Гост 7213-72 кернеры. технические условия (с изменениями n 1, 2, 3)
Содержание:
- Накернивание
- Ход работы
- Что такое кернер, его типы, приемы работы, фото
- Как выбрать керн?
- Кернер механический, пружинный – делаем лунки под сверло + Видео
- Назначение зенкерования и сферы применения
- Ход операции
- Техника
- Как сделать керн своими руками?
- Как пользоваться керном?
- Изготовление
- Принцип зенкерования металла
- Послеоперационный период
- Недостатки метода
- Практикум по слесарным работам
- Кернение разметочных линий
- Приемы разметки
Накернивание
После зачистки торцов заваренных отверстий производится раз-етка и накернивание центров отверстия под резьбу, сверление от-ерстия 0 29 мм и нарезание резьбы — Бриггса.
Всякая подготовка к распиливанию начинается с разметки и накернивания разметочных рисок, сверления отверстий по разметочным рискам и вырубания пройм под распиливание отверстий в заготовке.
Перед снятием обмотки необходимо наметить какой-нибудь паз ( накерниванием соседних зубцов), а также те коллекторные пластины, с которыми соединены концы сторон секций, лежащих в этом пазу. Это необходимо для сохранения прежнего расположения обмотки по отношению к коллектору.
Специальные кернеры ( рис. 35 а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Пометки о произведенном очередном испытании делают несмываемой краской или накерниванием на всех механизмах и приспособлениях, используемых для такелажных работ.
|
Разметочный угольник и его применение. |
Специальный кернер ( рис. 32, а) применяется для накернивания окружностей и закруглений небольших радиусов. Кернер такой конструкции намного ускоряет разметку и улучшает ее качество благодаря повышенной ее точности.
При соединениях деталей винтами с потайной головкой стопорение обеспечивается путем накернивания детали ( фиг.
Кернер Лещева ( рис. 74, в) используют для накернивания точек на равных расстояниях друг от друга, а также для накернивания точек окружностей и дуг малого радиуса из заданного центра. Кернер состоит из стержня, к которому прикреплена пружинящая ножка, и регулировочного винта. Вращением винта устанавливают ргднус размечаемой дуги пли шаг между точками, которые следует накернить. Острие ножки ставят в заданную точку и ударом молотка по торцу стер / кия накернявают размечаемую точку.
Специальные кернеры ( рис. 35, а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Для определения положения центров на торцах небольших обработанных заготовок и одновременного накернивания их применяются специальные приспособления, называемые центро-наметчиками. Разметка заключается в том, что центроискатель опирают воронкой на торец детали, причем его установку проверяют на глаз, затем молотком ударяют по головке кернера. На торце детали при этом намечается центр.
|
Текущий ремонт поршневых колец керновкой J. |
При текущем ремонте сокращение увеличенного зазора временно достигается раздачей колец путем накернивания их обоих торцов ( рис. 103) на глубину, определяемую опытом.
Стопорение посредством местной пластической деформации производят после затягивания винта или гайки накерниванием ( фиг. Операция кернения болтов или шпилек намного ускоряется применением специального кернителя, фиксируемого на гайке ( фиг.
|
Плоскогубцы комбинированные. |
Ход работы
Нетрудно изготовить автоматический керн самостоятельно, если работать поэтапно. От мастера требуется выполнить следующие действия:
- Изготовить стержень кернера. Желательно, чтобы он имел диаметр 0,4 см и длину 4 см. Рабочая поверхность обязательно должна быть закалена.
- На хвостовике бойка устанавливается амортизирующая шайба. После этого действия он считается готовым к применению.
- Приготовить ударно-спусковой механизм. Для этого выточенную деталь в виде конуса установить во внутренней части пружины. Выполнять данную работу следует таким образом, чтобы своей тонкой частью (0,3 см) деталь упиралась в торец бойка. Длина ее может составлять 3 см.
- Вставить ударно-спусковой механизм в корпус будущего инструмента.
- Верхняя часть трубы с торца глухо закрывается. Для этой цели трубка оснащается резьбой, на которую навинчивается крышка.
В результате самодельный кернер должен действовать следующим образом:
- Заточенный конусообразный стержень приставляется к намеченному месту для кернения, после чего на него следует надавить.
- Вторым своим тупым концом он воздействует на ударно-спусковой механизм: толкает конусообразную деталь, установленную в пружине к бойку.
- В результате надавливания стержня на ударно-спусковой механизм он своей конусообразной частью постепенно все сильнее смещается с торца, пока не попадает на центр бойка. Тот, пребывая под воздействием обычной пружины, и выполняет удар.
Изготовление изделия можно считать успешно завершенным в том случае, если при надавливании стержня в нужной точке на поверхности незамедлительно образуется метка. Как свидетельствуют многочисленные отзывы владельцев, самодельные кернеры и стержни удобно хранить в досках для шахмат. Там для каждого стержня можно сделать специальные секции, изготовленные из пенопласта.
Самодельные керны, как обычные, так и автоматические, являются оптимальным решением для тех, кто лишь от случая к случаю использует данный инструмент.
Что такое кернер, его типы, приемы работы, фото
Если в среде профессионалов кто-либо называл этот инструмент керном, он переставал таковым быть по определению. Керн или керно – это лунка в материале – результат работы кернера и никак иначе.
А еще образец породы грунта, полученный особым способом, но это точно не предмет нашей статьи.
Сейчас же, даже Википедия подает слово «керн», как второе название инструмента — кернера, что в корне неправильно, но оставим это на совести авторов материала.
Кернер — что это такое?
Кернер представляет собой металлический стержень, из инструментальной стали с заостренной ударной частью, заточенной под углом преимущественно 120° и закаленной на длину 20 – 30мм, и бойка – с другой стороны, также термообработанной, но на 10 – 15 мм. Еще ее называют затыльником. Используется в слесарном деле для получения лунок или кернов, необходимых для удобства сверления материала.
Большая часть инструмента остается незакаленной, а значит менее хрупкой, что делается в первую очередь с целью безопасности его использования.
Форма сечения стержня кернера особой роли не играет: он может быть круглым, и тогда не нем часто делается накатка, чтобы было удобнее удерживать его в руке, а может быть и шестигранным.
Кернение, почти во всех случаях, производится для последующего сверления материала, чтобы сверло не скользило по поверхности заготовки на начальном этапе сверления. Но бывают и варианты…
В зависимости от диаметра сверла подбираются и габариты кернера, но это чаще бывает на производстве при массовом кернении, для получения отверстий разных диаметров.
Также и угол заточки кернера может быть другим, ведь для мягких металлов и сверло затачивается под меньшим углом.
Приемы работы кернером
Способов кернения всего два: один – правильный, второй – неправильный.
Для кернения необходимо:
- Совместить кончик ударной части с пересечением линий разметки;
- Установить кернер строго перпендикулярно поверхности заготовки;
- Нанести один уверенный точный удар молотком по бойку, стараясь, чтобы вектор удара совпал с осью кернера.
Это все, невыполнение этих правил приведет к нарушению точности кернения или формы лунки, что может послужить причиной увода сверла.
Если же вы ошиблись при кернении, то сделайте то, чего не посоветуют вам ни в одном учебнике по слесарному делу:
- Аккуратно легкими ударами молотка осадите края воронки керна до уровня заготовки, если надо, обработайте это место наждачной шкуркой, закрепленной на ровном бруске;
- Возобновите линии разметки;
- Возьмите кернер меньшего диаметра с углом заточки около 60° (для таких случаев нужно его держать в домашней мастерской);
- Выполните процедуру кернения с особой тщательностью, но с меньшей силой удара;
- Убедившись в точности расположения нового керна, возьмите стандартный кернер и, совместив его острие с новой лункой, одним сильным ударом произведите кернение.
Как выбрать керн?
При выборе этого слесарного инструмента обратите внимание на следующие моменты:
- Из какого материала он изготовлен.
- Внешний вид кернера.
- Узнайте производителя выбранной модели. Лучше отдавать предпочтение изделиям известных производителей.
- Габариты кернера. Они должны подбираться с учетом диаметра сверла.
- Угол заточки. Если надо просверлить отверстие в мягком материале или же сделать особо точную разметку, то угол заточки кернера, как и самого сверла, может быть меньшим.
- Стоимость. Покупая слесарный инструмент кернер, не гонитесь за дешевизной и не берите изделие безо всяких опознавательных знаков.
Рейтинг кернеров
Поскольку кернер играет важную роль при проведении измерительных и разметочных работ, то не помешает ознакомиться с рейтингом самых лучших моделей такого слесарного инструмента:
- KWB 9209-90. Это ручной слесарный инструмент немецкой фирмы, которая владеет производственными площадями в Китае. Обладая легким весом, такой кернер прочен и надежен в работе.
- STANLEY 0-58-120. Американский инструмент, который изготавливают на территории Франции. Обладает увеличенной стойкостью к ударам благодаря бойку квадратной формы. Недостатком является большой вес.
- RENNSTEIG RE-430230. Это автоматический кернер по металлу немецкого производства. Имеет удобную прорезиненную рукоятку.
- JTC 3927. Относительно дешевый вариант производства Тайвань, который можно использовать для проведения разовых работ.
- ЗУБР Эксперт 21420-10. Автоматический кернер изготавливается в России. Удобен в работе и делает качественные лунки.
Кернер механический, пружинный – делаем лунки под сверло + Видео
При достаточной твердости металла сверло или саморез, завинчиваемый шуруповертом, могут с легкостью соскользнуть с намеченной точки, и в такой ситуации не избежать крупной царапины или даже сломанного сверла. Чтобы такого не случалось, принято делать лунки или керны, и инструмент для этого есть специальный – кернер!
Накерниватель – что за инструмент?
Накерниватель представляет собой совершенно простое устройство – стальной стержень от 100 до 160 мм в длину, диаметром 8-12 мм.
Стержень является в то же время и ручкой, поэтому имеет множественные насечки для предотвращения выскальзывания из руки.
Острие инструмента обычно выполнено из особо твердых сплавов и заточено под углом от 30° до 75°, в зависимости от целей, которые преследуются. Чем острее угол, тем точнее делаются разметки, вплоть до накернивания центра будущих отверстий.
Использование этого инструмента совершенно простое – для начала делаете разметку на поверхности карандашом, затем к прочерченной линии прикладываете накерниватель в левой руке (если вы правша), плотно прижимаете и наносите удар по торцу молотком в правой руке.
Только не нужно путать накерниватель с пробойником! Конечно, в случае необходимости в тонком металле пробить отверстие для гвоздя или шурупа тоже можно, более того, если инструмент хорошо заточен, это может произойти совершенно случайно, если вы не рассчитаете немного силы. Однако стержень накернивателя от такого использования очень быстро затупится или, еще хуже, сломается.
Накерниватель-циркуль позволяет с легкостью намечать дуги небольшого диаметра, а накерниватель-колокол служит для более точной разметки центральных отверстий на заготовках, которые в дальнейшем подлежат дополнительной обработке. Принцип работы этих инструментов чрезвычайно прост – приложил к изделию или заготовке, ударил молотком по торцу и получил нужный керн.
Механический пружинный кернер – инструмент для работы без молотка
Если для работы с обычным накернивателем вам понадобятся обе руки, то для работы с механическим или пружинным инструментом нужна лишь одна рука. Принцип действия такого инструмента заключается в плотном сжатии и самостоятельном освобождении пружины, которая приводит в действие внутренний боек, наносящий удар по стержню.
Существует и электрический автоматический кернер, в котором вместо усилия человеческой руки боек в действие приводит электрическая цепь, создающая кратковременное магнитное поле.
Ударник под действием поля втягивается, цепь размыкается, и освобожденный боек наносит удар по стержню.
Механические и электрические накерниватели способы в разы ускорить процесс накернивания – в минуту вы сможете делать до 40-50 лунок!
Оптимальным вариантом для домашнего использования будет либо стандартный накерниватель, либо недорогая пружинная версия, для постоянной работы лучше приобрести, как минимум, качественный механический керн, еще лучше – его электрическую версию.
Накерниватель своими руками – из чего можно сделать?
Накерниватель вполне можно сделать из тонкого сверла, заточив его под нужным углом. Однако тонкий стержень очень неустойчив и то и дело будет от удара выскакивать и улетать в разные стороны.
Поэтому либо продумайте вариант хорошей ручки, либо приобретите готовый инструмент. Кстати, с готовыми инструментами не все так просто – стержни зачастую затупляются очень быстро, после первых 50-100 накерниваний.
Объясняется это просто – производители использовали дешевый сплав.
В таком случае не обойтись без собственного творчества! Опять же, пригодится старое сверло или твердосплавный бур. Ваша задача – подогнать один конец под патрон дрели или сетевого шуруповерта. Для этого может понадобиться отрезать лишние детали болгаркой или сточить на точиле.
На все про все у вас может уйти около получаса.
Близкие родственники накернивателя – бородок-добойник и шлямбур
Накерниватель, бородок-добойник и шлямбур настолько внешне похожи, что спутать их проще простого! Однако же функции они исполняют все совершенно разные.
Бородок-добойник имеет практически полное сходство с накернивателем, за тем отличием, что рабочая его часть представляет собой урезанный конус.
Добойником также можно оставлять крупные отметины на металле, однако же, чаще всего, его используют для пробивки небольших отверстий в металле или для добивания крепежных элементов в материал.
Изготовлены добойники чаще всего из хром-ванадиевой стали. Лучше выбирать инструмент с закаленными наконечником и бойком. Рукоятка должна быть достаточно толстой, чтобы удобно было ее охватывать рукой.
Назначение зенкерования и сферы применения
Зенкерование отверстий – необходимая операция в машиностроении и станкостроении. Здесь точность деталей должна соответствовать микронам, и это в первую очередь касается просверленных каналов. Отверстия в металле, которые не имеют четкой цилиндрической формы, строгого диаметра по длине, в ответственных конструкциях могут стать причиной дополнительного люфта и, как следствие, привести к быстрому износу подшипниковых узлов и разрушению конструкции в целом. Зенкерование значительно повышает их точность, доводя до четвертого и пятого класса.
Процесс зенкерования в металлических заготовках позволяет добиться следующих результатов:
- Предварительно просверленный канал после обработки приобретает строгую форму цилиндра по всей своей длине – этот момент способствует четкому прохождению резьбовых соединений, валов, шпинделей, тяг сквозь него без лишних напряжений и люфтов.
- Канал получает строгие геометрические параметры относительно диаметров в каждой конкретной точке канала. Как следствие – меньший люфт и износ самого отверстия, если оно является частью узла, где происходит механическая передача, а также меньший износ передаточного механизма.
- Значительно повышается чистота канала. Пониженная шероховатость способствует меньшему образованию стружки, которая может возникнуть от вибрации и трения, большей крепости, надежности, износостойкости канала и всей конструкции в целом.
Если предварительно полученное отверстие имеет класс точности не выше третьего, то нужно проводить зенкерование и развертывание.
Ход операции
Так как предстоит обширное хирургическое вмешательство, все действия врача осуществляются под общим наркозом.
Описание операции Дюкена:
- Разрез кожи первоначально делают на 3—4 см выше связки паховой области. Его ведут по ходу проекции пучка сосудов вниз к вершине бедренного треугольника (на 13—15 см ниже паховой связки).
- Кожу в совокупности с подкожной клетчаткой отделяют от внешнего края разреза до медиальной области портняжной мышцы, а от внутреннего — до медиального края продолговатой приводящей мышцы.
- При этом проводят тщательное удаление поверхностных лимфоузлов в бедренной области. А вот избыточное удаление подкожной клетчатки не делают, так как это вызывает некроз тканей.
- После рассечения жировой клетчатки и фасции в нижней угловой части раны определяют крупную подкожную вену бедра, перевязывают ее и пересекают. То же самое проделывают с большой подкожной веной. После этого все разрезы сшиваются, рана дренируется, на место оперативного вмешательства накладывается широкая давящая повязка.

Техника
К. о. производят под эндотрахеальным наркозом. Чаще используют разрез кожи по Мартину или Крайлу (рис. 1). Кожные лоскуты мобилизуют до средней линии шеи, ключицы, трапециевидной мышцы и нижнего края нижней челюсти. Затем рассекают вторую и третью фасции по средней линии шеи, далее вдоль ключицы отсекают ножки грудино-ключично-сосцевидной мышцы и пересекают внутреннюю яремную вену. Выделяют клетчатку бокового треугольника шеи, рассекают ткани вдоль переднего края трапециевидной мышцы. После пересечения пятой фасции. шеи на уровне ключицы все ткани поднимают кверху. Последовательно резецируют нижний полюс околоушной слюнной железы, грудино-ключично-сосцевидную мышцу отсекают от сосцевидного отростка, рассекают ткани вдоль нижнего края нижней челюсти и удаляют клетчатку подчелюстного треугольника. Внутреннюю яремную вену вторично пересекают под основанием черепа. Блок удаляемых тканей содержит клетчатку шеи, лимф, узлы, внутреннюю яремную вену, грудино-ключично-сосцевидную мышцу, подчелюстную слюнную железу, нижний полюс околоушной слюнной железы и добавочный нерв; поверхностная фасция шеи составляет переднюю стенку удаляемого препарата, пятая фасция — заднюю стенку (рис. 2). На дне раны остаются лестничные мышцы, общая сонная артерия и блуждающий нерв. Рану дренируют резиновыми выпускниками или осуществляют активный дренаж.
Выполнение К. о
слева требует особенной осторожности, т. к
возможно повреждение грудного лимф, протока.
Односторонняя К. о. может вызвать деформацию шеи, атрофию мышц плеча, отвисание его, боли в плече.
Послеоперационное течение и уход не имеют специфических особенностей.
Результаты К. о. зависят от лечения первичной злокачественной опухоли; летальность после операции — 0,5-2%.
См. также Шея.
Библиография: Раков А. И. и Вагнер Р. И. Радикальные операции на шее при метастазах рака, Л., 1969, библиогр.; Фал и леев Г. В. Опухоли шеи, М., 19 78; Crile G. Excision of cancer of the head and neck with special reference to the plan of dissection based on one hundred and thirty-two operations, J. Amer. med. Ass. v. 47, p. 1780, 1906.
Как сделать керн своими руками?
Те умельцы, которые любят мастерить, могут попробовать изготовить кернер своими руками. Этот слесарный инструмент сэкономит средства и ничем не будет уступать заводскому изделию, а сделать его можно, например, из обычного болта, диаметр которого 14 мм. Работа по изготовлению керна состоит из следующих этапов:
- На токарном станке зажимаем болт, стачиваем его конец на конус, заостряя нижний край.
- К середине болта привариваем отрезок арматуры либо стального прутка.
- Надеваем на край заготовки деревянную ручку, которую можно снять со старого напильника или стамески, или же сделать самому.
- Закаливаем заостренный конец самодельного кернера. Для этого надо раскалить на газовой горелке острие болта, а затем окунуть его в сосуд с минеральным маслом.
- Дать изделию остыть и можно пользоваться полученным слесарным инструментом, который пригодится в любой домашней мастерской.
https://youtube.com/watch?v=FYJuRcRUmQc%250D
Как пользоваться керном?
Если в процессе работы требуется сделать отверстие в какой-либо детали, то прежде всего надо наметить будущее место сверления. Для этого используют слесарный кернер. Помните, что подобные манипуляции следует проводить на массивном твердом основании. Процесс работы с ручным инструментом происходит следующим образом:
- Устанавливаем кернер заостренным концом в размеченную точку на заготовке, причем держать инструмент надо строго вертикально.
- Наносим точный резкий удар молотком по затыльнику. При этом надо соизмерять силу удара, ведь при чрезмерном усилии тонкая заготовка может деформироваться
- Принцип работы пружинного керна отличается тем, что по нему не надо бить молотком, а только надавить на инструмент для сжатия пружины.

Изготовление
Зажимаем клапан в тиски и отрезаем шляпку. После того как отрезали шляпку, зажимаем клапан в шуруповёрт либо дрель, для того чтобы заточить конец заготовки с помощью болгагки или наждака.
В крайнем случаи это можно сделать, держа клапан руками, при этом не забывайте о технике безопасности.
Теперь зажимаю клапан в шуруповёрт с обратной стороны и зачищаю всю поверхность.
Затачивал клапан я со стороны шляпки и у вас должно получиться как на картинке.
Потом с помощью горелки, технического фена либо зажигалки — осаживаю термоусадочную трубку.
Теперь наш керн имеет красивый внешний вид и полностью готов к работе.
Принцип зенкерования металла
Сам процесс улучшения класса точности отверстия путем зенкерования проходит следующим образом:
- В соответствии с диаметром, который необходимо получить в итоге после операции, выбирают диаметр зенкера. Он должен быть больше исходного (диаметр инструмента зависит от нескольких факторов) и соответствовать конечному диаметру при финишной обработке или промежуточному при дальнейшей развертке.
- Этот выбранный зенкер при помощи хвостовика закрепляют в патроне станка (сверлильного, токарного).
- Обрабатываемую деталь фиксируют каналом строго напротив зенкера, чтобы их оси идеально совпадали.
- Включают станок и выставляют определенные обороты вращения инструмента. Они строго регламентированы и зависят от типа режущего элемента, металла и диаметра отверстия.
- Подают этот инструмент в рабочую область на скорости, которая тоже выбирается не случайно. Иногда в область обработки также подают охлаждающее вещество, когда того требует технологический процесс.
Послеоперационный период
Восстановительный период длится в среднем 2-3 месяца, но многое будет зависеть от самого пациента
Важно соблюдать все рекомендации доктора. Основу их составляют такие правила:
- Конечность, через которую осуществлялся доступ к лимфатическим узлам, должна в течение 4-6 суток пребывать в полусогнутом положении.
- После операции определенное время необходимо провести в лежачем положении, совершать все движения плавно, без резких рывков.
- Вся пища пациента должна быть термически обработанной, воду нужно пить в ограниченном количестве.
- Опорожнение мочевого пузыря должно осуществляться сразу же после первых позывов.
- Если развился запор, допустимо принять легкое слабительное средство.
- При возникновении осложнений следует в срочном порядке оповестить об этом лечащего врача.

Недостатки метода
Несмотря на огромную важность для жизни пациента, операция Дюкена имеет ряд недостатков:
- В передней стороне бедра и брюшной стенки чаще всего возникает нарушение кровообращения. Это происходит за счет вертикального разреза в проекции сосудов бедра. Они расположены перпендикулярно силовым кожным линиям.
- Вертикальный рубец значительно ограничивает движения больного, что проявляется болями тянущего характера и дискомфортными ощущениями.
- Крупный продольный разрез в 50% случаев приводит к нагноению раны с длительным ее заживлением. Это может наблюдаться еще и за счет вторичного напряжения мышц.
- Развитие обширных краевых некрозов кожи. Происходит это от недостаточного ее питания за счет скальпирования кожи, которое необходимо для того, чтобы удалить пораженные метастазами лимфоузлы.
- Послеоперационное отслоение кожных лоскутов, а иногда и нагноение лимфатических затеков. После операции образуются полости, в которых скапливается лимфа. Чаще всего ее нагноение обусловлено лишним весом пациента, так как данный показатель встречается у большинства больных.
Именно эти негативные моменты приводят к последующим осложнениям.
Операция Дюкена, несмотря на то, что успела стать классикой в хирургическом мире, имеет множество негативных последствий. Но если соблюдать все предписания врача, то осложнения будут незначительными. Сейчас операцию несколько модифицировали, чтобы исключить диссеминацию метастазов выше или ниже места поражения. Для этого не только удаляют лимфоузлы и часть большой вены, но и проводят разобщение глубоких и поверхностных лимфатических протоков, пересекают лимфососуды в ногах ниже места поражения.
Практикум по слесарным работам
Кернение разметочных линий
Операция кернения заключается в выполнении кернером небольших углублений по линиям — рискам. Рабочая часть разметочных кернеров имеет угол заточки конусной части 45 или 60°.
Кернение необходимо главным образом для контроля правильности произведенной обработки. Расстояние между керновыми углублениями выбирают на глаз в зависимости от длины и вида разметочных линий: на прямых линиях — на расстоянии 15—20 мм; на окружностях и дугах — на расстоянии 5—10 мм. Точки сопряжения и пересечения обязательно кернят. На обработанных поверхностях точных изделий разметочные риски не кернят.
Учебное задание 1 содержит кернение рисок обыкновенным кернером (рис. 28). Последовательность выполнения задания.

Рис. 28. Установка кернера:
а — наклонно (первое положение); б — вертикально (второе положение); в — нанесение ударов молотком при кернении
1. Размечаемую заготовку укладывают на плиту таким образом, чтобы риска, подлежащая кернению, была направлена прямо к работающему. Молоток держат правой рукой, а кернер—левой.
2. Установку кернера на риску и кернение выполняют в два приема. Сначала при установке кернера на риску (рис. 28, а) работающий наклоняет его немного от себя, устанавливая острие точно на середину риски или же в точку пересечения. Затем, не сдвигая кернер с риски (рис. 28, б), работающий ставит его перпендикулярно разметочной плоскости и наносит по кернеру легкий кистевой удар молотком (рис. 28, в).
Перемещая кернер для последующего кернового углубления, следует вторично установить острие в углубление риски и почти без усилия переместить его по риске на необходимое расстояние. Острие кернера в этом случае, не сбиваясь с направления, хорошо скользит по риске.
Подобный прием при перемещении может быть применен и к перекрещивающимся рискам, где при перемещении острие кернера найдет точку углубления двух пересекающихся рисок.
Учебное задание 2 заключается в кернении разметочных рисок пружинным или электрическим кернером (рис. 29). Эти кернеры по сравнению с обыкновенными обеспечивают повышенную точность кернения и получения мелких углублений одинакового размера, повышают производительность труда, облегчают труд работающего.
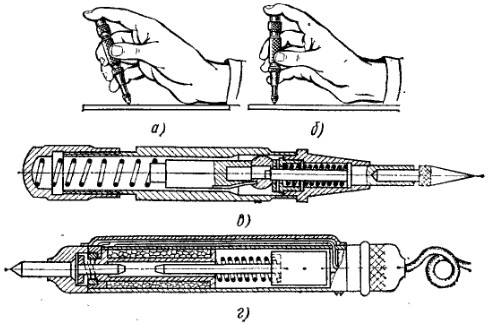
Рис. 29. Прием работы пружинным или электрическим кернером:
а — установка кернера на риску с наклоном; б — вертикальная установка и нанесение керновых углублений; в — пружинный кернер; г — электрический кернер
Задание выполняют в следующей последовательности.
1. Острие ударника пружинного кернера устанавливают точно на середину углубления риски или в точку пересечения рисок, немного наклоняя кернер на себя (рис. 29, а).
2. Пружинный кернер устанавливают перпендикулярно размечаемой плоскости, не перемещая острие кернера с риски (рис. 29, б).
3. Пальцами руки легко нажимают на колпачок. Под действием сжатой пружины произойдет удар по стержню ударника, острие которого сделает керновое углубление. Силу удара бойка кернера регулируют поворотом колпачка (сжимая или ослабляя пружину). Все конусные углубления имеют одинаковый размер, так как сила удара при одной регулировке всегда одинакова.
4. Кернер отводят от поверхности размечаемой детали и возвращают его в исходное (рабочее) положение.
5. Кернер перемещают по риске и повторяют приемы установки и нанесения керновых углублений последовательно по длине линий разметки.
Последовательность работы электрическим кернером аналогична рассмотренной выше (для выполнения кернения необходимо нажать на корпус кернера вниз).
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.










 Adblock
Adblock