Технические характеристики, классификация и конструкция токарного кулачкового патрона
Содержание:
- Кулачковые токарные патроны
- Патроны двух- и трехкулачковые универсальные пневматические
- Конструктивные особенности
- Патроны и кулачки Record Power
- Патроны поводковые с утопающим центром
- Нормы и размеры 3-х кулачковых патронов и кулачков
- Виды планшайб
- Патроны двухкулачковые поводковые
- Материалы изготовления
- Классификации
- Патроны трехкулачковые поводковые
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода.В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками.Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками.На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Патроны двух- и трехкулачковые универсальные пневматические

Патроны устанавливаются на переходном фланце по диаметру D1; кулачки самоцентрирующие крепятся болтами.
Размеры в мм
|
D |
D1 |
D2 |
D3 |
H (не |
B |
Винты кулачковые |
Винты присоединительные |
d2 |
Отверстия соединительные |
h |
Ход |
||||||
|
I |
II |
d |
Количество на |
d1 |
Количество |
d3 |
I |
II |
|||||||||
|
I |
II |
||||||||||||||||
|
100 |
72 |
75 |
86 |
70 |
30 |
30 |
M10 |
2 |
M10 |
4 |
6 |
M12 |
M8 |
4 |
3 |
6 |
3 |
|
130 |
100 |
82,6 |
112 |
80 |
4 |
||||||||||||
|
160 |
130 |
104,8 |
142 |
90 |
35 |
35 |
M12 |
M16 |
8 |
5 |
|||||||
|
200 |
165 |
133,4 |
180 |
100 |
40 |
40 |
M12 |
M20 |
M10 |
6 |
|||||||
|
250 |
210 |
171,5 |
226 |
110 |
50 |
40 |
M16 |
M16 |
M12 |
7 |
|||||||
|
320 |
270 |
235 |
290 |
125 |
60 |
50 |
M20 |
М27 |
M16 |
10 |
8 |
||||||
|
400 |
340 |
330,2 |
368 |
145 |
75 |
60 |
3 |
6 |
10 |
||||||||
|
500 |
440 |
465 |
175 |
M20 |
M36 |
6 |
6 |
12 |
12 |
Примечание:
- Основные размеры по ГОСТу 5410-50.
- Предельные отклонения размеров D1 по А (ОСТ 1012), размеров D2 по 4-му классу точности.
- Размеры D3, В, d, d1, d2 и S — рекомендуемые.
Конструктивные особенности
Для того чтобы создать токарный станок следует знать из чего он состоит. Он состоит из следующих частей:
- рама;
- задняя и передняя бабка;
- электропривод;
- суппорт с держателем для резца;
- двигатель.
Кроме этого конструкция может включать и другие элементы, в зависимости от предназначения токарного станка по металлу.
Рама
Основным предназначением рамы – жестко связывать между собой все элементы. Сделать ее можно своими руками. При этом учитывают следующие нюансы:
- Размеры детали.
- Мощность установленного привода.
- То как расположены составляющие токарного станка по металлу: практически все чертежи токарного станка по металлу схожи, но все же имеют отличия.
Как правило, основание изготавливают из стали, элементы станины связывают между собой сваркой и резьбовым соединением.
Сделать станину можно из стальных уголков или профиля. Своими руками сделать станину для токарного станка довольно просто, главное учитывать правильность, выдерживать параллельность и перпендикулярность.
Передняя бабка
Основным составляющими конструкции можно назвать переднюю бабку, которую также можно сделать самому. Ее основными особенностями является:
- через нее происходит связь ведущего центра и электродвигателя;
- промышленный вариант имеет переднюю часть, которая состоит из коробки скоростей и подач самому сделать подобную конструкцию, которая позволит регулировать скорость вращения шпинделя и силу подачи, довольно сложно.
При создании подобной конструкции своими руками зачастую выходной вал жестко соединен с патроном, в котором крепится заготовка. Изготовление более сложной конструкции требует определенных расчетов. Единственным простым решением, которое позволяет регулировать скорость вращения шпинделя, можно назвать использование ременной передачи и различных по диаметру шкивов. Она имеет корпус для защиты мастера и окружающих от движущихся элементов. Токарный станок должен иметь мощность привода более 800 Вт.
Электродвигатель
В движение шпиндель и другие элементы приводит установленный двигатель. Своими руками создать электродвигатель достаточно сложно, поэтому его придется приобрести. При его покупке следует учесть:
- может использоваться даже 200-ваттный вариант;
- при выборе стоит помнить о том, что слабый двигатель может перегреться от сильной нагрузки;
- если двигатель установлен без ременной передачи, то при продолжительной остановке электродвигатель выйдет из строя.
Мини или настольный вариант подобного оборудования может быть без передачи. Это связано с тем, что токарный настольный вариант исполнения не предназначен для обработки больших деталей. Настольный токарный станок своими руками по металлу создается с учетом того, что вдоль направления вала электродвигателя также присутствует усилие. При условии длительной обработки происходит разрушение подшипников.
Создавая мини вариант своими руками не рекомендуется использовать коллекторный электродвигатель. Это связано с тем, что при падении нагрузки значительно повышается количество оборотов. Создаваемая центробежная сила даже при использовании мини кулачкового патрона может привести к вылету заготовки.
Задняя бабка и резцедержатель
Часто в конструкцию включают блок для крепления заготовки со второго конца, который используется для лучшей фиксации. Сделать ее можно самостоятельно с учетом следующих нюансов:
- она должна быть расположена параллельно длинной стороне станины;
- для того чтобы можно было обрабатывать как мини и так и большие заготовки она должна передвигаться вдоль станины.
Однако ее может и не быть. Все зависит от того, будет ли обрабатываться мини или большая заготовка.
Резцедержатель сделать самому можно. При рассмотрении данного устройства стоит помнить, что резец должен крепиться крепко и устанавливаться под различным углом к обрабатывающей поверхности.
Патроны и кулачки Record Power
| Комплект SC3-M33 патрон 88 мм с планшайбой 76.2 мм | Артикул 61065 |
Диаметр 88 мм |
В наличии |
12 070 q 337 BYN |
||
| Комплект SC3 1″x 8 TPI патрон 88 мм с планшайбой 76.2 мм | Артикул 61062 |
Диаметр 88 мм |
В наличии |
14 200 q 397 BYN |
||
| Комплект SC4 патрон 98 мм с планшайбой 87 мм | Артикул 62063 |
Диаметр 98 мм |
В наличии |
15 620 q 437 BYN |
||
| 4-кулачковый патрон SC1 ø 53.5 мм | Артикул 60005 |
Диаметр 53.5 мм |
Скоро в наличии |
7 029 q 196 BYN |
||
| 4-кулачковый патрон SC2 ø 63.5 мм | Артикул 60001 |
Диаметр 63.5 мм |
Скоро в наличии |
8 094 q 226 BYN |
||
| Планшайба 62572 Record Power с диаметром 87 мм | Артикул 62572 |
Диаметр 87 мм |
Доставка за 20 дней |
2 414 q 67 BYN |
||
| Планшайба 62574 Record Power с диаметром 126 мм | Артикул 62574 |
Диаметр 126 мм |
В наличии |
3 195 q 89 BYN |
||
| Кулачки 35 мм | Артикул 62321 |
Диаметр | В наличии |
3 692 q 103 BYN |
||
| Кулачки 50 мм | Артикул 62313 |
Диаметр | В наличии |
4 047 q 113 BYN |
||
| Кулачки 100 мм | Артикул 62329 |
Диаметр | В наличии |
4 899 q 137 BYN |
||
| Кулачки 130 мм | Артикул 62317 |
Диаметр | В наличии |
4 473 q 125 BYN |
||
| Кулачки 75 мм | Артикул 62322 |
Диаметр | В наличии |
5 680 q 158 BYN |
||
| Кулачки 62323, удлиненные | Артикул 62323 |
Диаметр | В наличии |
4 899 q 137 BYN |
||
| Кулачки 62327 с внутренним диаметром 9 мм | Артикул 62327 |
Диаметр | В наличии |
4 899 q 137 BYN |
||
| Кулачки 62336 с внутренним диаметром 13 мм | Артикул 62336 |
Диаметр | В наличии |
4 047 q 113 BYN |
||
| Кулачки 62337 Pen Jaws с внутренним диаметром 9 мм | Артикул 62337 |
Диаметр | В наличии |
2 840 q 79 BYN |
||
| Кулачки 62356 Remounting Jaws для заготовок до 200 мм | Артикул 62356 |
Диаметр | В наличии |
4 899 q 137 BYN |
||
| Кулачки 62377 Remounting Jaws для заготовок от 295 мм | Артикул 62377 |
Диаметр | В наличии |
7 100 q 198 BYN |
||
| Кулачки 62378 RP Plastic Soft | Артикул 62378 |
Диаметр 118-140 мм |
В наличии |
1 775 q 49 BYN |
Патроны поводковые с утопающим центром

Патроны поводковые с утопающим центром предназначены для закрепления деталей по наружной необработанной поверхности с одновременным центрированием подведенным центром 1. Давлением детали центр утепляется и обеспечивает досылку ее торца до упора в базовую поверхность гайки 2.
Запирание центра при зажиме осуществляется автоматически кулачками 5, которые сообщают сухарям 4 и ползунам 5 вращение (относительно оси патрона). Благодаря наклонным пазам ползунам сообщается поступательное движение вдоль оси пазов. При этом сухари перемещаются по наклонным пазам и досылают кулачки до упора в гайку 2.
|
D |
d зажима |
H |
|
|
mах |
min |
||
|
170 |
50 |
10 |
70 |
|
220 |
70 |
20 |
90 |
Соседние страницы
- Патроны и оправки мембранные
- Оправки конусные цельные
- Оправки и пробки для установки и крепления заготовок по наружной обработанной поверхности
- Оправки и пробки для установки и крепления заготовок по внутренней обработанной поверхности
- Оправки и пробки для установки и крепления заготовок по внутренней необработанной поверхности
- Оправки и патроны для крепления заготовок по резьбовой поверхности
- Центры вращающиеся
- Тиски машинные
- Столы станочные
- Стойки станочные
- Делительные устройства для станков
- Кондукторы и подставки для накладных кондукторов
- Приспособления захватные к автоматическим линиям
Нормы и размеры 3-х кулачковых патронов и кулачков
Нормы и размеры регулируемых частей токарного станка зависят от их типа. Всего существует 3 типа изготовления патронов токарных:
- Патроны с наличием центрирующего пояска-цилиндра и закрепленные через переходной фланец.
- Закрепленные непосредственно на фланец шпинделя при помощи оборотной шайбы.
- С креплением на фланец шпинделя без поворотной шайбы.
Размеры, указанные в стандарте, соответствуют параметрам в зависимости от типа детали и диаметра.
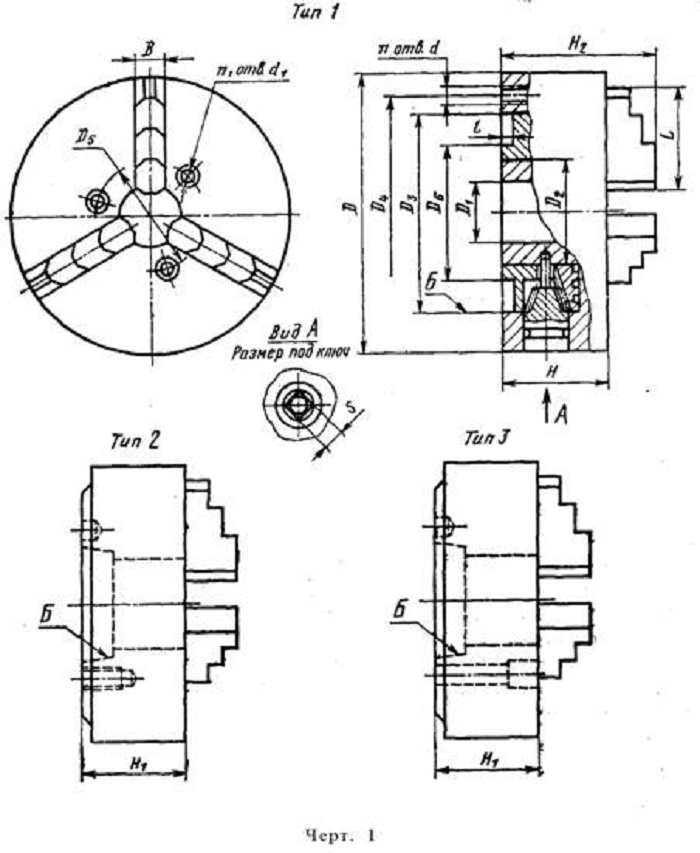
Всего существует 10 типов токарных кулачковых патронов по параметрам размеров: 80,100, 125, 160, 200, 250, 315, 400, 500, 630 мм.
Для трехкулачковой детали размерами 250 мм на токарный металлорежущий станок типа 1 предусмотрены следующие параметры:
- масса детали – 28.2 кг;
- D1 – 80 – диаметр отверстия в корпус;
- D2 – 210 – диаметр присоединительного пояска;
- D3 – 226 – диаметр расположения крепежных отверстий;
- nxd – 6хМ12 – это значит, что закрепление идет при помощи 6 болтов М12;
- h – 5;
- H – 89,5;
- H1 – 5.
Это наиболее часто применяемые варианты деталей. Их корпус выплавлен из чугуна с высокими показателями качества. Они имеют несколько вариаций исполнения по точности, способу крепления и количеству кулачков.
Могу быть отличны и по конструкции: есть варианты с ручным передвижением кулачков или самоцентрирующиеся спирально-реечные. Именно последние и регулируются ГОСТом 2675-80.
Смещение осей отверстий при диаметре до 500 мм допустимо в пределах 0.1 мм.
Виды планшайб
Простота конструкции планшайбы и обширная область использования породили большое число способов закрепления обрабатываемых деталей. При этом приспособление не является полностью универсальными. Для разных ситуаций может потребоваться применение нескольких различных модификаций.
Планшайба с Т-образными пазами
На поверхности такой оснастки выполнены Т-образные пазы, аналогичные используемым на столах фрезерных станков. В эти пазы вставляются специальные упоры или крепежные гайки. Обрабатываемое изделие прижимается к плоскости с помощью винтов. Конструкция устройства позволяет закреплять практически любые изделия. Расположение пазов на поверхности диска обычно имеет ортогональный вид. В зависимости от назначения число и частота пазов могут меняться.

Планшайба со сквозными пазами
Данный вид отличается наличием пазов, профрезерованных сквозь деталь. Крепление заготовки производится установкой винтовых прихватов. В некоторых случаях деталь просто приворачивается винтами с обратной стороны. Пазы наиболее часто располагаются по радиусу. Встречаются модификации и со сквозными пазами кольцевого типа.
В большинстве случаев пазовые планшайбы применяются для токарных станков по металлу. На их поверхность легко устанавливаются другие токарные приспособления.

Планшайба с отверстиями
Рабочая поверхность диска этого приспособления имеет ряд отверстий, расположенных соответственно габаритам закрепляемой заготовки. В центральном отверстии нарезается резьба, необходимая для непосредственного крепления на вал шпинделя. Наличие резьбы в крепежных отверстиях позволяет обеспечить крепление стандартными винтами. В остальных ситуациях прижим выполняется аналогично предыдущему варианту. При использовании подобной планшайбы для токарного станка по дереву, будущая деталь закрепляется через отверстия обычными саморезами.

Поводковые планшайбы
При установке обрабатываемой заготовки между двумя центрами необходимо обеспечить передачу вращающего момента от вала шпинделя на деталь. Для этой цели применяют поводковые инструменты. Конструктивно они представляют собой диск, на краю которого выполнена прорезь или ступица. На деталь надевается хомутик, взаимодействующий со ступицей, и тем самым обеспечивающий вращение изделия.

Планшайбы с угольниками
При обработке изделий с малой жесткостью нашли применение модификации с угольниками. Заготовка в таких приспособлениях устанавливается на отдельное плоское или призматическое основание. Само основание выполняется в виде уголка, вторая грань которого крепится к поверхности шайбы. С целью сохранения целостности заготовки, ее крепление обеспечивается в нескольких точках по большой площади.

Универсальные и специальные планшайбы
Универсальные варианты подходят для выполнения большого числа операций и представляют собой комбинацию из нескольких предыдущих модификаций. В их основе лежит базовая шайба, к которой крепятся сменные приспособления – угольники, кулачки, центра и другие элементы.
Несмотря на универсальность, типовое оборудование, не всегда в состоянии обеспечить надежное крепление уникальных деталей сложной формы. В этом случае выполняется проектирование и изготовление специальных станочных приспособлений. Чертеж планшайбы может отличаться очень высокой сложностью. Другой вариант специальных устройств, наоборот, участвует в массовом производстве. Для крепления однотипной детали нет смысла использовать универсальную станочную оснастку. Вполне достаточно приспособления, спроектированного под конкретную задачу. Для повышения общей производительности, такая планшайба может быть оснащена дополнительными крепежными и центрирующими устройствами.

Изготовление приспособлений
Обычно планшайба входит в состав стандартного набора принадлежностей станка. В случае ее отсутствия, а также для выполнения специфических работ, изготавливается нестандартная оснастка. Конструктивно она отличается низкой сложностью и доступна для выполнения разработчикам с невысоким уровнем подготовки. В простейшем случае, самодельная планшайба для токарного патрона изготавливается с использованием только сверлильного станка. В качестве заготовки подойдет плоская пластина, необходимой толщины. Применение фрезерного и токарного оборудования позволит существенно усложнить итоговую конструкцию и вплотную приблизиться к заводским моделям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Патроны двухкулачковые поводковые

Патроны двухкулачковые поводковые предназначены для крепления заготовок по наружной необработанной поверхности, устанавливаемых в центрах. Предварительную установку кулачков 1 на заданный размер d производят путем перестановки колодок 2, несущих кулачки, по рифленой поверхности ползуна 3. Для согласованного положения кулачков с осью центра ползун может самоустанавливаться относительно корпуса 4 при помощи пружинящих ограничителей 5.
Устанавливают на переходном фланце.
|
d |
D |
H |
D1 (доп. откл. по А) |
D2 |
d1 |
l |
в |
|
|
min |
max |
|||||||
|
10 |
50 |
170 |
65 |
130 |
142 |
M8 |
22 |
6 |
|
20 |
70 |
220 |
80 |
165 |
180 |
M10 |
24 |
|
|
20 |
150 |
300 |
85 |
210 |
226 |
M12 |
28 |
8 |
Материалы изготовления
Корпус токарного патрона изготавливается из чугуна или из закаленной стали. Патрон со стальным корпусом позволяет работать на увеличенных оборотах.
Чугун
Из-за низкой устойчивости к резким механическим нагрузкам, по качественным показателям должен быть не ниже, чем у марки СЧ 30.
Сталь
Конкретное применение марок сталей ГОСТом не предусмотрено, производитель сам выбирает марку стали. Однако, наиболее распространённые стали должны иметь пределы прочности σB не менее 500 МПа и термической обработкой рабочих поверхностей до твердости не менее 43 HRC (с).
Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
- Цанговые. В зависимости от принятия рабочего положения цанги, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.

Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.

Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.

Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.

Патроны трехкулачковые поводковые
Патроны трехкулачковые поводковые предназначены для крепления заготовок, устанавливаемых в центрах.

Передний центр 1 неподвижно закреплен в патроне. Предварительную настройку кулачков 2 на заданный размер производят перестановкой их по рифленой поверхности. Благодаря шарнирному соединению тяги 4 с муфтой 5 кулачки могут самоустанавливаться, чем достигается равномерность зажима заготовки. Соотношение плеч рычага 3 составляет 1 : 2,5. Устанавливают на переходном фланце.
Привод — пневматический.
Размеры в мм
|
Диаметр заготовки |
D |
D1 (доп. откл. по А) |
D2 |
D3 |
С |
L |
d |
d1 |
d2 |
d3 |
h |
h1 |
h2 |
h3 |
h4 |
m |
B |
B1 (доп. откл. по С) |
Е |
е |
H |
№ конуса Морзе* |
|
|
min |
max |
||||||||||||||||||||||
|
65 |
83 |
200 |
165 |
133,5 |
180 |
25 |
60 |
М12 |
М20 |
М12 |
М10 |
10 |
27 |
8 |
16 |
24 |
2 |
40 |
20 |
20 |
4 |
85 |
2b |
|
95 |
114 |
250 |
210 |
171,5 |
226 |
30 |
70 |
М16 |
М16 |
М12 |
13 |
30 |
25 |
28 |
23 |
4,5 |
110 |
3b |
|||||
|
116 |
140 |
320 |
270 |
235 |
290 |
100 |
М27 |
М20 |
М16 |
36 |
10 |
30 |
32 |
50 |
25 |
125 |
* Укороченный.










 Adblock
Adblock