Тиски для сверлильного станка: обзор устройств и рейтинг лучших моделей
Содержание:
Как сделать своими руками
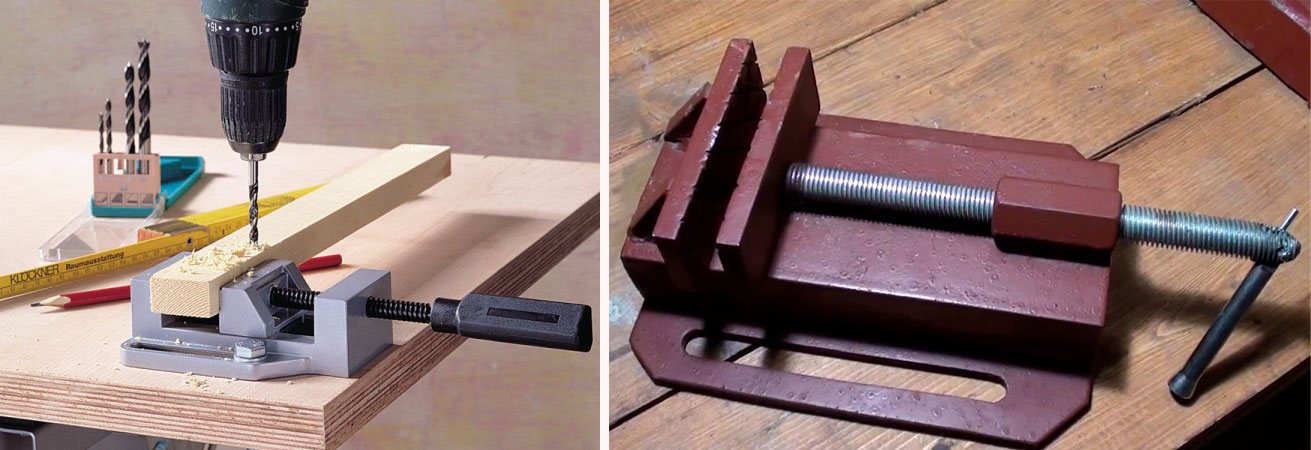
Многие мастера предпочитают станочные тиски изготавливать самостоятельно, поскольку это несложный процесс, позволяющий экономить семейный бюджет. Перед тем как заняться сборкой устройства, нужно определиться с выбором материала, из которого планируется изготовить тиски. Лучше всего отдавать предпочтение квадратной (профильной) трубе размером 60Х40 мм.

Понадобится последовательно выполнить действия:
Из металла необходимо вырезать квадрат, который послужит основанием для будущего устройства. На каждой стороне квадрата нужно проделать по 4 отверстия, они понадобятся для фиксации тисков к станку.
Затем из трубы следует изготовить 2 губки, в одной из которых потребуется сделать отверстие и вставить шайбу.
Следующим шагом станет изготовление направляющих, благодаря которым пластина сможет двигаться по оси неподвижной губки. В качестве рельсов подойдет обычный металлический уголок. Его следует приварить с обеих сторон по краям пластины
Важно, чтобы уголок потом не мешал прижимать заготовку.
Далее нужно изготовить механизм вращения, приваривая хомут с гайкой к основанию. После этого в гайку вкручивается винт, его нужно вставить в отверстие пластины таким образом, чтобы болт не тянул ее назад.
Завершается изготовление фиксацией тисков к сверлильному станку
Это можно сделать с помощью гаек и болтов. Так как тиски изготовлены в домашних условиях, то они многим отличаются от магазинных
Поэтому нужно уделить особое внимание их настройке, которая не должна проходить в спешке. Станки с тисками следует устанавливать в домашнем цеху на расстоянии 70 см друг от друга.
Более подробный обзор создания тисков для сверлильного тиска своими руками представлен в следующем видео.
Предназначение
В металлорежущих станках в основном все перемещения осуществляет рабочий инструмент. Выполнение работы на противоположной стороне затрудняет задачу, при этом действие инструмента выпадает из поля видимости рабочего.
Фрезерные тиски применяют в следующих ситуациях:
- для перемещения заготовки в процессе обработки лицевой стороной к мастеру, при этом оно может быстро определить недостатки в работе оборудования;
- при изготовлении детали в форме идеального круга;
- при перемещении заготовки на 90°.
Устройства для фиксации применяют:
- в условиях частной мастерской при изготовлении различной фурнитуры, для подгона окон из пластика;
- на промышленном производстве тиски для фрезерных станков применяют при изготовлении деталей сложной формы.
Как выбрать
До того как приобрести тиски для сверлильного станка, следует учесть много нюансов, так как от этого будет зависеть срок их службы и объем выполнения работы. Для серийной обработки крупных заготовок из металла, которые нужно прочно крепить, рекомендуется приобретать профессиональные модели. Они позволят снизить производственные расходы и прослужат долгое время, так как обладают износоустойчивостью и не боятся механических повреждений, коррозии. Кроме этого, такие тиски повысят точность обработки, что уменьшить риск брака. Если планируется использовать станок на даче для оборудования стоек, то можно приобретать маленькие неповоротные тиски, они обладают надежной фиксацией (свободные руки) и удобны в использовании.


Выбирая поворотные модели, необходимо обращать внимание на их размеры. Чаще в продаже встречаются модели размером 80, 100, 125, 160, 200, 250 и 320 мм
Эти цифры, помимо габаритов, могут означать также другие показатели. Например, маркировка «200 мм» может указывать на максимальный раствор тисков, а «100 мм» – на ширину губок. Помимо этого, выбор должен опираться на тип станка, для которого планируется покупать тиски, и на особенности заготовок, где нужно будет просверливать отверстия (материал, вес, форма, габариты). От этого напрямую зависит выбор материала губок и корпуса (чугун или сталь).

Назначение инструмента
 Такое устройство обеспечивает безопасность выполняемого процесса.
Такое устройство обеспечивает безопасность выполняемого процесса.
Основное назначение тисков – надежная фиксация заготовки, чтобы сверление было выполнено с максимальной точностью.
Многие производители оборудования не включают тиски в комплектацию станков. Это объясняется тем, что такие устройства не всегда требуются. Кроме того, станки повышают стоимость оборудования. Этим и объясняется отказ некоторых производителей во включении их в комплектацию оборудования.
Тиски могут не потребоваться, если обрабатываемая заготовка выполнена из дерева или пластика. Такие элементы можно удерживать руками. Для металлических деталей наличие тисков – обязательное условие для выполнения сверления. Без такого устройства выполнять работу не только неудобно, но и небезопасно. Кроме того, без тисков не получится выполнить сверление детали под определенным углом.
Обзор видов
Рынок предлагает множество моделей и разновидностей, которые имеют свою область применения. Разделение фрезерных тисков производят на:
- тиски с гидравликой;
- поворотные станочные устройства;
- глобусные;
- самоцентрирующиеся;
- синусные;
- пневматические.
Станочные поворотные
Устройство имеет основной элемент – ротационный диск. С его помощью перемещают деталь по программным параметрам, заданным, чтобы обработать ее. Для фиксации тисков имеется плотный зажим. Он напоминает стержень, на котором имеется резьба. Происходит вынос регулятора за пределы поворотной части. Ротационный диск снабжен специальными углублениями, что позволяют надежно зафиксировать устройство ручного управления. Оно имеет две пластины из металла, находящиеся друг от друга параллельно.
Регулировка на станине осуществляется с помощью специального стержня. На нем нарезана резьба, и он имеет перпендикулярное расположение. Противоположная сторона оснащена ручкой. Подбор технических характеристик, которыми обладает приводной вал, осуществляют с соблюдением главного условия – губки при эксплуатации не должны повреждаться. Такие параметры позволяют производить регулировку расстояния от одной губки до другой и усилия сжатия. Чтобы мастеру было легче работать, некоторые модели тисков имеют обе подвижные губки и снабжаются рычагом для сжатия деталей с ускорением.
Применение ручных тисков с поворотным механизмом осуществляется в условиях небольших мастерских частного характера, где обрабатывают хрупкие материалы. Они могут быть повреждены автоматическими устройствами.


Пневматические
В конструкции основания имеются две ротационные пластины, тиски имеют параллельные пластины и снабжены рельсами. Регулировка осуществляется с помощью трубки, она имеет соединение с движущейся частью станины устройства. Ручной или электрический насос нагнетает сжатый воздух. Когда нужно зафиксировать заготовку, подается воздух в трубке, соединенной с поршнем, который двигается вперед. Для того чтобы ослабить усилия, и разомкнуть губки тисков, осуществляют переключение пневмораспределителя, чтобы стравить воздух из системы.


Гидравлические
Принцип действия и конструктивное решение такое же, как в пневматических тисках. Но они наполняются не сжатым воздухом, а жидкостью.
Часто используется вода, но при необходимости большего усилия могут применить жидкость с увеличенной вязкостью и более упругую. Нужно заметить, у гидравлических станков насос не открыт, чтобы забирать окружающий воздух, а соединен со специальным резервуаром, в котором находится жидкость.
Применяют гидравлические устройства на производственных предприятиях различного типа, у которых есть возможность приобретать дорогое и высокоэффективное оборудование, позволяющее полностью автоматизировать процесс. Тиски с небольшой мощностью встречаются в обычной мастерской. Но их преимущество перед ручными моделями вызывает сомнения.


Принципы выбора
При выборе аппаратов для крепления заготовок учитывают следующие параметры:
- выполнение определенных функций тисками;
- исполнение механизма крепления;
- материал, из которого изготовили губки, а также их размеры для конкретных деталей;
- номинальное давление на деталь при закреплении;
- максимальный ход винта при полном выдвижении;
- масса тисков, подбирается в соответствии с размерами рабочего стола станка;
- разновидность приводного механизма.
Преимущества и недостатки
К преимуществам относят:
- высокое усилие позволяет удерживать крупные заготовки при обработке;
- корпус, изготовленный из качественной стали, выдерживает максимальные нагрузки;
- станина защищена от воздействия коррозии;
- при помощи фрезерных тисков выполняют работы высокой точности;
- обработка мягкого материала, без его повреждения.
К недостаткам относят:
- применение подкладок под губки для предотвращения замятия детали;
- вертикальный перекос губок;
- применение сложного привода для перемещения.
Производители и стоимость
Фрезерные поворотные тиски изготавливают в качестве дополнительного приспособления для станков. Производятся отечественными и зарубежными компаниями. Диапазон цен начинается от 2000 рублей, и достигают значений 30000 рублей.
Технические требования по ГОСТ
Для изготовления тисков используются прочные материалы, такие как легированная сталь или чугун. Все изделия должны соответствовать ГОСТ 16518-96. Согласно ГОСТ, выделяют станки поворотные и неповоротные с различными размерами максимального хода и паза. В соответствии с техническими требованиями тиски могут быть следующих классов точности:
- Нормальной точности (Н).
- Повышенной точности (П).
- Высокой точности (В).
Части подвижных тисков должны перемещаться плавно, без рывков и не заедать. На поверхностях тисков не должно быть дефектов, таких как трещин, вмятин, коррозии. Применяются требования к шероховатости поверхности, цене деления круговой шкалы в поворотных тисках, сроку службы, ресурсу по точности, безопасности тисков.

Разновидности
Фрезерные тиски классифицируют на несколько типов:
- станочные поворотные;
- пневматические тиски;
- гидравлические.
Станочные с поворотной частью
Основной частью данных аппаратов считается диск для ротаций, при помощи которого происходит перемещение заготовки согласно заданным программам обработки. Закрепляются тиски плотным зажимом в виде стержня из металла с нарезанной на нем резьбой. За поворотную часть выносится регулятор неподвижный. В диске для ротаций изготавливают углубления для надежной фиксации приспособления с ручным управлением, состоящим из двух металлических пластин, расположенных параллельно.
Для регулировки на станине расположен стержень с нарезанной резьбой, устанавливается перпендикулярно, с противоположной стороны на нем имеется ручка. Технические характеристики вала приводного подбираются с условием отсутствия вреда губкам в процессе эксплуатации. Благодаря таким параметрам при зажиме заготовки можно регулировать расстояние между губками, а также усилия прижатия. Для облегчения работы мастера в некоторых тисках перемещаются обе части, а также имеется рычаг для ускоренного зажима детали.
Ручные поворотные тиски применяются в частных мастерских при работе с хрупким материалом. Автоматические аппараты могут повредить заготовки, ручное управление позволяет рассчитывать усилия прижатия. Имеют низкую цену.
Пневматические тиски
В основании расположены пара пластин для ротации, аппарат состоит из параллельных пластин, а также рельсы. Для регулировки применяют трубку, изготовленную из герметичного корпуса, которая присоединяется к подвижной части станины тисков. Нагнетание сжатого воздуха производится при помощи насоса с ручным или электрическим приводом. При необходимости закрепить деталь подают воздух в трубку, соединенную с поршнем, он двигается вперед. Чтобы разжать губки переключают пневмораспределитель, система стравливается.
В результате применения на станках с программным управлением, тиски оснащаются электрическим приводом. При таком исполнении получают автоматическое вращение в процессе обработки, при этом увеличивается эффективность фрезерования, усилие прижатия выше, чем у ручных.

Пневматические тиски в работе
Гидравлические
Конструкция схожа с пневматическими, только в качестве материала носителя применяется гидравлическая жидкость. Зачастую используют дистиллированную воду, однако для достижения повышенных усилий прижатия в системы заправляют вязкую жидкость. Емкость с маслом или водой закрывают герметично для сохранения нагнетенного давления. Применяются в промышленных производствах и частных мастерских.
Применение специальных приспособлений для обработки деталей
При обработке деталей требуется выполнение различных видов работ с использованием станков различного типа, на которых устанавливаются станочные крепежные устройства:
- обрабатывающих центрах (токарные, фрезерные работы);
- фрезерных станках (фрезерные работы);
- плоскошлифовальных станках;
- сверлильных станках;
- электроэрозионных станках;
- станках с ЧПУ (фрезерные, токарные работы).
По степени регулировочного прижимного усилия при фиксации обрабатываемой детали крепежные устройства можно классифицировать:
- использующие механизм гидравлического усилителя;
- использующие пневматический привод;
- использующие винтовую передачу.
Фиксирующие устройства станочные (пневматические) оснащенные гидроприводом используются при проведении работ, когда требуется крепеж заготовки с приложением большого усилия. В некоторых типах устройств используемый гидроцилиндр позволяет компенсировать частично вибрацию, возникающую при проведении операции резки.
Применение различных приводов позволяет добиваться высокой точности обработки деталей и автоматизации процесса изготовления изделий.
Использование станочных тисков позволяет:
- создавать повышенную степень фиксации заготовки во время обработки;
- обеспечить высокую надежность обработки деталей;
- осуществлять длительную эксплуатацию оборудования с сохранением качественных показателей.
Применение различных типов станочных тисков позволяет выполнять широкий круг различных операций связанных с обработкой деталей.









 Adblock
Adblock