Гост 9562-81 основные нормы взаимозаменяемости. резьба трапецеидальная однозаходная. допуски
Содержание:
- ОБОЗНАЧЕНИЯ
- ПРИЛОЖЕНИЕ 1
- ДОПУСКИ ГЛАДКИХ КАЛИБРОВ
- ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
- Как провести нарезку резьбы на токарном станке?
- ДОПУСКИ
- ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
- ПОЛЯ ДОПУСКОВ
- ПРИЛОЖЕНИЕ 3 (рекомендуемое). РЕКОМЕНДУЕМЫЕ ЗАМЕНЫ ДОПУСКОВ РЕЗЬБ ПО ГОСТ 9562-60
- ОБОЗНАЧЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ
- ОБОЗНАЧЕНИЯ
- Особенности трапецеидальной резьбы
ОБОЗНАЧЕНИЯ
2.1. Обозначение поля допуска трапецеидальной резьбы состоит из обозначения поля допуска среднего диаметра, т.е. цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например: 7е, 7Н.
В тех случаях, когда для диаметра d назначают поле допуска 6h, то его дополнительно указывают в обозначении поля допуска резьбы.
Например
2.2. В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Например
Тr 32·6-7е;
Тr 32·6-7Н;
Тr 32·6 LH-7e.
2.3. Длина свинчивания N в условном обозначении резьбы не указывается.
Длина свинчивания L при необходимости указывается в миллиметрах за обозначением поля допуска резьбы.
Например
2.4. Посадку в резьбовом соединении обозначают дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе — обозначение поля допуска наружной резьбы.
Например
Tr 32·6-7H/7e;
Тr 32·6 LH-7H/7e.
ПРИЛОЖЕНИЕ 1
Обязательное
1. Числовые значения допусков диаметров наружной и внутренней резьбы 6-й степени точности рассчитаны по формулам:
(1)
(2)
(3)
где d — среднее геометрическое крайних значений интервалов номинальных диаметров по табл. , за исключением интервала 355 — 640 мм, для которого d является средним геометрическим значений 355 и 710 мм; d, мм; Р, мм; Т, мкм.
2. Числовые значения допусков остальных степеней точности определены умножением допуска 6-й степени точности на коэффициенты, приведенные в таблице.
|
Степень точности |
4 |
6 |
7 |
8 |
9 |
|
Коэффициент |
0,63 |
1 |
1,25 |
1,6 |
2 |
3. Числовые значения допусков диаметра d3 рассчитаны по формулам:
(5)
(6)
(7)
(8)
где Т и es в мкм.
4. Числовые значения основных отклонений диаметров наружной и внутренней резьбы рассчитаны по формулам:
— для наружной резьбы
(10)
(11)
(12)
(13)
(15)
где es, мкм; Р, мм;
* Значения для промежуточных шагов установлены эмпирически с использованием вбольшинстве случаев чисел по ряду R40.
— для внутренней резьбы
(16)
5. Числовые значения длин свинчивания рассчитаны по формулам:
(18)
где d — наименьшее крайнее значение интервала номинальных диаметров, мм; lN, мм.
6. Числовые значения допусков и основных отклонений, рассчитанные по формулам ()…() и ()…(), округлены до ближайших предпочтительных чисел по ряду R40.
В целях достижения равномерной градации числовые значения допусков, приведенные в стандарте, в некоторых случаях отличаются от числовых значений допусков, рассчитанных по формулам.
Числовые значения допусков и основных отклонений для , рассчитанные по формулам ()…(), округлены в большую сторону до следующего целого числа.
7. Числовые значения длин свинчивания, рассчитанные по формулам () и (), округлены до целых миллиметров.
ДОПУСКИ ГЛАДКИХ КАЛИБРОВ
5.1. Расположение полей допусков гладких калибров для контроля наружного диаметра наружной резьбы и относящихся к ним контрольных калибров-пробок должно соответствовать указанному на черт.9, а для гладких калибров для контроля внутреннего диаметра внутренней резьбы — на черт.10.
Черт.9
Черт.10
5.2. Допуски и величины, определяющие положение полей допусков и предел износа гладких калибров для контроля наружного диаметра наружной резьбы и относящихся к ним контрольных калибров должны соответствовать указанным в табл.8, а для калибров для контроля внутреннего диаметра внутренней резьбы — в табл.9.
Таблица 8
мкм
| по ГОСТ 9562 | |||
| Св. 140 до 335 | 16 | 4 | 38 |
| 335 » 850 | 30 | 6 | 54 |
| 850 » 950 | 42 | 8 | 60 |
| 950 » 1120 | 46 | 10 | 80 |
| 1120 » 1500 | 52 | 12 | 90 |
Таблица 9
| мкм | ||
| по ГОСТ 9562 | ||
| Св. 180 до 375 | 16 | 38 |
| 375 » 710 | 26 | 52 |
| 710 » 1250 | 46 | 65 |
| 1250 » 1600 | 58 | 80 |
| 1600 » 2120 | 64 | 90 |
ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. Обозначения, принятые в настоящем стандарте, приведены ниже: — наружный диаметр наружной резьбы (винта); — средний диаметр наружной резьбы; — внутренний диаметр наружной резьбы; — внутренний диаметр внутренней резьбы (гайки); — средний диаметр внутренней резьбы; — наружный диаметр внутренней резьбы; — шаг резьбы; — длины свинчивания группы нормальные; — длины свинчивания группы длинные;, ; ; ; — допуски диаметров , , , ; ; — верхнее отклонение диаметров наружной резьбы; — верхнее отклонение диаметров внутренней резьбы; — нижнее отклонение диаметров наружной резьбы; — нижнее отклонение диаметров в
нутренней резьбы.
1.2. Система допусков резьбы предусматривает:допуски диаметров резьбы;положения полей допусков диаметров резьбы;классификацию длин свинчивания;поля допусков резьбы и их выбор с учетом длин свинчивания.
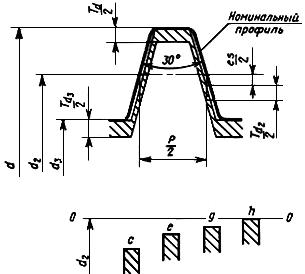
1.3. Схемы полей допусков наружной и внутренней резьбы приведены на чертеже.
Чертеж. Положения полей допусков наружной и внутренней резьбы
Положения полей допусков наружной резьбы
Положения полей допусков внутренней резьбы
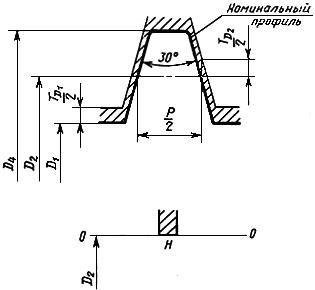
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.4. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл.1.
Таблица 1
|
Вид резьбы |
Диаметр резьбы |
Степень точности |
|
Наружная резьба |
4; 6 |
|
|
6; 7; 8; 9 |
||
|
6; 7; 8; 9 |
||
|
Внутренняя резьба |
6; 7; 8; 9 |
|
|
4 |
Примечания:
1. Степень точности 6 диаметра допускается применять для резьбы, изготовляемой накатыванием.
2. Степень точности диаметра должна соответствовать степени точности диаметра .Допуски среднего диаметра резьбы являются суммарными.Допуски диаметра не устанавливаются.
1.5. Положения полей допусков диаметра резьбы определяются основным отклонением (верхним для наружной резьбы и нижним — для внутренней) и обозначаются буквами латинского алфавита (строчной для наружной резьбы и прописной — для внутренней).Положения полей допусков приведены на чертеже и в табл.2.
Таблица 2
|
Вид резьбы |
Диаметр резьбы |
Основное отклонение |
|
Наружная резьба |
h |
|
|
с; е; g; h |
||
|
h |
||
|
Внутренняя резьба |
Н |
|
|
Н |
||
|
Н |
1.6. Длины свинчивания подразделяются на две группы: нормальные и длинные .
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.Поле допуска наружной резьбы образуется сочетанием полей допусков наружного, среднего и внутреннего диаметров.Поле допуска внутренней резьбы образуется сочетанием полей допусков среднего и внутреннего диаметров.
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в обязательном приложении 1.
Как провести нарезку резьбы на токарном станке?
При массовом производстве метизов используется накатка нити на автоматах. Изготовление единичных деталей выполняют нарезкой резьбы на токарных станках. Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам.
Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа.
На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.
Методы получения резьб
Резьбы на токарном танке нарезают разными способами в зависимости от типа соединения и размера детали:
- накаткой роликом;
- с применением плашек и метчиков;
- резцами.
При накатывании профильный твердый ролик выдавливает в теле метиза канавку, приподнимая металл выступа. Способ отличается высокой производительностью. Сама нить прочная за счет образующегося на поверхности наклепа.
Таким способом можно изготавливать метизы из низкоуглеродистых пластичных сталей на автоматических линиях. Для накатки при изготовлении малых партий деталей, профильный ролик может устанавливаться на токарный станок.
Диаметр ограничен 24–30 мм.
Нарезание резьбы на токарных станках осуществляется специальным инструментом: метчиками и плашками. Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Резцом выполняются резьбы любого профиля. Диаметр и вес детали ограничивается техническими характеристиками станка.
Для точения конических резьб на конусе резьбового соединения применяется специальный инструмент и резец. Станок должен иметь все узлы, необходимые для настройки нарезки конических резьб.
По таблицам, расположенным на передней бабке или верхней панели коробки передач, выставляется шаг резьбы. Деталь стачивается на конус по наружному размеру резьбы. Угол заточки 120⁰. Глубина резания регулируется салазками. После касания резца выставляется по лимбу.
Коническая резьба измеряется и обозначается в дюймах. Шаг определяется количеством нитей в 1⁰ параллельно оси трубы. Работать необходимо по таблицам. Проверять резьбы шаблонами и калибрами. Прямое измерение дает большие погрешности.
В отдельных конически соединениях применяется нарезка метрической резьбы по конусу. Ход резца параллельно обрабатываемой поверхности выставляется поворотом салазок.
Классификация резьб
Деление резьб по типу поверхности:
- конические;
- цилиндрические.
По направлению витка:
Без указания направленности, нарезается нить с левым направлением. Она считается стандартной. Инструмент применяется одинаковый. Изменяется на обратное вращение, и режущая кромка переворачивается на 180⁰ — суппорт подводится с противоположной стороны.
Профиль зуба в разрезе имеет разные формы. Используемые виды резьб, изготавливаемых на токарных станках:
- метрические;
- метрические-конические;
- трубные цилиндрические;
- трубные конические;
- дюймовые;
- трапецеидальные;
- упорные;
- круглые.
Для использования метчиков и плашек, деталь крепится в патроне. Резьбовой режущий инструмент поджимается центром задней бабки. При нарезке резцом, длинная деталь поджимается задней бабкой, короткая грибом. Инструмент устанавливается на суппорте и выставляется в оси детали.
Инструмент для нарезания резьб
Производительность работы увеличивается за счет применения резьбонарезных головок. Они имеют 4 сегмента с резцами. Нарезав до конца, устройство раскрывается, освобождая деталь. Инструмент не надо скручивать. Резьба нарезается быстро, как метчиком. Могут обрабатываться диаметры до 100 мм.
Резьбонарезные головки имеют сложную конструкцию и применяются при массовом производстве деталей.
Заточка резца производится по плоскому шаблону, независимо от типа резьбы. Угол должен точно соответствовать впадине, повторяя ее контуры. После нарезки вершины ниток следует зачистить и слегка притупить.
В трапецеидальных профилях углы вершин и впадин закругляются до R 0,3–0,5 мм. В противном случае резьба будет плохо закручиваться и упираться вершинами. С зачищенными верхушками при закручивании резьбы скользят по боковой поверхности, создавая прочное соединение.
Величина максимальной нагрузки и герметичность соединения увеличивается.
Наибольшую производительность при обработке отверстий дает метчик для нарезки внутренних резьб. Выставленные в оси детали, он прорезает все витки, не зависимо от количества заходов.
ДОПУСКИ
6.1. Числовые значения допусков диаметров d и D1по ГОСТ 9562-81.
6.2. Числовые значения допусков диаметров d2 и D2 должны соответствовать указанным в табл. , а диаметра d3 — в табл. .
Таблица 4
|
Номинальный диаметр резьбы d,мм |
Шаг Р,мм |
Наружная резьба |
Внутренняя резьба |
|||
|
Степень точности |
||||||
|
7 |
8 |
9 |
10 |
7 |
8 |
9 |
|
Допуск, мкм |
||||||
|
Св. 5,6 до 11,2 |
1,5 |
По ГОСТ 9562 |
335 |
По ГОСТ 9562 |
||
|
2 |
375 |
|||||
|
Св. 11,2 до 22,4 |
2 |
400 |
||||
|
3 |
450 |
|||||
|
4 |
530 |
|||||
|
Св. 22,4 до 45 |
2 |
425 |
||||
|
3 |
500 |
|||||
|
5 |
600 |
|||||
|
6 |
670 |
|||||
|
7 |
710 |
|||||
|
8 |
750 |
|||||
|
10 |
800 |
|||||
|
12 |
850 |
|||||
|
Св. 45 до 90 |
3 |
530 |
||||
|
4 |
600 |
|||||
|
5 |
630 |
|||||
|
8 |
800 |
|||||
|
9 |
850 |
|||||
|
10 |
850 |
|||||
|
12 |
950 |
|||||
|
14 |
1000 |
|||||
|
16 |
1060 |
|||||
|
18 |
1120 |
|||||
|
20 |
1120 |
|||||
|
Св. 90 до 180 |
4 |
630 |
||||
|
5 |
710 |
|||||
|
6 |
750 |
|||||
|
8 |
850 |
|||||
|
12 |
1000 |
|||||
|
14 |
1060 |
|||||
|
16 |
1120 |
|||||
|
18 |
1180 |
|||||
|
20 |
1180 |
|||||
|
22 |
1250 |
|||||
|
24 |
1320 |
|||||
|
28 |
1400 |
|||||
|
32 |
1500 |
|||||
|
Св. 180 до 355 |
8 |
900 |
||||
|
10 |
1000 |
|||||
|
12 |
1060 |
|||||
|
18 |
1250 |
|||||
|
Св. 180 до 355 |
20 |
1320 |
||||
|
22 |
1320 |
|||||
|
24 |
1400 |
|||||
|
32 |
1600 |
|||||
|
36 |
1700 |
|||||
|
40 |
1700 |
|||||
|
44 |
1800 |
|||||
|
48 |
1900 |
Таблица 5
|
Номинальный диаметр резьбы d,мм |
Шаг Р,мм |
Основное отклонение диаметра d2 |
Номинальный диаметр резьбы d,мм |
Шаг Р,мм |
Основное отклонение диаметра d2 |
|||||||||||
|
c |
e |
g |
c |
e |
g |
|||||||||||
|
Степень точности |
Степень точности |
|||||||||||||||
|
8 |
9 |
10 |
7 |
8 |
7 |
8 |
9 |
10 |
7 |
8 |
7 |
|||||
|
Допуск , мкм |
Допуск , мкм |
|||||||||||||||
|
Св. 5,6 до 11,2 |
1,5 |
По ГОСТ 9562 |
559 |
По ГОСТ 9562 |
Св. 90 до 180 |
4 |
По ГОСТ 9562 |
978 |
По ГОСТ 9562 |
|||||||
|
2 |
619 |
5 |
1100 |
|||||||||||||
|
Св. 11,2 до 22,4 |
2 |
650 |
6 |
1174 |
||||||||||||
|
3 |
733 |
8 |
1328 |
|||||||||||||
|
4 |
853 |
12 |
1585 |
|||||||||||||
|
Св. 22,4 до 45 |
2 |
682 |
14 |
1680 |
||||||||||||
|
3 |
795 |
16 |
1775 |
|||||||||||||
|
5 |
962 |
18 |
1875 |
|||||||||||||
|
6 |
1074 |
20 |
1900 |
|||||||||||||
|
7 |
1138 |
22 |
2013 |
|||||||||||||
|
8 |
1203 |
24 |
2125 |
|||||||||||||
|
10 |
1300 |
28 |
2250 |
|||||||||||||
|
12 |
1398 |
32 |
2405 |
|||||||||||||
|
Св. 45 до 90 |
3 |
833 |
Св. 180 до 355 |
8 |
1390 |
|||||||||||
|
4 |
940 |
10 |
1550 |
|||||||||||||
|
5 |
1000 |
12 |
1660 |
|||||||||||||
|
8 |
1265 |
18 |
1963 |
|||||||||||||
|
9 |
1343 |
20 |
2075 |
|||||||||||||
|
10 |
1363 |
22 |
2100 |
|||||||||||||
|
12 |
1523 |
24 |
2225 |
|||||||||||||
|
14 |
1605 |
32 |
2530 |
|||||||||||||
|
16 |
1700 |
36 |
2685 |
|||||||||||||
|
18 |
1800 |
40 |
2725 |
|||||||||||||
|
20 |
1825 |
44 |
2880 |
|||||||||||||
|
48 |
3045 |
|||||||||||||||
ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
4.1. Система допусков резьбы предусматривает:
— допуски диаметров резьбы;
— положения полей допусков диаметров резьбы;
— классификацию длин свинчивания;
— поля допусков резьбы и их выбор с учетом длин свинчивания и классов точности.
4.2. Схемы полей допусков наружной и внутренней резьбы приведены на черт. .
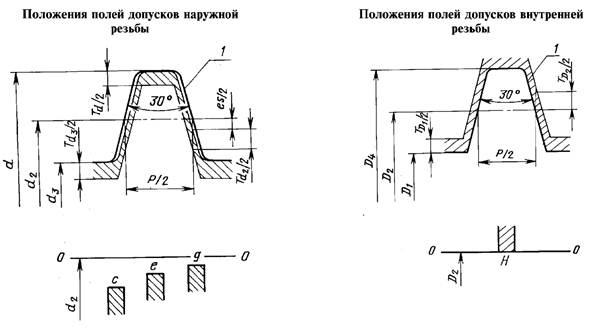
1 — номинальный профиль
Черт. 2
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
4.3. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемым цифрами.
Степени точности диаметров резьбы приведены в табл. .
Допуски среднего диаметра резьбы являются суммарными.
Таблица 2
|
Диаметр резьбы |
Степень точности |
|
|
Наружная резьба |
d |
4; 6 |
|
d1 |
7; 8; 9; 10 |
|
|
d3 |
||
|
Внутренняя резьба |
D2 |
7; 8; 9 |
|
D1 |
4 |
Примечания:
1. Степень точности 6 диаметра d допускается применять для резьбы, изготовляемой накатыванием.
2. Степень точности диаметра d3должна соответствовать степени точности диаметра d2.
Допуски диаметра D4не устанавливаются.
4.4. Диаметральная компенсация отклонений шага не должна превышать 30 % допуска среднего диаметра для обеспечения равномерного зацепления всех витков резьбы.
Данная норма не подлежит обязательному контролю, если это не оговорено особо.
4.5. Для резьбы с углом подъема более 10° суммарный допуск не включает диаметральной компенсации отклонения от прямолинейности боковых сторон профиля в осевом сечении.
Выбором соответствующего метода изготовления резьбы (например, изготовления выпуклых боковых поверхностей резьбы) должно быть обеспечено прилегание боковых сторон профиля наружной и внутренней резьбы в их средней части.
4.6. Положение полей допусков диаметра резьбы определяется основным отклонением (верхним es — для наружной резьбы и нижним EI — для внутренней) и обозначается буквами латинского алфавита (строчной для наружной резьбы и прописной — для внутренней).
Положения полей допусков приведены на черт. , основные отклонения — в табл. .
Таблица 3
|
Диаметр резьбы |
Основное отклонение |
|
|
Наружная резьба |
d |
h |
|
d2 |
с; е; g |
|
|
d3 |
h |
|
|
Внутренняя резьба |
D4 |
H |
|
D2 |
||
|
D1 |
4.7. Длины свинчивания подразделяются на две группы: нормальные N и длинные L.
4.8. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска наружной резьбы образуется сочетанием полей допусков наружного, среднего и внутреннего диаметров.
Поле допуска внутренней резьбы образуется сочетанием полей допусков среднего и внутреннего диаметров.
4.9. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в обязательном приложении .
ПОЛЯ ДОПУСКОВ
6.1. Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в табл. .
Таблица 8
|
Наружная резьба |
Внутренняя резьба |
|||
|
Длина свинчивания |
||||
|
N |
L |
N |
L |
|
|
Поле допуска |
||||
|
Точный |
6е; 6g |
7е |
6Н |
7Н |
|
Средний |
7е; 7g |
8е |
7Н |
8Н |
|
Грубый |
8с; 8е |
9с |
8Н |
9Н |
Примечание. При повышенных требованиях к точности для длин свинчивания L допускается применять поля допусков, установленные для длин свинчивания N.
6.2. Поля допусков наружной и внутренней резьбы, указанные в табл. , являются ограничительным отбором из всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности по табл. и основных отклонений по табл. .
Поля допусков, не предусмотренные табл. , являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по табл. не могут обеспечить требования, предъявляемые к изделию.
6.3. Предельные отклонения наружной и внутренней резьбы,, соответствующие полям допусков, установленным в табл. , приведены в обязательном приложении .
6.4. В посадках допускаются любые сочетания полей допусков наружной и внутренней резьбы, установленные настоящим стандартом. Предпочтительней сочетать поля допусков одного класса точности.
6.5. Рекомендуемые замены допусков резьб по ГОСТ 9562 приведены в рекомендуемом приложении .
ПРИЛОЖЕНИЕ 3 (рекомендуемое). РЕКОМЕНДУЕМЫЕ ЗАМЕНЫ ДОПУСКОВ РЕЗЬБ ПО ГОСТ 9562-60
ПРИЛОЖЕНИЕ 3Рекомендуемое
Замену допусков резьб по ГОСТ 9562-60 допусками по настоящему стандарту рекомендуется производить в соответствии с табл.1 — для винтов и табл.2 — для гаек.
Таблица 1
|
Класс точности резьбы винтов по ГОСТ 9562-60 |
Заме- няющее поле допуска |
Соотношение между отклонениями |
Соотношение между допусками |
Соотношение между отклонениями и допусками при других заменах |
|
Кл.1 |
7g |
Верхнее отклонение кл.1 равно нулю.Верхнее отклонение поля допуска 7g смещено внутрь поля допуска кл.1 примерно на 20%.Нижнее отклонение поля допуска 7g выходит за поле допуска кл.1 при 12 мм на 1020%, при 12 мм — на 37% |
При 12 мм допуски приблизительно одинаковые (разница не более 10%), при 12 мм допуски 7g меньше допусков кл.1 на 1020% |
Для наиболее точных соединений, когда увеличение зазора, вызванное заменой кл.1 на поле допуска 7g, нежелательно, возможна замена на поле допуска 6g.В этом случае поле допуска 6g полностью вписывается в поле допуска кл.1. Допуск 6g примерно на 25% меньше допуска кл.1 |
|
Кл.2 |
7е |
Верхнее отклонение поля допуска 7е смещено внутрь поля допуска кл.2 в среднем на 12%.Нижнее отклонение поля допуска 7е смещено внутрь поля допуска кл.2 на 1025% |
Допуск 7е меньше допуска кл.2 при 10 мм на 2530%, а при 10 мм — на 3540% |
Если значительное сокращение допусков, вызванное заменой кл.2 на поле допуска 7е, нежелательно, то возможна замена на поле допуска 8е. В этом случае разница верхних отклонений та же, что и при замене на поле допуска 7е, а нижнее отклонение поля допуска 8е практически не выходит за пределы кл.2. Допуски при 10 мм приблизительно одинаковые (разница не более 10%), а при 10 мм допуск 8е меньше допуска кл.2 в среднем на 20% |
|
Кл.3 |
8с |
Верхнее отклонение поля допуска 8с смещено внутрь поля допуска кл.3 в среднем на 30%.Нижнее отклонение поля допуска 8с практически не выходит за поле допуска кл.3 |
Допуск 8с на 2535% меньше допуска кл.3 |
Если увеличение гарантированных зазоров, вызванное заменой кл.3 на поле допуска 8с, нежелательно, то возможна замена на поле допуска 8е. В этом случае смещение верхнего отклонения поля допуска 8е внутрь поля допуска кл.3 не превышает 15%, нижнее отклонение лежит в поле допуска кл.3, а соотношение между допусками то же, что и при замене на поле допуска 8е |
|
Кл.3Х |
8с |
Верхние отклонения полей допусков 8с и кл.3Х практически совпадают (разница не более 10%).Нижнее отклонение поля допуска 8с смещено внутрь поля допуска кл.3Х на 2540% |
Допуск 8с на 2535% меньше допуска кл.3Х |
При длинах свинчивания возможна замена кл.3Х на поле допуска 9с. В этом случае соотношение верхних отклонении то же, что и при замене на поле допуска 8с, нижнее отклонение поля допуска 9с при 8 мм практически не выходит за пределы кл.3Х, а при 8 мм смещено внутрь поля допуска кл.3Х на 1520%.Допуск 9с на 1020% меньше допуска кл.3Х |
Примечание. Допуски наружного диаметра винтов по ГОСТ 9562-81 при 8 мм больше допусков по ГОСТ 9562-60 на 80-20%, при 1016 мм допуски приблизительно одинаковые (разница не более 10%), а при 16 мм допуски по ГОСТ 9562-81 меньше на 1134%.
Таблица 2
|
Класс точности резьбы гаек по ГОСТ 9562-60 |
Заменя-ющее поле допуска |
Соотношение между отклонениями |
Соотношение между допусками |
Соотношение между отклонениями и допусками при других заменах |
|
Кл. 1 |
7Н |
Нижние отклонения совпадают (равны нулю) |
Допуски 7Н больше допусков кл.1 при 10 мм в среднем на 30%, при 10 мм — на 1020% |
— |
|
Кл. 2 |
7Н |
Нижние отклонения совпадают (равны нулю) |
Допуски 7Н при 10 мм приблизительно совпадают (разница не более 10%), а при 10 мм меньше допусков кл.2, но не более чем на 20% |
При длинах свинчивания возможна замена кл.2 на поле допуска 8Н. В этом случае допуски 7Н при 10 мм больше допусков кл.2 в среднем на 20%, а при 10 мм допуски приблизительно одинаковые (разница не более 10%) |
|
Кл. 3 |
8Н |
Нижние отклонения совпадают (равны нулю) |
Допуски 8Н при 10 мм приблизительно совпадают (разница не более 10%), а при 10 мм меньше допусков кл.3, но не более чем на 20% |
При длинах свинчивания возможна замена кл.3 на поле допуска 9Н. В этом случае допуски 9Н при 10 мм больше допусков кл.3 в среднем на 20%, а при 10 мм допуски, приблизительно одинаковые (разница не более 10%) |
Примечание. Допуски внутреннего диаметра гаек по ГОСТ 9562-81 при 224 мм больше допусков по ГОСТ 9562-60 на 136-10%, при 24 мм допуски приблизительно одинаковые (разница не более 10%).Допускаются другие замены из числа полей допусков, установленных в стандарте.
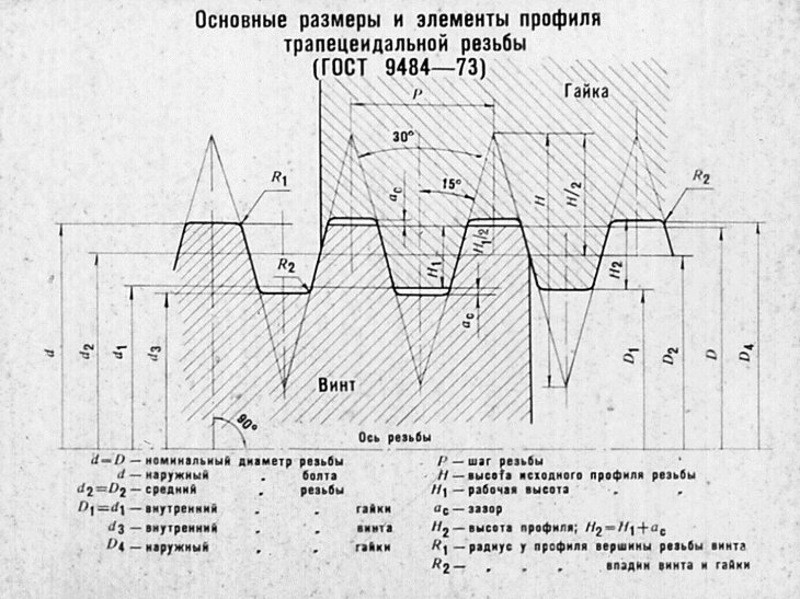
ОБОЗНАЧЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ
1.1. Обозначения, принятые в настоящем стандарте, приведены ниже:
d — наружный диаметр наружной резьбы (винта);
d2— средний диаметр наружной резьбы;
d3— внутренний диаметр наружной резьбы;
D1— внутренний диаметр внутренней резьбы (гайки);
D2— средний диаметр внутренней резьбы;
D4 — наружный диаметр внутренней резьбы;
Ph— ход резьбы;
Р — шаг резьбы;
п — число заходов;
N — длины свинчивания группы «нормальные»;
L — длины свинчивания группы «длинные»;
Td, ,, , — допуски диаметров d,d2,d3,D1,D2;
es — верхнее отклонение диаметров наружной резьбы;
ES — верхнее отклонение диаметров внутренней резьбы;
ei — нижнее отклонение диаметров наружной резьбы;
EI — нижнее отклонение диаметров внутренней резьбы.
ОБОЗНАЧЕНИЯ
5.1. В условное обозначение трапецеидальной многозаходной резьбы должны входить: буквы Tr, номинальный диаметр резьбы, числовое значение хода и в скобках буква P и числовое значение шага, буквы LH для левой резьбы.
Пример условного обозначения трапецеидальной многозаходной резьбы номинальным диаметром 20 мм, числовым значением хода 8 мм и шагом 4 мм:
Тr 20∙8 (Р4)
То же, левой :
Тr 20∙8 (Р4)LH
5.2. Обозначение поля допуска многозаходной трапецеидальной резьбы состоит из обозначения поля допуска среднего диаметра, т.е. цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например: 8е, 8Н.
Поле допуска 4h диаметра d и поле допуска 4Н диаметра d1в условном обозначении резьбы не указывают.
В тех случаях, когда для наружного диаметра d назначают поле допуска 6h, то его дополнительно указывают в условном обозначении поля допуска резьбы:
|
Например: |
8e 6h |
5.3. В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Например:
Тr 20∙8 (Р4)-8е
Тr 20∙8 (Р4)—8Н
Тr 20∙8 (Р4)LH-8e
5.4. Длина свинчивания, если она отличается от длины резьбы, указывается в миллиметрах в конце обозначения резьбы, например:
(Измененная редакция, Изм. № 1).
5.5. Посадку в резьбовом соединении обозначают дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе — обозначение поля допуска наружной резьбы.
Например:
Tr 20∙8 (Р4)—8Н/8е
Tr 20∙8 (Р4)LH-8H/8e
Особенности трапецеидальной резьбы
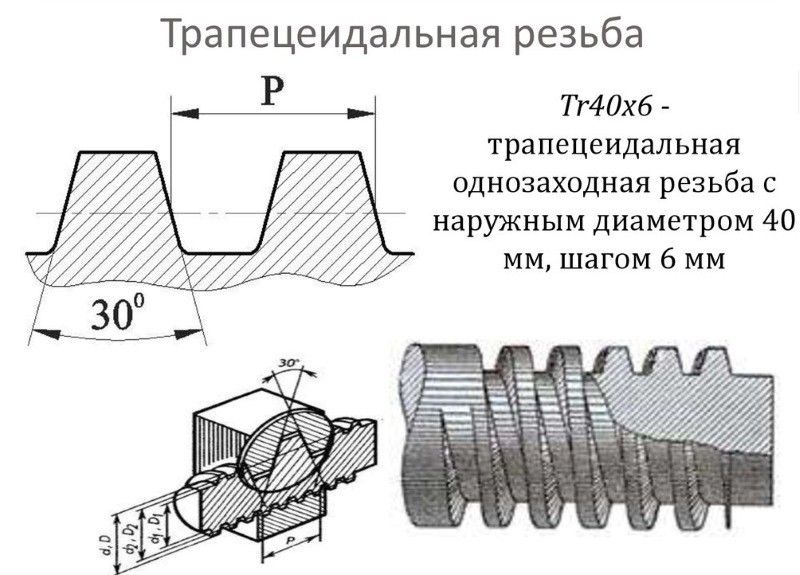
Угол профиля трапецеидальной резьбы составляет 15–40° и образует форму трапеции. Угол подъема равняется 30°. Угловой коэффициент профиля, тип смазки и материал влияют на показатели трения. Трапецеидальная резьба, благодаря свойству самоторможения, позволяет заготовке не деформироваться при сильных нагрузках. Она обладает лучшей износоустойчивостью, в отличие от трубной резьбы.
Наибольшим эффектом обладают трапецеидальные резьбы, обладающие средним шагом. Они способны обеспечить умеренные показатели точности осевых перемещений и износостойкости обрабатываемой детали. Измерение среднего шага производится при помощи штангенциркуля. Для проведения расчетов достаточно посчитать количество и провести замер протяженности стержня. Результат деления этих величин будет являться значением усредненного шага.В связи с тем, что трапецеидальная резьба является метрической, величина шага указывается в миллиметрах.
На чертеже она имеет следующую маркировку:
- обозначение латинскими буквами “Tr”;
- указание значений диаметра и шага в мм;
- обозначение левой однозаходной при помощи латинских символов “LH”.
Пример маркировки: Tr25x5LH – резьба с профилем в форме трапеции, однозаходная левая, длина диаметра составляет 25 мм, величина шага равняется 5 мм. Определить основные размерные параметры возможно также при помощи ГОСТ 9484-81.
Трапецеидальная резьба обладает следующими преимуществами:
- Радиальные зазоры возможно выявить при помощи размещения резьбы посередине диаметра.
- В отличие от дюймовой резьбы, она обладает преобразовательной функцией, превращая вращение изделия в поступательные движение. Преобразование осуществляется посредством гайки и винта. От этой функции зависит производительность и устойчивость рабочих инструментов.
- Предоставляется возможность конструировать и демонтировать более комплексные устройства и предметы неограниченное количество раз.
- Облегчает процесс сбора и разбора деталей, благодаря самостоятельному регулирования силы сжатия.
- Упрощенный процесс изготовления заготовок в различных вариациях. Качество разработанных деталей определяется от материала исходной заготовки.
Несмотря на большое количество достоинств, она имеет несколько недостатков:
- В результате сильного трения возникает большое напряжение на впадинах резьбы.
- Этот вид нарезания нельзя использовать при обработке механизмов, обладающих высокими показателями вибрации. В противном случае это может привести к самостоятельному выкручиванию винтов.
- Высокая стоимость. Многозаходные резьбы стоят дороже однозаходных. Цена зависит от материалов, количества затраченного времени, технологической базе и объема используемой электроэнергии.
Из-за данных особенностей трапецеидальная резьба используется в узконаправленных отраслях производства в небольшом количестве.










 Adblock
Adblock