Трубогибочный станок: устройство для сгибания труб в бытовых и промышленных масштабах
Содержание:
Технические особенности и свойства труб из нержавейки
Нержавеющая сталь обладает целым набором замечательных полезных свойств и поэтому широко применяется в промышленности, в медицинском производстве, в коммунальном хозяйстве и в быту. К ее основным свойствам относятся способность противостоять агрессивным средам, устойчивость к коррозии и высокой температуре, и высокая механическая прочность.
 Согнутые элементы нержавейки
Согнутые элементы нержавейки
Такие свойства сталь приобрела благодаря химическому составу, основным элементом которого является хром. При изготовлении стали добавляются и другие легирующие добавки, которые придают полученным изделиям приятный гладкий внешний вид.
Методы предотвращения овализации
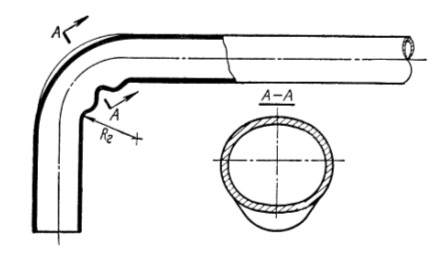
При гибке нержавеющих труб, особенно тонкостенных, проявляются нежелательные изменения формы и толщины стенок материала изделия, в частности:
- меняется внешняя форма, появляется овализация;
- происходит уменьшение толщины наружной стенки вследствие растяжения при изгибе;
- появление складок и изломов на внутреннем радиусе изгиба;
- после окончания гибки вследствие пружинящих свойств изделия увеличивается радиус гиба и угол поворота.
Все эти негативные последствия влияют на внешний вид изделия, уменьшение толщины стенки ослабляет прочность. А овализация снижает проходное сечение и вызывает дополнительное сопротивление движению рабочей среды.
Поэтому для предотвращения подобных изменений гибка труб производится с помощью методов, позволяющих сохранить круглую форму изделия без деформаций. Один из этих способов основан на том, чтобы с помощью внутреннего заполнения трубы жестким или упругим материалом предохранить внутренние стенки от деформации.
 Изменение сечения, овализация
Изменение сечения, овализация
В качестве наполнителя можно использовать песок, измельченную пробку, резину и даже воду. Для предотвращения высыпания наполнителя при гибке, отрезок трубы закрывают с двух сторон пробкой. Для предотвращения наружного смещения стенок трубы применяют внешние ограничители в виде ролика.
Лучший эффект дает применение в качестве наполнителя жесткой субстанции, поэтому такой метод больше распространен. Обычно при гибки применяют сразу два способа предотвращения деформации, внутренний и внешний, он дает наилучший эффект.
Как пользоваться?
Описание того, как работать с трубогибом, рассмотрим на наиболее простом и популярном варианте ручного оборудования – арбалетном. Он применим в работе с трубами из металла и металлопластика, толщина стенок которых не более 1 мм. Труба устанавливается в приспособление и путем сжатия ручки деформируется под нужным углом изгиба. Однако потребуется соблюдение правила: чтобы не замять заготовку и не допустить разрыва ее стенок, нужно правильно выбрать сменный пуансон, который равен диаметру заготовки.

Если вы являетесь обладателем гидравлического приспособления для гибки труб, диаметр которых равен от 12 до 100 мм, то важным моментом в работе будет выбор правильной позиции для штока гидроцилиндра: перед началом работы приподнимают перепускной клапан с помощью винта, затем располагают цилиндр на рабочей поверхности и фиксируют траверсу.
Далее, надо выбрать гибочный башмак в соответствии с диаметром заготовки и присоединить его к гидроцилиндру через шток. Пуансон при этом должен быть в горизонтальном положении. Когда гибочный сегмент установлен, выставляем упоры в ближайшие отверстия рядом с гидроцилиндром, и устройство готово к работе.
Обзор трубогибочных станков с ЧПУ смотрите далее.
Как изготовить трубогиб самостоятельно?
В первую очередь нужно сделать хорошее основание Лучше для этого использовать трубу, которая имеет толщину стенок не менее 3 мм.
После того как нужная труба найдена, с одного края нужно отложить 2 см и на этом расстоянии просверлить отверстие, которое должно соответствовать будущей оси.
После этого необходимо определиться с радиусом изгиба, но обязательно нужно брать с запасом на 5 см.
Для изготовления рукоятки необходимо соединить две пластины вместе, но их толщина должна быть не менее 4 мм. Ручка закрепляется на ось, поэтому ее также нужно выполнять с запасом 5-10 мм с каждой стороны.
Как изготовлена ручка, можно начать полностью собирать инструмент. Основание нужно хорошо зафиксировать, на ось прикрепляется одна пластина, вторая на главный шкив. Гайка, имеющаяся на основание фиксируется шпилька фиксатора. Шкив необходимо закрепить на оси и закрепить болтом.
Сделанный своими руками трубогиб подойдет для использования в быту и будет не заменим в некоторых случаях
При сборке этого инструмента важно действовать четко по инструкции, чтобы изделия получилось правильным и пригодным для использования.. Используя данное устройство можно будет построить навес или теплицу, а также проложить газопровод или трубопровод
Пользуясь этим устройством можно согнуть трубу по нужным углом, причем место сгиба будет иметь такие же прочностные характеристики как и на прямом участке трубы
Используя данное устройство можно будет построить навес или теплицу, а также проложить газопровод или трубопровод. Пользуясь этим устройством можно согнуть трубу по нужным углом, причем место сгиба будет иметь такие же прочностные характеристики как и на прямом участке трубы.
Как устроен трубогиб?
Конкретная конструкция приспособления зависит, прежде всего, от его предназначения, однако в обязательном порядке трубогиб включает в себя:
- раму;
- пару трубных упоров;
- гидроцилиндр;
- планки (верхняя/нижняя).

Заметим также, что рама может быть как открытой, так и закрытой. Что касается гидроцилиндра, то он – это главная часть приспособления, которая выполняет силовую функцию.
Также в схеме трубогиба своими руками присутствует нагнетательное устройство, которое размещается на тыльной части корпуса; в этом же месте располагается винт перепускного клапана, рукоятка. А вот сверху цилиндра имеется пробка, посредством которой внутрь заливается масло и проверяется его уровень. Размещенная внизу планка агрегата накручивается на резьбу, находящуюся спереди корпуса, а затем прижимается специальной фиксирующей гайкой. Дополнительно планка крепится замком и парой винтов.

Для ручного усиления применяется выдвижной шток, возвращающийся назад благодаря пружине, которая располагается в цилиндре. Планки трубогиба выполнены как сварная конструкция. На поперечных пластинах имеются отверстия, посредством которых устанавливаются упоры. В нижней части корпуса есть еще резьбовые отверстия для установочных болтов, регулируемые по высоте.

Рассматривая трубогиб своими руками, нельзя не отметить тот факт, что профильные трубы с тонкими стенками пользуются в последние годы все большей популярностью, более того, они дают возможность создавать долговечные и привлекательные конструкции, а также экономить на строительных работах. Именно из таких труб сегодня делают теплицы, различные навесы. Чем же отличается профильная труба от обыкновенной? Прежде всего, поперечным сечением, которое в данном случае не круглое, а овальное, прямоугольное либо квадратное. Именно этим и объясняются конструктивные особенности трубогиба для данного типа труб – ролики должны быть такого же сечения, что и сгибаемые изделия, в противном случае сечение последних может быть деформировано.

Виды
Приспособления, предназначенные для гибки труб, подразделяют по нескольким принципам. Наиболее обобщенно все трубогибы можно разделить на 3 основных вида, по типу применяемого привода.


Ручные
Прокатный тип с ручным приводом – это малогабаритное приспособление, относящееся к ручному рычажному оборудованию, с помощью которого сгибают заготовки небольшого диаметра из металла и полимерных материалов с тонкими стенками. Такой тип оборудования хорош тем, что себестоимость готового изделия получается очень низкой и изготовить его можно своими силами.

Недостатком приспособления является ограниченность диапазона рабочих диаметров, с которыми трубогиб справляется, и необходимость оператору прикладывать довольно значительные физические усилия. Кроме того, заготовку с нестандартными параметрами на таком станке не сделать.

Гидравлические
Механический тип трубогиба представляет собой оборудование, снабженное гидравлическим приводом. Это профессиональный и универсальный трубогиб, который применяется в сфере производства, строительства или иной отрасли. Его преимущество заключается в том, что в отличие от ручного станка гидравлика позволяет увеличить производительность и выполнять большие объемы работ за короткий промежуток времени. Кроме того, механический трубогиб сможет сгибать трубы даже с большим диаметром.


Электрические
Электромеханической тип оборудования является профессиональным, его работа основана на применении электропривода. Такие машины используются в рамках крупных промышленных предприятий и объектов, а также при возведении капитальных строительных конструкций. Благодаря электрическому приспособлению для гибки труб можно получить высокое качество, производительность и точность при изготовлении изделий. Многие модели современных станков способны работать с большими диаметрами заготовок и очень точно выдерживать градус изгиба по заданным параметрам.


Недостатком электрического оборудования является то, что наличие в его конструкции электромеханики не лучшим образом сказывается на мобильности такого инструмента, так как его вес увеличивается и присутствует привязка к сетям электропитания.

Оборудование, предназначенное для гибки труб, можно подразделять и по принципу действия таких приспособлений.
Автоматический – работа станка может быть запрограммирована с помощью системы ЧПУ. Все параметры во время работы поддерживаются в автоматическом режиме за счет специальных калибровочных датчиков. Такие станки позволяют изгибать трубы всех диаметров с любым уровнем сложности заданных параметров. На сегодняшний день это самые современные и производительные станки.











Для разных целей и объемов выполнения работ потребуется свой тип оборудования, стоимость которого колеблется в пределах от нескольких сотен до миллиона рублей.
Обзор видов
Рычажный
Это удобный инструмент, который можно использовать для меди, а также металлопластика и труб из тонкостенного металла. Принцип работы такого приспособления довольно прост: в каждом механизме имеется роликовый подвес, а также полуролик и пара рычагов. Формирование заготовки производится под воздействием физической силы оператора и фиксируется зажимом. Подобная обработка позволяет сгибать трубы под углом 180 градусов.
К несомненным преимуществам рычажного инструмента относят:
- возможность изгибать металл на весу без точки опоры;
- при помощи валика можно обрабатывать большое число труб с равным углом загиба;
- присутствие рычага многократно увеличивает давление на металл и при этом уменьшает требуемую силу приложения оператора.
Подобные трубогибы могут изготавливаться из металла, стекловолокна и даже пластика. Некоторые изделия предусматривают гидроцилиндр. Минус подобного оборудования только один — ограниченная сфера использования инструмента, этот трубогиб узкопрофильный, подходит исключительно для сантехники, а для всех остальных видов труб бесполезен.
Пружинный
С технической точки зрения, этот ручной трубогиб представляет собой простейший инструмент — обычную упругую пружину, которая способна отлично держать форму. В этой конструкции отсутствуют сложные элементы, воздействие осуществляется при помощи мышечной силы. Представлен в двух вариантах — внешнем и внутреннем. В первом случае пружина накладывается на трубу, во втором вставляется в нее. Оптимален для работы с медным прокатом, а также сантехникой из металлопластика.
Использование пружинного инструмента позволяет создать необходимый угол, при этом сводит к минимуму риск повреждения металла. К достоинствам такого агрегата относится также возможность загибать трубы «на весу», а также придание нужной формы уже подведенной к системе водоснабжения трубе. Впрочем, и без недостатков не обошлось: под заготовкой нет валика, поэтому сгиб может получиться произвольной формы. Кроме этого, каждая пружина может использоваться исключительно под трубы определенного диаметра.
Автоматический
Такое устройство представляет собой автоматическую версию ручного трубозагибочного инструмента, от своего «прототипа» он унаследовал уголковый механизм работы, возможность работы «на весу» и сгиб по двигающемуся ролику. Такой трубогиб можно перемещать с места на место, а его размеры, как правило, не превышают габариты стандартного перфоратора.
Подходит для деформации следующих видов проката:
- медных тонкостенных труб диаметром менее 1 дюйма;
- стальной тонкостенной трубы диаметром до 25 мм.
Физическая сила сгибания переходит на шестеренчатый редуктор, передается на рабочий вал, который и осуществляет проворачивание заготовки. Позволяет добиться угла наклона в диапазоне от 0 до 180 градусов. Нагрузка на механизм довольно высока, поэтому качество оборудования оценивают по материалу шестерни. В самых бюджетных изделиях применяют порошковые сплавы, они довольно быстро разрушаются. В дорогостоящих моделях шестерни делают из стали.
Арбалетного типа
Это универсальное приспособление, функционирование которого осуществляется благодаря сменным насадкам под трубки определенного диаметра. Выглядит как Т-образная конструкция, на одной стороне которой крепится держатель труб. Перпендикулярно располагается рычаг, передающий физическую силу. Чаще всего в работе оборудования используется мускульная сила, но существуют модели, где сила уходит на гибочный башмак.
Арбалетный трубогиб обеспечивает сгиб трубопроката в диапазоне 0- 90 градусов, устройство работает как с мягкими, так и с довольно твердыми металлами, позволяет загибать медь, латунь, сталь, металлопластик. У такого вида трубогибов имеется свой недостаток, причем довольно значительный. Для каждого типа металлопроката требуется своя насадка, если подобрать неверно, то это может привести к изменению внутреннего размера трубы или даже разрыву заготовки.
В чем разница: бездорновый или дорновый трубогиб?
На самом деле не сложно догадаться по рассказанному выше, что если у Вас стоит задача на гибку тонкостенных труб, то значит, бездорновой трубогиб здесь не подойдет – он попросту будет портить заготовку при любом положении дел.
Что бы было проще в последующем, просто запомните, что толстостенные трубы гнут на бездорновых трубогибочных станках, а тонкостенные на дорновых трубогибочных станках.
Почему так?
Стоит сказать, что трубогибочная машина с использованием дорна сама по себе более сложное оборудование, с гораздо бо́льшим количеством деталей и узлов в конструкции.
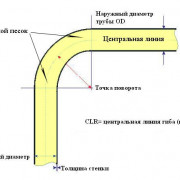
Поскольку в момент гиба труба с внешней стороны угла подвергается растяжению и пытается разорваться, в том числе теряя с легкостью до половины от начальной прочности, а с внутренней стороны происходит образование складок (гофры), то в этом случае необходимо использовать внутренний стабилизатор, который помогает в момент гиба распределяться металлу в нужном направлении, исключая описанные выше проблемы.
Дорн. Он же внутренний стабилизатор или еще его могут называть калибрующий сердечник.
Суть использования дорнования заключается в перемещении подвижного инструмента (дорна) с натяжением сквозь отверстие в самой трубе. В данном случае данный процесс называют поверхностным пластическим деформированием заготовки.

Таким образом, если у Вашего производства возникла потребность в гибке тонкостенных труб, то именно на дорновом трубогибе Вы сможете получить идеально ровный, красивый изгиб и прочную заготовку без ухудшения заложенной прочности.
А если же в Вашем ассортименте изготавливаемой продукции присутствуют только толстостенные трубы и профили с прутками, то выбор бездорнового станка очевиден
Преимущества и недостатки бездорнового трубогиба
Сам по себе бездорновой трубогибочный станок достаточно прост, в этом кроются как плюсы так и минусы такого типа станков.
Преимущества:
- Простая конструкция самого станка
- Он гораздо доступнее дорнового станка. Поэтому его гораздо чаще можно встретить на различных производственных площадках
- Смена всей оснастки под другую задачу или типоразмер занимает минимум времени
- Компактность размеров и массы. Возможность использования на объекте или в малогабаритных цехах
- Возможность работы с прутком и кругляком
- Легкая наладка станка, в некоторых случаях, не требующая ПНР при поставке
- Несложное обслуживание
Недостатки:
- Невозможность работать с тонкостенными трубами и профилями
- В некоторых моментах возможно присутствие гофры на внутренне стороне при не соблюдении рекомендаций к выбору заготовки
- Отсутствие возможности борьбы с «бочкообразностью» при ее появлении
Устройство и принцип работы
Трубогиб деформирует гибочный сегмент трубы по заданному размеру радиуса. С этой целью заготовка закрепляется в специальной оснастке станка, и создается давление на стенки трубы. Схема воздействия трубогиба на деталь следующая.
- Станок имеет два рычага приложения гибочных усилий, в виде так называемых плеч. Точки контакта с трубой имеют вид роликов с подшипником внутри, что позволяет им осуществлять прокатывающее движение по периметру заготовки, воздействуя на нее в разных точках равномерно, исключая образование заломов и вмятин.
- Ролики приводит в движение специальный механизм, называемый шток или вал.
- Угол загиба регулируется при помощи сменных насадок, которые называются «пуансон» и выполняют функцию лекала.
- Пуансон в момент усилия, передаваемого через вал, сообщает давление на стенки заготовки и деформирует их. При этом труба не может сдвинуться со своего места, так как прочно удерживается роликами.
Так устроен простейший ручной вариант станка для сгибания трубы, но в комплектации более сложных машин присутствует электромеханический или гидравлический привод, позволяющий работать с толстостенными заготовками, которые согнуть вручную довольно проблематично.


ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При возникновении поломки оборудования, угрожающей аварией на рабочем месте: прекратить его эксплуатацию, а также подачу к нему электроэнергии, газа, воды, сырья, продукта и т.п.; доложить о принятых мерах непосредственному руководителю (лицу, ответственному за безопасную эксплуатацию оборудования) и действовать в соответствии с полученными указаниями. 4.2. В аварийной обстановке: оповестить об опасности окружающих людей, доложить непосредственному руководителю о случившемся и действовать в соответствии с планом ликвидации аварий. 4.3. Немедленно отключить оборудование в случае: — прекращении подачи электроэнергии; — травмоопасной ситуации (попадании рук, ног, одежды в движущиеся элементы машины); — попадании посторонних предметов в оборудование; — плохом закреплении высечного ножа; — неисправности оборудования, предохранительных, оградительных, блокировочных, пусковых, включающих и т.д. устройств; — неравномерном движении поршня гидроцилиндра. 4.4. Если на металлических частях оборудования обнаружено напряжение (ощущение тока), электродвигатель, работая, гудит, заземляющий провод оборван, оборудование немедленно отключить, доложить мастеру о неисправности электрооборудования и без его указания к работе не приступать. 4.5. В случае возгорания следует отключить электроэнергию, вызвать пожарную охрану по телефону 101, сообщить о случившемся руководству предприятия, принять меры к тушению пожара. 4.6. При прекращении подачи электроэнергии и возникновении вибрации или повышенного уровня шума отключить оборудование. 4.7. При несчастном случае необходимо оказать пострадавшему первую помощь, при необходимости вызвать скорую медицинскую помощь по телефону 103, сообщить своему непосредственному руководителю и сохранить без изменений обстановку на рабочем месте до расследования, если она не создаст угрозу для работающих и не приведет к аварии 4.8. При наличии ран необходимо наложить повязку, при артериальном кровотечении — наложить жгут. 4.9. В случае обнаружения какой-либо неисправности, нарушающей нормальный режим работы, ее необходимо остановить. Обо всех замеченных недостатках руководство предприятия (или старшего по смене) поставить в известность.









 Adblock
Adblock