станке ТВ 320 запрещена
Технические параметры
Кинематическая схема станка
Объективно лучшим источником информации относительно токарно-винторезного станка является паспорт. Но проблема заключается в том, что отыскать оригинальный паспорт от завода-производителя сложно. В век Интернета всю информацию можно получить там. Потому не переживайте, если у вас в руках не оказалось бумажной инструкции по эксплуатации и руководство к токарно-винторезному станку.
Ваша задача в процессе покупки и начала эксплуатации станка — сравнить номинальные и эталонные технические характеристики.
Отметим наиболее значимые технические параметры, с которыми вы должны сравнить данные, актуальные для приобретенного вами токарно-винторезного агрегата с индексом ТВ 320.
- Габариты устройства для токарных и винторезных операций составляют 161 на 95 на 125 сантиметров;
- Масса агрегата — 900 кг;
- Предельный диаметр заготовки, которую можно обрабатывать на токарно-винторезном станке, зависит от ее расположения. Устанавливая под суппортом, максимальный диаметр детали — 320 мм, а если установка осуществляется над станиной — до 170 мм;
- Длина заготовки, которую способен обработать ТВ 320 — 500 мм;
- Резцы имеют сечение 20 на 20 миллиметров;
- Сквозное отверстие шпинделя отличается диаметром 26 мм. Это позволяет использовать на станке прутки, диаметр которых достигает 25 мм;
- Число ступеней для прямого и обратного вращения шпинделя одинаковое и составляет 18 единиц;
- Вне зависимости от направления вращения шпиндельной головки, частота ее вращения регулируется в пределах 36-2000 оборотов за минуту;
- Движение хода каретки идентично для работы по винту, валу и от руки — 580 мм;
- У токарно-винторезного станка количество поперечных и продольных подач одинаковое. Оно составляет 16 единиц;
- Максимальное смещение пиноли задней бабки составляет 90 миллиметров;
- Поперечное смещение — до 15 миллиметров.
Электрические двигатели
На токарно-винторезном устройстве рассматриваемой модели устанавливается пара электрических двигателей. Каждый из них отвечает за выполнение строго отведенных функций.
Оба электрических двигателя имеют надежную конструкцию, отличные технические характеристики и продолжительный срок службы.
- Главный электромотор. Он имеет мощность 2,8 кВт. Данный электродвигатель выполняет функции привода шпиндельной головки токарно-винторезного устройства.
- Дополнительный электрический двигатель. В его роли выступает двигатель, установленный в электронасос. Данный насос предназначен для работы системы охлаждения жидкостью. Мощность этого электромотора составляет 0,125 кВт. Этих параметров более чем достаточно для обеспечения эффективного охлаждения узлов токарно-винторезного оборудования.
Стоит добавить, что с целью повысить качество выполняемой обработки, на станке установили упоры для продольного движения.
Дополнительно токарно-винторезное оборудование получило систему защиты от возникающих перегрузок и систему блокировки рукоятки. Их функциональность не вызывает нареканий, о чем свидетельствуют соответствующие отзывы от владельцев данного токарно-винторезного устройства.
При всех объективных недочетах станка, он имеет целый ряд положительных характеристик. Его технические параметры, надежность и функциональные возможности позволяют сохранять актуальность спустя несколько десятков лет после прекращения производства. Но только вам решать, стоит ли оснащать свою мастерскую подобным агрегатом.
Общее устройство
Описание общего устройства станка соответствует установленному стандарту. К основным элементам корпуса относятся:
- станина (на ней крепятся все основные элементы);
- передняя и задняя бабки (на первой располагается шпиндель);
- привод, позволяющий осуществлять подачу детали;
- система охлаждения (служит для предотвращения перегрева вращающихся деталей);
- суппорт с кареткой для фиксации режущего инструмента;
- механизм переключения скорости вращения;
- система переключения подач;
- фартук.
Все перечисленные элементы размещаются на массивной станине. Её изготавливают из чугуна. Геометрически она напоминает прямоугольный параллелепипед. Увеличение жёсткости всей конструкции внутри станины предусмотрены рёбрами крепления. Они расположены по диагонали друг относительно друга.
В верхней части каркаса расположены три направляющих. Одна имеет плоскую форму и две призматической формы. Две направляющие призматической формы служат для перемещения суппорта с кареткой. По плоской и призматической направляющих производится изменение места положения так называемой задней бабки. Органы управления располагаются в левой части тумбы.
В состав передней бабки входит:
- так называемый шпиндель с элементами крепления заготовки;
- три шариковых подшипника (упорный, передний, задний);
- гайки регулировки для каждого из подшипников;
- муфта переключения.
Задняя бабка имеет элементы крепления. Она обладает двумя степенями свободы. Это позволяет изменять место положения, как в продольном, так и в поперечном направлении. Такое перемещение позволяет производить обработку деталей, имеющих форму конуса. Крепится к станине с помощью специального механизма, имеющего набор эксцентриков.
Суппорт универсального токарного станка решает две основные задачи: обеспечивает крепление режущего инструмента, осуществляет его перемещение в продольном и поперечном направлениях. Основными элементами являются:
- три вида салазок (поперечные, продольные, которые называются кареткой, верхние);
- поворотная система.
Все элементы суппорта перемещаются вручную. Салазки сделаны универсальными. Это позволяет устанавливать, кроме основной, дополнительную головку. С её помощью крепят ещё один резец. От точной установки режущего инструмента зависит качество обработки. Для этого на суппорте расположен специальный измерительный лимб.
Фартук станка для обеспечения вращательного движения двух элементов. Ходового валика суппорта и ходового винта. Система механической защиты предотвращает одновременное включение этих валов. В зависимости от положения рукоятки управления при помощи, так называемой, маточной гайки происходит плавное переключение подач.
Для защиты станка от возникших перегрузок в фартуке станка предусмотрен механизм падающего червяка. Такие перегрузки возникают при увеличении давления на заготовку, резком снижении скорости вращения заготовки, замедлении движения режущего инструмента.
Она позволяет изменять величину крутящего момента, передаваемого от основного электрического двигателя шпиндельному узлу и далее к закреплённой детали.
Конструктивно она построена на системе шестерёнок, которые располагаются на двух валах. Это позволяет производить изменение скорости вращения по девяти позициям. Корпус способен перемещаться по специальным пазам. Перемещение позволяет производить регулировку степени натяжения ремней. Они передают вращение шпинделю. Для обеспечения надёжности работы необходимо периодически производить замену ремней в коробке передач. Особенно следует следить за их состоянием в токарном станке ТВ-320П.

Шестерни гитары сменных шестерен
Настройку гитары сменных шестерен для нарезки резьб можно произвести как в этом видео
Конструктивные особенности станка модели ТВ-7
Токарный станок модели ТВ-7, часто называемый «Школьник», позволяет эффективно осваивать как теоретические, так и практические азы токарного дела. Данный станок пришел на смену модели ТВ-6, которая была подвергнута незначительной модернизации. Основное отличие данных школьных станков состоит в том, что у них по-разному устроены коробки скоростей и шпиндельные бабки.
Понижающая коробка скоростей токарного станка ТВ-7 имеет два режима работы. Частота вращения шпинделя регулируется с ее помощью, а также посредством ручной переброски приводного ремня на требуемую позицию. В конструкции ТВ-7 не предусмотрены рычаги для переключения скоростей, которые присутствовали в более ранних моделях.
Основные узлы станка
Основными конструктивными элементами токарного станка ТВ-7 являются:
- несущая станина;
- передняя и задняя бабки;
- защитные щитки, кожух и экран;
- переключатель;
- суппорт;
- коробка переключения подач;
- двухступенчатая коробка переключения скоростей (понижающая);
- гитара;
- фартук оборудования;
- светильник для освещения зоны обработки;
- несущие тумбы.
Характеристики станка ТВ-7
Технические возможности токарного станка ТВ-7 позволяют использовать его для выполнения следующих технологических операций по обработке металла:
- проточки и расточки поверхностей, имеющих цилиндрическую и коническую конфигурацию;
- подрезки торцов заготовки;
- отрезки части заготовки;
- сверления;
- нарезания резьбы метрического типа и др.
Устройство
Рассматривать устройство станка ТВ 320П следует поэлементно, так как каждый функциональный узел, элемент конструкции специально проектировался так, чтобы обеспечивать уникальные характеристики оборудования.
Агрегат построен по классической схеме, расположение и функционал отдельных узлов знакомы как квалифицированному оператору, так и техническим специалистам. В конструкцию входят:
- коробка передач, изменяющая обороты шпинделя;
- коробка передач для изменения скорости подачи;
- узел передней бабки со шпинделем;
- блок задней бабки с мобильной пинолью;
- привод подачи;
- фартук, обеспечивающий передачу крутящего момента на механику суппорта;
- привод охлаждающего контура;
- каретка суппорта.
Отдельные узлы станка имеют особенности, которые гарантируют качество обработки при высоких оборотах, обеспечивают стабильность рабочих процессов.
Станина
Одна из задач, решаемых станиной — обеспечение высокой устойчивости станка, жесткости его конструкции. Данный элемент выполнен из чугуна, представляет собой две вертикальные стойки. К особенностям станины относятся:
- наличие диагональных ребер жесткости внутри каждого блока;
- расположение по верхней части четырех направляющих, три из которых имеют призматическую форму.
Данная деталь станка изготавливается методом литья. В левой части станины монтируется коробка скоростей для переключения оборотов шпинделя во время операций точения. Здесь же монтируется электрошкаф, двигатель с защитой в виде кожуха, бачок с эмульсией.
Передняя шпиндельная бабка
Прочная оболочка данного узла — чугунная отливка. В ее передней части монтируется механика изменения скоростей вращения шпинделя. В задней части — переключатель хода (прямой и обратный).
Блок шпинделя — пустотелая трубка с конусной шейкой в передней части. Она устанавливается на подшипник скольжения, в задней части — на радиально-упорном подшипнике высокого класса точности.
Такой вариант конструкции позволяет нейтрализовать изгибающие воздействия, оказываемые клиноременной передачей. Для принятия усилий резания — предусмотрена установка упорного подшипника.
Суппорт
Блок суппорта предназначен для установки и надежной фиксации резца (основного рабочего органа). Данный узел также отвечает за его продольную, поперечную подачу. Суппорт состоит из нескольких функциональных частей:
- каретки;
- поперечных салазок;
- поворотного узла;
- верхних салазок.
В станке ТВ 320П реализовано несколько методов перемещения суппорта. Это делается как вручную, вращением колеса, так и механически, передачей момента вращения на приводной винт.
На суппорте предусмотрена установка дополнительного блока резцов на Т-образные пазы. Для ограничения перемещения салазок поперечного типа — в конструкции используются концевые упоры.
Фартук
Задача фартука — передавать момент вращения привода и вала каретки на узел суппорта. В механике функционального блока предусмотрены меры защиты. В частности:
- механика падающего червяка отключает подачу при превышении критического значения нагрузки на валу;
- предусмотрена защит от одновременной активации винта и ходового валика.
Защита предусматривает блокировку работы в случае как превышения нагрузки, так и резкого падения оборотов при заклинивании, заедании резца.
Коробка скоростей
В конструкции коробки скоростей три вала и два тройных блока шестерен. Узел обеспечивает переключение 9 скоростей, предусмотрена возможность регулировки положения (смещения по пазам). Для этого следует ослабить крепежные болты и позиционировать коробку при помощи специального винта.
В конструкции данного элемента использованы шариковые и роликовые подшипники. Их расположение гарантирует нейтрализацию осевых и радиальных сил, действующих на валы коробки. Чтобы установить штатные (приведенные в инструкции к оборудованию) зазоры подшипников — следует провести регулировку предназначенными для этой цели винтом и гайкой.
Задняя бабка
Особенности задней бабки заключены в возможности продольного, поперечного смещения, регулировке положения пиноли. Данный элемент конструкции работает не только как поддержка, когда производится токарка длинных заготовок. Есть возможность закрепления режущего и иного инструмента (например, метчиков или плашек) для выполнения определенного набора операций.
При точении конусных поверхностей — механика поперечного смещения бабки становится крайне полезной. Позиционирование в продольном направлении осуществляется перемещением узла по направляющим и фиксация при помощи гайки.









 Adblock
Adblock