3б12 станок круглошлифовальный универсальныйсхемы, описание, характеристики
Содержание:
- Основные сведения
- Основные параметры
- Устройство и конструктивные особенности
- Внутришлифовальные станки для обработки деталей из металла
- Вертикальная подача — шлифовальная бабка
- Принцип работы
- Устройство и конструктивные особенности
- Техника безопасности
- Плоскошлифовальные станки
- Числовое программное управление
- На что обратить внимание при выборе круглошлифовального станка
- Виды круглошлифовального оборудования
Основные сведения
Круглошлифовальный станок — это устройство для автоматической шлифовки металлических изделий. Установка имеет вид большого стола, на который установлено дополнительное шлифовальное оборудование. Принцип работ круглошлифовальных станков прост. С помощью бабок или лафета в рабочей зоне устанавливается обрабатываемая металлическая деталь. После этого запускается шлифовальный круг, который вращается вокруг своей оси. Круг приближается к обрабатываемой детали, что приводит к зачистке металлической заготовки.
С помощью круглошлифовального станка можно обрабатывать цилиндрические, конические и торцевые заготовки, а также крупные отверстия. По конструкции различают центровые и бесцентровые модели. У центровых моделей заготовка закрепляется с помощью специальных бабок-пазов. Бесцентровых моделей заготовка фиксируется в рабочей зоне станка с помощью прижимного лафета. Круглошлифовальный станок выполняет такие задачи — абразивная затирка поверхности заготовки, удаление лишнего слоя металла, устранение неровностей на поверхности металла.
Элементы круглошлифовальных систем
- Рабочий стол. Выступает в качестве основы, на которую крепятся все основные элементы. У рабочего стола могут иметься небольшие колесики, которые используются для транспортировки установки. Рабочий стол делают из прочных металлических сплавов, как и другие элементы шлифовальной системы.
- Пазы-бабки (центровые модели). Используются для крепления деталей на рабочем столе. Пазы могут вращаться вокруг своей оси, что позволяет обрабатывать заготовку по всей своей площади + улучшает качество шлифовки. Некоторые пазы могут перемещаться также в продольном направлении, что позволяет изменять положение детали на рабочем столе прямо во время обработки. Пазы-бабки могут быть подвижными — это позволяет изменить угол расположения заготовки на рабочем столе. За счет этого становится возможным шлифовка конических заготовок.
- Лафет (бесцентровые модели). Лафет также используется для крепления деталей на рабочем столе. Основное отличие от пазов-бабок заключается в том, что лафет не имеет своей оси вращения (его можно перемещать только в горизонтальном направлении). Для обработки заготовки с разных сторон выполняется поворот самой заготовки на лафете.
- Абразивный диск-колесо. Расположен в перпендикулярном направлении относительно расположения заготовки на рабочем столе. Во время работы выполняет роль абразива, с помощью которого выполняется обработка. Абразивные диски бывают разной формы. Простые станки имеют фиксированное расположение диска. Универсальный круглошлифовальный станок имеет подвижное диск-колесо, что делает установку более универсальной.
- Привод. Используется для перемещения абразивного диска-колеса во время работы системы. Привод может быть механическим, гидравлическими и электрическим. Крупные системы обычно оборудованы электрическим приводом, что упрощает процедуру перемещения диска во время работы. Небольшие станки имеют механический или гидравлический привод, что позволяет снизить потребление электричества.
- Электродвигатель. Выполняет роль источника энергии, с помощью которого выполняется питание всех основных элементов установки (вращающиеся пазы-бабки, абразивный диск-колесо и другие). Если станок оборудован электрическим приводом, то двигатель также питает и этот элемент. Электродвигатели обычно имеют мощность в пределах от 5 до 15 киловатт, хотя встречаются и более мощные установки. Современные электродвигатели обычно имеют дополнительные защитные элементы, позволяет избежать перегрева системы.
- Охладительная система. Во время обработки происходит серьезный нагрев заготовки за счет трения. Чтобы избежать перегрева заготовки, многие современные станки оборудуются охладительной системой. Она имеет вид небольших краников, которые устанавливаются в активной зоне. Краники подключены к хладагенту (в качестве хладагента обычно выступает вода). Во время обработки детали происходит активация краников, что приводит к распылению хладагента в активной зоне.
Основные параметры
При выборе оборудования следует учитывать его тип, который определяет многие важные параметры шлифования. К основным параметрам можно отнести:
- Возможные размеры устанавливаемого центра. В случае бесцентровой модели важным показателем можно назвать размер стола.
- Диаметр круга и скорость его вращения. Универсальные варианты исполнения можно применять для получения деталей различной формы, они могут быть конусными.
В паспорте указывается вся важная информация. Чертеж и паспорт позволяют определить то, какие технические характеристики имеет конструкция. Чертежи составляются с учетом ГОСТ, как и паспорт.
Вышеприведенная информация должна учитываться при выборе модели, схема круглошлифовального станка отражает все его особенности. Поэтому для определения важных моментов следует рассматривать чертежи и паспорт, составленные по ГОСТ.
Устройство и конструктивные особенности
Устройство круглошлифовальных станков зависит от рабочих материалов и качественных требований к готовым изделиям. Выделяют следующие классы точности аппаратов:
- повышенной точности;
- высокой точности;
- особо высокой точности.
Рассмотрим особенности конструкции различных аппаратов и наиболее распространенные варианты компоновки.
Рабочие узлы
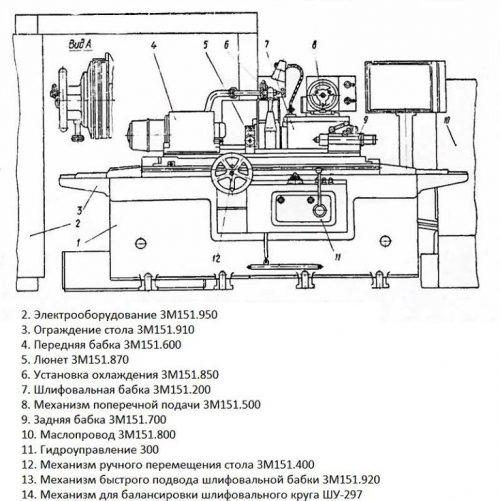
Независимо от типа исполнения основными элементами круглошлифовальных станков являются:
- станина;
- рабочий стол;
- шлифовальная и передняя бабки;
- механизмы управления.
В передней бабке монтируется привод к шпинделю, в шлифовальной – к кругу.
Главным элементом механизма управления является кнопочная станция. За ручное перемещение рабочего стола и шпиндельной бабки отвечают маховики, управление которыми осуществляется с помощью следующих рукояток и упоров:
- быстрая подача передней бабки;
- перемещения пиноли;
- регулировка скорости рабочего стола;
- отключение автоматического хода и реверса стола.
Помимо вышеперечисленных узлов и деталей, важную роль играют следующие элементы:
- Шлифовальная бабка. Отличается жесткостью конструкции. В зависимости от компоновки станка может представлять собой неподвижный или перемещаемый элемент. В нем расположен шпиндель, устанавливаемый на гидродинамические или другие опоры.
- Балансировочный механизм. Снижает колебательные процессы во время рабочего цикла. Существуют модели как с ручной, так и с автоматической балансировкой станка.
- Механизм правки рабочего инструмента. Регулирует форму контактного инструмента и поддерживает его функциональные возможности.
- Узел подачи. Отвечает за перемещение шлифовального круга.
- Задняя бабка. Является одним из элементов конструкции станков, для которых рабочим расположением заготовки является установка в центрах.
- Люнеты. Специальные опоры для работы с деталями большой длины.
Возможные варианты компоновки
Наиболее распространенными способами компоновки круглошлифовальных станков являются:
- патронная;
- центровая;
- бесцентровая.
Важный фактор – наличие второго стола. В бесцентровых моделях башмак является неподвижным элементом.
Модели с неподвижным ножом нашли свое применение на автоматических сборочных линиях. Их ценят за высокие качественные характеристики, ведь такая компоновка обеспечивает стабильность расположения оси заготовки независимо от состояния шлифовального инструмента станка. Конструкция такого оборудования отличается высокой технологической сложностью за счет подвижной бабки и механизма для ее перемещения.
Внутришлифовальные станки для обработки деталей из металла
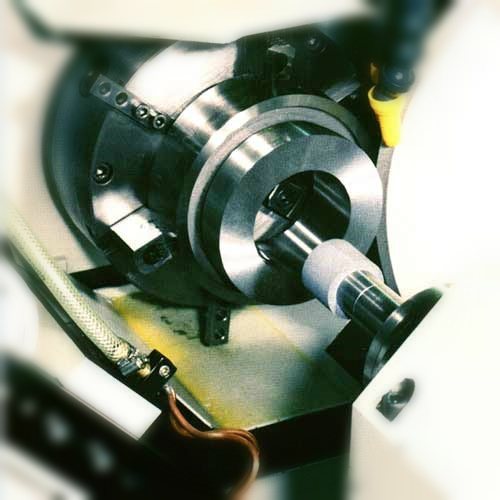
Оборудование этого типа предназначается для улучшения качества внутренней поверхности готовой продукции. Часто причиной введения этой операции является увод оси отверстия на предыдущей операции. Процесс обработки осуществляется при помощи шпинделя, на котором установлен шлифовальный круг. Сам шпиндель имеет вращательное движение, и возвратно-поступательное движение.
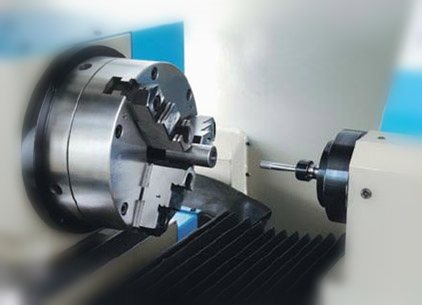
Вращение шпинделя и вращения детали необходимы для плавности процесса резания. Возвратно-поступательное движение необходимо для формообразования поверхности. В сложных конструкциях шпиндель перемещается по 5 координатам. Для повышения качества обработки по возможности нужно шлифовать кулачки перед зажатием в них детали. Это позволяет значительно уменьшить биение при базировании. В идеальной ситуации также лучше проверить биение заготовки в кулачках перед обработкой.
Устройство этого типа оборудования отличается, в зависимости от параметров
Одношпиндельные станки
Эти оборудование осуществляет шлифование деталей конической или цилиндрической формы;
Станки с дополнительным шпинделем
Эти оборудование осуществляет одновременно внутреннее и торцевое шлифования;
Двухсторонние станки
Эти оборудование осуществляет одновременное двухстороннее шлифование сквозных отверстий.
Большие сложности при работе на внутришлифовальном станке имеет отвод пыли от шлифования из зоны обработки. Эту проблему успешно можно решить с помощью специального магнитного устройства. Благодаря ему стружка просто вытягивается из зоны резания.
Вертикальная подача — шлифовальная бабка
Вертикальная подача шлифовальной бабки — автоматическая и ручная.
Вертикальная подача шлифовальной бабки осуществляется автоматически и от руки.
Механизм вертикальной подачи шлифовальной бабки крепится на передней панели станины и управляет следующими движениями: ручной подачей от маховика, грубой и тонкой подачей от электродвигателя. Величина автоматической подачи регулируется поворотом сектора храпового механизма. Тонкая автоматическая вертикальная подача включается после снятия чернового припуска по команде измерительно-управляющего устройства.
|
Оправка с накатным роликом к круг-лошлифовальному станку. |
На ролик подают охлаждающую жидкость и вертикальной подачей шлифовальной бабки накатывают профиль. Для уменьшения силы накатывания следует снять ремень, соединяющий главный электродвигатель со шпинделем шлифовальной бабки. Ролику сообщают частоту вращения, соответствующую скорости 6 6 м / с. Чтобы при повторных профилированиях круга в процессе обработки партии деталей не нарушать положение задней бабки, оправка под накатный ролик должна иметь длину, равную длине шлифуемых деталей.
Наличие вертикальных направляющих качения в колонке дает возможность получать стабильную тонкую вертикальную подачу шлифовальной бабки.
Наибольшее продольное перемещение стола 550 мм; скорость продольного перемещения стола 3 9 м / мин; наибольшее вертикальное перемещение бабки 450 мм; пределы вертикальных подач шлифовальной бабки 0 16 — 1 6 мм / мин; диаметр шлифовального круга в мм: наружный 450, внутренний 380; наименьшая и наибольшая высота сегментов 50 — 150 мм; число сегментов 8; число оборотов шлифовального круга 975 в минуту; число скоростей вращения стола 6; пределы чисел оборотов 5 — 29 в минуту; мощность электродвигателя шлифовального круга 16 квт; габаритные размеры ( длина X ширина X высота) 2600 X 1565 X X 2530 мм; вес станка 7300 кг.
Плоско — ш л и ф овальный д в ухшпиндельный вертикальный станок с круглым магнитным столом: 1 — бабка шлифовального круга, установленная на стойке; 2, 3 — палец и клин для поворота шлифовальной бабки; 4 — маховичок вертикальной подачи шлифовальной бабки; 5-винт вертикальной подачи; 6 — электромагнитная муфта, включающаяся при срабатывании измерительного прибора; 7 — измерительный прибор, контролирующий размер изделия; 8 — круглый магнитный стол кольцевой формы; 9, 10 — электродвигатель и коробка скоростей привода стола.
Плоскошлифовальный станок 373 с прямоугольным столом и вертикальным шпинделем: 1 — стойка шлифовальной бабки; 2 — шлифовальная бабка; 3 — головка сегментного шлифовального круга; 4 — пружины для устранения зазора в коническом нижнем подшипнике; 5-цилиндр продольного перемещения стола; 6 — гидравлическая панель; 1 — — маховичок вертикальной подачи шлифовальной бабки; S — шит.
Станок для шлифования направляющих станин и супортов станков: 1 — станина; 2 — тумба; 3 — стойка; — рукав для шлифовальных бабок; 5 — шлифовальная бабка; 6 — электродвигатель для подъема рукава; 7-противовес; 8-поворотный круг; 9-червячная пара для поворота шлифовальной головки; 10 — клин для закрепления шлифовальной бабки; / / — маховичок для вертикальной подачи шлифовальной бабки; 12 -муфта вертикальной подачи, включаемая соленоидом; 13 — винт вертикальной подачи; 14 — рукоятка поперечной подачи шлифовальной бабки; 15 — головка мелкой поперечной подачи шлифовальной бабки; 16 — гидравлический цилиндр стола; / / пылеотсасывагащее устройство.
Продолжены также разработки в направлении повышения точности. На этом станке обеспечивается вертикальная подача шлифовальной бабки на одно деление лимба 0 1 мкм. По данным фирмы, такие подачи возможны благодаря конструктивным мерам, направленным на обеспечение чувствительности перемещений узлов станка.
Грань А шлифуют периферией круга при поперечной подаче стола; грань Б — торцом круга, при вертикальной подаче шлифовальной бабки или при поперечной подаче стола.
От того же электродвигателя через планетарную передачу, состоящую из зубчатых колес 16, 17, 37 и 38 с передаточным отношением, равным 1 / 961, зубчатые колеса 36 / 36 передают движение на вал обгонной муфты. Вертикальная подача шлифовальной бабки регулируется бесступенчато в пределах 0 015 — 0 6 мм / мин.
Вертикальная подача, как правило, осуществляется перемещением шлифовальной бабки. В плоскошлифовальных станках старых конструкций вертикальная подача не механизирована. Однако современные плоскошлифовальные станки снабжаются автоматической вертикальной подачей и ускоренным вертикальным перемещением. Наличие вертикальных направляющих качения дает возможность получать стабильную тонкую вертикальную подачу шлифовальной бабки.
Принцип работы
Известно несколько способов наружной обработки, которые зависят от технических параметров металлообрабатывающего оборудования.
В ремонтных мастерских чаще всего применяют метод продольного шлифования. В этом случае обрабатываемую заготовку необходимо закрепить в центрах станка. Электрический двигатель приводит во вращение переднюю бабку вместе с зафиксированным объектом. Продольное перемещение выполняет механизм подачи, изменяя положение заготовки относительно шлифовального круга.
Помимо продольного шлифования, на современных аппаратах можно выполнять следующие способы обработки:
- Глубинная. Величина припуска за один проход может достигать 0,4 мм металла. Воздействие на поверхность осуществляется конической частью инструмента.
- Врезная. Данная технология подразумевает использование широких шлифовальных кругов для выполнения обдирочных или чистовых работ. В процессе обработки положение заготовки относительно круга не меняется.
- Уступами. Метод объединяет глубинное и врезное шлифование. Это позволяет обрабатывать изделия сложной формы.
Устройство и конструктивные особенности
- повышенной точности;
- высокой точности;
- особо высокой точности.
Рассмотрим особенности конструкции различных аппаратов и наиболее распространенные варианты компоновки.
Рабочие узлы
Независимо от типа исполнения основными элементами круглошлифовальных станков являются:
- станина;
- рабочий стол;
- шлифовальная и передняя бабки;
- механизмы управления.
В передней бабке монтируется привод к шпинделю, в шлифовальной – к кругу.
Главным элементом механизма управления является кнопочная станция. За ручное перемещение рабочего стола и шпиндельной бабки отвечают маховики, управление которыми осуществляется с помощью следующих рукояток и упоров:
- быстрая подача передней бабки;
- перемещения пиноли;
- регулировка скорости рабочего стола;
- отключение автоматического хода и реверса стола.
- Шлифовальная бабка. Отличается жесткостью конструкции. В зависимости от компоновки станка может представлять собой неподвижный или перемещаемый элемент. В нем расположен шпиндель, устанавливаемый на гидродинамические или другие опоры.
- Балансировочный механизм. Снижает колебательные процессы во время рабочего цикла. Существуют модели как с ручной, так и с автоматической балансировкой станка.
- Механизм правки рабочего инструмента. Регулирует форму контактного инструмента и поддерживает его функциональные возможности.
- Узел подачи. Отвечает за перемещение шлифовального круга.
- Задняя бабка. Является одним из элементов конструкции станков, для которых рабочим расположением заготовки является установка в центрах.
- Люнеты. Специальные опоры для работы с деталями большой длины.
Возможные варианты компоновки
Наиболее распространенными способами компоновки круглошлифовальных станков являются:
- патронная;
- центровая;
- бесцентровая.
Важный фактор – наличие второго стола. В бесцентровых моделях башмак является неподвижным элементом.
Модели с неподвижным ножом нашли свое применение на автоматических сборочных линиях. Их ценят за высокие качественные характеристики, ведь такая компоновка обеспечивает стабильность расположения оси заготовки независимо от состояния шлифовального инструмента станка. Конструкция такого оборудования отличается высокой технологической сложностью за счет подвижной бабки и механизма для ее перемещения.
Техника безопасности
Очень часто люди получают травмы различной степени по причине несоблюдения элементарных правил техники безопасности
Для того чтобы избежать таких неприятных последствий работы, нужно изучить меры предосторожности и правила работы со шлифовальным станком
- Всегда надо работать только в защитных очках. Любой материал может в любой момент раскрошиться от воздействия оборудования, а его кусочки разлетятся в разные стороны и могут попасть в глаз. А ещё были случаи, когда шлифовальный камень из-за старости подвергался разрушению. Это тоже может стать причиной поражения открытых участков тела.
- Если имеются длинные волосы, то необходимо работать в шапочке, которая не даст локонам попасть во вращающиеся детали оборудования.
- Никогда нельзя стоять прямо перед станком. Лучше сделать полшага в сторону. Тогда никакая деталь не отлетит в туловище.
- Работать на станке нельзя в перчатках, поскольку их может затянуть внутрь вместе с рукой.
- Запрещается обрабатывать детали на шлифовальном станке в длинной одежде, поскольку ткань может легко намотаться на движущиеся предметы.
- Категорически запрещается подпускать к агрегату ребёнка. Нужно сразу предупредить его, что это не игрушка. В том случае, если такой аппарат стоит дома, то электрический шнур надо после работы подвешивать высоко, чтобы ребёнок не дотянулся до него и не подключил устройство к сети.
Плоскошлифовальные станки
Этот тип оборудования используется для высокоточной обработки металлических изделий, имеющих плоскую поверхность. Однако на некоторых моделях могут шлифоваться и заготовки, имеющие круглую форму. Отличительной особенностью конструкции плоскошлифовального оборудования любой марки является способ крепления обрабатываемой детали. В отличие от круглошлифовального аналога изделие закрепляется не в патроне, а непосредственно на рабочей поверхности станка посредством мощного электромагнита (иногда используют самодельный магнит, выполненный своими руками).

Плоскошлифовальный станок
Группа плоскошлифовальных станков также делятся на два типа по способу работы:
- работающие торцевой поверхностью абразивного круга;
- работающие периферией абразивного круга.
Первая группа имеет более высокую производительность, тогда как вторая группа способна обеспечить очень высокую точность (8-10 класса). Управление может производиться мастером как своими руками, так и с помощью блока ЧПУ.
Одной из разновидностей этого типа оборудования является . В качестве рабочего инструмента в нем выступает абразив ленточного вида. Лента выполнена в форме кольца, размещенного между двумя валами, и может располагаться как в горизонтальном положении, так и в вертикальном, в целом же принцип работы остается тем же. Конструкция ленточно шлифовального станка предполагает возможность изменения скорости инструмента при работе по металлу, что позволяет изменять режимы обработки.
Ленточно шлифовальный станок с легкостью можно сделать своими руками. В заводском исполнении существуют такие виды:
- с подвижным рабочим столом;
- со статичным;
- со свободным ленточно абразивным инструментом.
Отдельную нишу занимают широколенточные модели по металлу, в которых стол имеет гусеничную форму.
Важным элементом в конструкции ленточно шлифовального станка является наличие вытяжки, необходимой для удаления металлической пыли и мелких частиц абразива.
Немалую роль играет и выбор ленточно абразивного инструмента, основным параметром которого является зернистость. Именно этот момент влияет на шероховатость готового изделия.
При работе на ленточно шлифовальном станке нужно следить, чтобы лента была склеена правильно, и не имела надрывов, чтобы избежать сбоев.
Числовое программное управление
ЧПУ на протяжении многих лет разрабатывалось для того, чтобы повысить производительность и упростить задачу, повысить точность получаемых размеров. Чертежи многих деталей имеют размеры с минимальными допусками, использовать ручной инструмент для решения подобной задачи нельзя. Поэтому если чертежи имеют подобные допуски, следует использовать механизированный метод обработки.
Многие проблемы не позволяли использовать числовое программное управление при создании шлифовального станка. Примером можно назвать систему смазки, а также позиционирование шпинделя. Управление при помощи ЧПУ определяет высокоточное позиционирование шпинделя, автоматизацию системы смазки.
Несмотря на огромное количество достоинств системы ЧПУ довольно сложно найти конструкцию с подобной технологией автоматизации. Это связано с тем, что подобное оборудование используются крайне редко в крупносерийном и массовом производстве.
ЧПУ определяет точное позиционирование шпинделя. Однако стоит учитывать, что шпиндель должен позиционироваться с учетом используемой оснастки. Поэтому на чертеже указывается то, какая используется оснастка для шлифовальных станков.
Обслуживание конструкции с ЧПУ значительно усложняется, так как внесение изменений может привести к сбою в работе. Периодически следует проводить наладку оборудования для поддержания точности изменения размеров, качества шероховатости.
Существует довольно много разновидностей системы ЧПУ, которые разделяются по типу используемой программы для описания траектории движения абразивного круга, описания скорости вращения шпинделя и величины подачи.
На что обратить внимание при выборе круглошлифовального станка
На стадии подбора оборудования необходимо обратить внимание на стандартную комплектацию и возможности его модификации. В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC
В стандартную комплектацию входят:
В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC. В стандартную комплектацию входят:
- линейные шкалы оси Х;
- шлифовальный круг с фланцем;
- алмазный карандаш для правки круга;
- набор вспомогательных инструментов;
- твердосплавный центр;
- гидростатические подшипники на шпинделе;
- система подачи СОЖ;
- система охлаждения гидравлического масла;
- освещение рабочей зоны.
В качестве дополнительного оборудования станка поставщик предлагает следующие элементы:
- приспособление для внутришлифовальных работ;
- комплект поводковых оправок;
- люнеты;
- самоцентрирующийся патрон;
- стенд для балансировки шлифовального круга;
- устройство для автоматической балансировки круга;
- контрольный измерительный датчик;
- систему фильтрации для СОЖ.
Шлифовка (шлифование) — способ обработки детали до установленных размеров. Для этого используются абразивные материалы, нанесенные на шлифовальные круги. Круглошлифовальные портативные станки для работы по металлу имеют множество вариантов исполнения, как способ с ручным управлением, так и способ с системами ЧПУ (3у10а, серия станков Studer и др.).
Круглошлифовальные станки широко распространены в производственных предприятиях, которые занимаются выпуском продукции большими, средними, малыми сериями и даже единичными экземплярами. Универсальный круглошлифовальный станок имеет назначение для шлифования цилиндрических и конических деталей как внутри, так и снаружи.
Как правило, деталь попадает на такой станок для заключительной обработки, при которой обеспечивается высокая точность контроля по параметрам и чистоте поверхности.
Виды круглошлифовального оборудования
В процессе развития технологии металлообработки был налажен выпуск следующих видов круглошлифовальных станков:
- Классический тип подразумевает установку обрабатываемой заготовки в центрах. Роль фиксаторов выполняют передняя и задняя бабки. С началом работ деталь начинает вращаться благодаря приводу аппарата. Снятие металла происходит при контакте абразивного диска с поверхностью. Способ удаления металлической стружки зависит от модели аппарата.

- Бесцентровая конструкция считается универсальной, поскольку обрабатываемое изделие устанавливают на специальный лафет. С одной стороны ее фиксируют во избежание смещения детали в процессе обработки. В качестве крепежа используют вспомогательный круг. Шлифовку выполняют с обратной стороны детали. Это позволяет работать с полыми изделиями конусной формы.
Круглошлифовальные станки с ЧПУ заслуживают отдельного описания. Автоматизация процесса увеличивает производительность работ за счет снижения роли оператора оборудования. Кроме того, существенно вырастает качество обработки, поскольку автоматическая подача увеличивает точность работ – показатель допустимой погрешности не превышает сотых долей миллиметров. Программное управление снижает вероятность появления брака.









 Adblock
Adblock