Токарно-карусельный станок. паспорт, характеристики, схема
Содержание:
- Кинематика станка 1516
- Электрическое оборудование
- Проводимые работы
- Токарно-винторезный станок ГС526У-01
- Расположение и перечень составных частей
- Описание и назначение оборудования
- Кинематика станка 1516
- одностоечный 1512 (1512Ф1, 1512Ф3) | Рязанское Станкостроительное Объединение
- Станок токарно-карусельный двухстоечный 1525. Назначение и область применения
- Расположение составных частей
- Станок токарно-карусельный одностоечный 1512. Назначение и область применения
- Характеристика электрооборудования станка 1512
- Характеристики и особенности 1512
- Станок 1525. Токарно-карусельный. Боковой суппорт. Руководство по эксплуатации
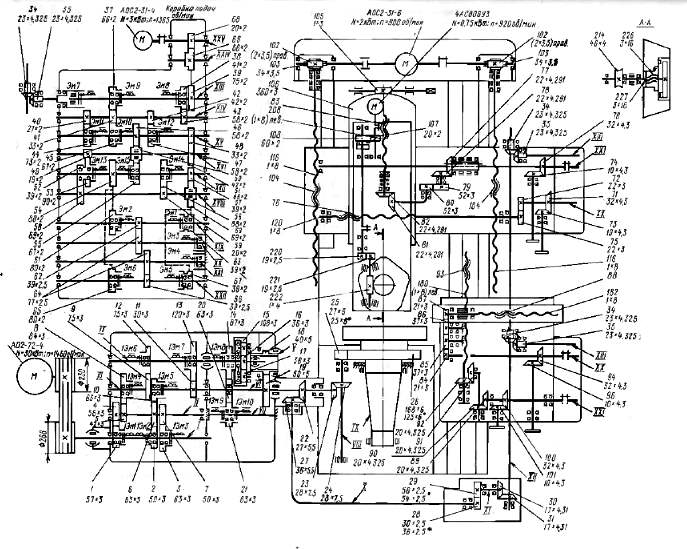
Кинематика станка 1516
Кинематическая схема станка сделана так, что обеспечивает требуемые частоты вращения стола и подачи рабочих органов. Применение, электромуфт дает возможность менять скорости не останавливая станка.
Для облегчения выполнения ремонта коробку скоростей сконструировали так, что поверхность ее разъема параллельна осям валов. Установить самую большую частота вращения стола невозможно. Регулировка выполняется ступенчато, поэтапно.
Коробка скоростей оснащена тормозами для хорошего торможения стола.

Кинематическая схема станка 1516
Вращение на планшайбу снимается с коробки скоростей проходя по цилиндрической и конусообразной парам колес, а потом на колесо планшайбы. Легкость вращения предоставляют пара подшипников.
Коробки, обеспечивающие подачи инструментов, согласованы с коробкой скоростей при помощи шлицевого вала. Зубчатые колоса не перемещаются по валам. Передача вращения происходит при включении электромуфт. Ускоренное перемещение обеспечивается благодаря отдельному электрическому двигателю.
Привод поперечины предоставляют две винтообразные пары. Для безопасности она ручным способом крепится. Схема управления двигателем поперечины обеспечивает его реверс для согласования параллельности с поверхностью рабочей. Сдвиг на 1 зуб обеспечивает перемещение на 0,005 мм.
Лучший видеорегистратор xiaomi 2020 года — 4 ТОП рейтинг лучших
Смена позиций револьверной головки происходит благодаря вращения вала, на котором смонтированы гильза головки, червяк и тормозная муфта. После поворота на 72 (1/5 часть окружности) упор включает микропереключатель и происходит зажим, вал крутится назад.
В инструкции по эксплуатированию можно познакомиться с методами неопасной работы на станке, сроках обслуживания, точках смазки и ее периодичности, требованиях к установке и перевозке и многое иное.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Электрическое оборудование
Электрическое оборудование станка 1516 продемонстрировано электрическими двигателями, управляющими органами и предохранительными выключателями.
Демонтируем канализацию в квартире

Схема питания станка 1516
Для работы станка и его управления применяются токи с самым разнообразным напряжением. Так, напряжение в общей сети питания 380 В. Катушки на магнитных пускателях применяют напряжение 110 В электрического тока. Муфты, находящиеся в коробках скоростей и подач, а еще локальное освещение четко на 24 В. Шаговый искатель применяет напряжение в 36 и 90 В.
Описание электросхемы станка 1516. На нем установлены двигатели роторы которых короткозамкнутые и осуществляющие: основное движение на станке, подачи инструментов, а еще поперечины и смазочной системы.
Электросхема управления приводами предоставлена фото. Управляющая аппаратура размещена в нише станины. Управляется станок с помощью пульта.

Электросхема приводов станка 1516
Проводимые работы
Область использования модели 1512 очень обширна. В основном, ставится она в случае среднесерийного и штучного производства самых разных деталей. Связывают это с тем, что в случае точения заготовок внушительных размеров проходит снятие большого слоя материала. Даже при использовании инструмента для резки из устойчивого к износу материал в один проход может сниматься слой с требованием, что максимальное усилие не должно быть больше критерия 35 кН.
Главные операции, которые можно провести на данном оборудовании:
- Обработка конусообразных и цилиндрических поверхностей.
- Совершение операций по растачиванию.
- Проход режущим инструментом по ровной поверхности, которая собой представляет торец.
- Выполнение работы для создания отверстий, их растачиванию.
Производилась модель с 1935 года Краснодарским заводом Седина. После продолжительно эксплуатации данной модели возникло довольно очень много самых разных модификаций, которые также популярность завоевали.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Токарно-винторезный станок ГС526У-01
Материалы сайта носят исключительно рекламно-информационный характер и не являются публичной или иной офертой на основании ст. 435 и ст. 437 п. 2 Гражданского кодекса Российской Федерации. Каталог на сайте не может в полной мере передавать достоверную информацию о свойствах, комплектации и характеристиках товара, включая цвета, размеры и формы. Информация о технических характеристиках товаров, указанная на сайте, может быть изменена производителем в одностороннем порядке. Изображения товаров на фотографиях, представленных в каталоге на сайте, могут отличаться от оригинального товара. Информация о цене товара, указанная в каталоге на сайте, может отличаться от фактической к моменту оформления заказа на соответствующий товар.
Расположение и перечень составных частей
- Стойки – основа для поддержки деталей оборудования.
- Механизм передачи движения на подачу – располагается на внешней боковой части каждой створки.
- Коробка скоростей. Находится во внутренней части конструкции, рядом с мотором.
- Кожух.
- Стол.
- Планшайба.
- Поперечина. Располагается по центру, скрепляя 2 створки.
- Перемещающий механизм. Находится сверху, над створкой.

- Два вертикальных суппорта. Располагаются в нижней части перемещающего механизма суппортов, справа и слева.
- Две коробки передач – находятся во внутренней части устройства, рядом с двигательным механизмом, слева и справа.
- Пульт управления. Находится вне конструкции, справа. Крепится на перемещающий механизм поперечины.
- Подвеска пульта управления. Сверху прикрепляется к перемещающему механизму, скрепляя её с пультом.
- Датчик мощности станка. Позволяет отслеживать мощность и энергопотребление рабочих операций, а также устанавливать над ними контроль.
- Электрошкаф. Находится на внешней стороне оборудования. Принимает заготовки для обработки.
Описание и назначение оборудования
Данный токарный станок подходит для среднесерийного производства цилиндрических изделий большого диаметра и сравнительно малой длины. Материалом их могут быть различные марки стали и другие виды сплавов. От структуры будущего изделия зависит выбор инструмента
Исполнение одностоечное, с планшайбой внизу и двумя суппортами сверху. Такая компоновка упрощает загрузку и выгрузку продукции и снижает нагрузку на все узлы, включая электродвигатель.
Суппорты отличаются исполнением — один из них вертикальный, другой – горизонтальный. Это позволяет максимально увеличить количество видов резания и охватить заготовку по внутренним и наружным поверхностям.
Допускаемые виды обработки:
- точение цилиндрических и конических поверхностей;
- растачивание отверстий;
- обтачивание плоских торцовых поверхностей;
- прорезание канавок;
- торцевание;
- нарезание резьб;
- фрезерование;
- шлифовка;
- сверление;
- создание криволинейных поверхностей специнструментом.
Часть из перечисленных операций требует дооснащения станка 1516.
Кинематика станка 1516
Кинематическая схема станка выполнена так, что обеспечивает требуемые скорости вращения стола и подачи рабочих органов. Использование, электромуфт позволяет изменять скорости не останавливая станка.
Для облегчения проведения ремонта коробку скоростей сконструировали так, что плоскость ее разъема параллельна осям валов. Установить максимальную скорость вращения стола невозможно. Регулировка производится ступенчато, в несколько этапов.
Коробка скоростей оборудована тормозами для эффективного торможения стола.
Кинематическая схема станка 1516
Вращение на планшайбу снимается с коробки скоростей проходя по цилиндрической и конической парам колес, а затем на колесо планшайбы. Легкость вращения обеспечивают пара подшипников.
Коробки, обеспечивающие подачи инструментов, согласованы с коробкой скоростей посредством шлицевого вала. Зубчатые колоса не перемещаются по валам. Передача вращения происходит при включении электромуфт. Ускоренное перемещение обеспечивается благодаря отдельному электродвигателю.
Привод поперечины обеспечивают две винтовые пары. Для безопасности она вручную фиксируется. Схема управления двигателем поперечины обеспечивает его реверс для согласования параллельности с рабочей поверхностью. Сдвиг на 1 зуб обеспечивает перемещение на 0,005 мм.
https://youtube.com/watch?v=ougw705-mQU
Смена позиций револьверной головки происходит за счет вращения вала, на котором смонтированы гильза головки, червяк и тормозная муфта. После поворота на 72 (1/5 часть окружности) упор включает микропереключатель и происходит зажим, вал вращается в обратную сторону.
В инструкции по эксплуатации можно ознакомиться с методами безопасной работы на станке, сроках обслуживания, точках смазки и ее периодичности, требованиях к установке и транспортировке и многое другое.
одностоечный 1512 (1512Ф1, 1512Ф3) | Рязанское Станкостроительное Объединение
одностоечный 1512 (1512Ф1, 1512Ф3) Вернуться в категорию
- Описание
- Назначение
- Характеристики
- Станки токарно-карусельные модели 1512 выпускаются:
- 1512 — универсальный токарно-карусельный станок;
- 1512Ф1 — токарно-карусельный станок с УЦИ;
- 1512Ф3 — токарно-карусельный станок с ЦПУ.
Одностоечный токарно-карусельный станок модели 1512 является наиболее распространенным среди токарно-карусельных станков на территории РФ. Станок позволяет производить токарную обработку деталей диаметром до 1250 мм, высотой до 1 метра и массой до 3200 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1512 унифицирована с конструкцией станка модели 1516 и отличается только размерами план-шайбы и мощностью электродвигателя.
Станок предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей — как внутренних, так и наружных, сверление, зенкерование и развертывание центральных отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
| Основные параметры | |
| Наибольший диаметр изделия, обрабатываемого вертикальным и боковым суппортами, мм | 1250 |
| Наибольшая высота обрабатываемого изделия, мм | 1000 |
| Диаметр планшайбы, мм | 1120 |
| Наибольшая масса устанавливаемого изделия, кг | |
| при 5—80 оборотах планшайбы в минуту | 3200 |
| при 100 оборотах планшайбы в минуту | 3000 |
| при 125 оборотах планшайбы в минуту | 2700 |
| при 160 оборотах планшайбы в минуту | 1900 |
| при 200 оборотах планшайбы в минуту | 1300 |
| при 250 оборотах планшайбы в минуту | 1000 |
| Вертикальный суппорт | |
| Наибольшее горизонтальное перемещение, мм | 775 |
| Наибольшее вертикальное перемещение, мм | 700 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 2,5 |
| Наибольший угол поворота ползуна суппорта, град | 45 |
| Цена деления лимба поворота ползуна суппорта, мин | 1 |
| Цена деления шкалы поворота ползуна суппорта, град | 1 |
| Диаметр отверстий револьверной головки суппорта, мм | 70А |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 |
| Горизонтальный суппорт (боковой) | |
| Наибольшее горизонтальное перемещение, мм | 630 |
| Наибольшее вертикальное перемещение, мм | 1000 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 |
| Горизонтальное и вертикальное перемещения за один оборот лимба, мм | 2,5 |
| Поперечина | |
| Наибольшее перемещение, мм | 660 |
| Скорость перемещения, мм/мин | 400 |
| Выключающие упоры | Имеются |
| Блокировка перемещения в процессе резания | Имеется |
| Механика станка | |
| Число скоростей планшайбы | 18 |
| Число оборотов планшайбы в минуту | 5 — 250 |
| Число подач суппортов | 18 |
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,03 — 12,5 |
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 4500 |
| Скорость установочных перемещений суппортов, мм/мин | 5 — 1800 |
| Привод и электрооборудование станка | |
| Род тока питающей электросети | Переменный трехфазный |
| Электродвигатель привода главного движения: | |
| Мощность, кВт | 30 |
| Частота вращения, об/мин | 1460 |
| Электродвигатель установочных перемещений суппортом: | |
| мощность, кВт | 3 |
| Частота вращения, об/мин | 1365 |
| Электродвигатель перемещения поперечины: | |
| мощность, кВт | 2 |
| Частота вращения, об/мин | 900 |
| Электродвигатель смазки: | |
| мощность, кВт | 1,5 |
| Частота вращения, об/мин | 1450 |
| Электродвигатель поворота и зажима револьверной головки: | |
| мощность, кВт | 0,8 |
| Частота вращения, об/мин | 1450 |
| Габарит и масса станка | |
| Габарит станка (длнна х ширина х высота), мм | 2750 х 2975 х 4100 |
| Масса станка, кг | 16 500 |
Станок токарно-карусельный двухстоечный 1525. Назначение и область применения
Краснодарский станкостроительный завод им. Седина выпустил гамму двухстоечных карусельных станков 1520; 1Л525; 1525; 1Л532, имеющих унифицированные узлы и отличающихся в основном своими габаритными размерами, массой и размерами обрабатываемых деталей.
Токарно-карусельный двухстоечный станок 1525 предназначен для токарной обработки заготовок различных деталей из черных и цветных металлов в условиях единичного, мелкосерийного и серийного производства.
На станках можно производить обтачивание и растачивание цилиндрических и конических поверхностей, протачивание торцовых поверхностей, прорезание кольцевых канавок, сверление, зенкерование и развертывание центральных отверстий. Протачивание торцовых поверхностей можно производить с постоянной скоростью резания.
Принцип работы и особенности конструкции станка
В основном исполнении станки имеют два верхних поворотных суппорта. Вращение планшайбы — реверсивное.
Модификации станков, комплектуемых регулируемым приводом главного движения с электродвигателем постоянного тока имеют условное обозначение 300.
Категория качества — первая. Класс точности станка — Н по ГОСТ 8—82. Норма точности и жесткости — согласно ГОСТ 44—72.
Шероховатость поверхности обработанного образца R
Станки имеют обычную для двухстоечных токарно-карусельных станков компоновку.
Базовые детали станков обладают достаточно высокой жесткостью, что в сочетании со значительной мощностью привода главного движения обеспечивает высокопроизводительную обработку заготовок деталей на силовых и скоростных режимах резания.
Поперечина может перемещаться вверх-вниз по направляющим стоек и фиксироваться в нужном положении в зависимости от высоты обрабатываемой заготовки.
Верхние суппорты перемещаются по горизонтальным направляющим поперечины, ползуны — по вертикали в направляющих поворотных салазок. Ползун может быть установлен под углом к оси вращения планшайбы для обработки конических поверхностей.
Планшайба вращается от регулируемого электродвигателя постоянного тока через двухступенчатый редуктор. Регулирование частоты вращения электродвигателя — бесступенчатое посредством тиристорного преобразователя. Переключение диапазонов частот вращения производится двумя электромагнитными муфтами.
Шпиндель, жестко соединенный с планшайбой, вращается на двухрядных радиальных роликовых подшипниках, внутренние кольца которых имеют посадочные конические отверстия, обеспечивающие возможность регулирования зазора и создания натяга с целью достижения необходимой точности вращения планшайбы.
Планшайба опирается на плоские круговые направляющие скольжения с гидродинамической разгрузкой.
Рабочие перемещения суппортов осуществляются от редуктора привода главного движения через 18-ступенчатые коробки подач, установочные перемещения — от асинхронных электродвигателей, расположенных на коробках подач.
Величина рабочих подач, скорость установочных перемещений и направлений перемещений суппортов изменяются при помощи электромагнитных муфт.
Органы управления станком (кнопки, переключатели, специальные лампы) сосредоточены в основном на подвесном пульте.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на ставках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройства).
Помимо этого, по особому заказу за отдельную плату станов может быть поставлен с револьверным суппортом, взамен правого вертикального (неревольверного), с боковым суппортом и рядом других приспособлений.
На станке одновременно могут быть установлены все приспособления. В связи с тем, что установка приспособлений требует значительных изменений в доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетаний с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяет вести на станках высокопроизводительную работу при скоростных режимах резания.
Расположение составных частей
Опорный конструктив токарно-карусельного станка 1516, на который крепятся все его компоненты, включает в себя массивную пустотелую литую вертикальную станину и присоединенный к ее нижней части корпус стола. На фронтальной части станины находятся плоские направляющие, по которым осуществляется передвижение поперечины и бокового суппорта.
С обратной стороны станины установлен редуктор главного привода, а на ее верхней части — устройство перемещения поперечины. Полое основание станины используется в качестве масляного бака гидравлической системы.

Узел вращательного движения станка смонтирован на корпусе стола. Он обеспечивает установку, закрепление и вращение детали. В его состав входят следующие основные агрегаты:
- Планшайба. При работе опирается на круговые направляющие, расположенные на верху наружной части корпуса. На ее лицевой стороне расположены Т-образные пазы, к которым с помощью оснастки крепится обрабатываемое изделие.
- Шпиндель. Верхним концом закреплен в центр планшайбы, нижний опирается на радиально-упорный подшипник. Передает главное движение от привода.
- Привод планшайбы. Сообщает движение шпинделю, передавая его от коробки скоростей посредством группы зубчатых колес, расположенных в корпусе стола.
Узел позиционирования вертикального суппорта включает в себя следующие основные механизмы:
- Поперечина. Обеспечивает движение суппорта в вертикальной и горизонтальной плоскости,
- Механизм перемещения поперечины. Передает движение поперечине от реверсивного электродвигателя.
- Суппорт с ползуном и револьверной головкой.
- Коробка подач. Передает движение суппорту от коробки скоростей. Регулирует скорость его передвижения.
Узел позиционирования бокового суппорта включает в себя сам суппорт с ползуном и резцедержателем, а также коробку подач.


Суппорт вертикальный
Задняя часть вертикального суппорта выполнена в виде массивной плиты с направляющими и называется поперечными салазками. С их помощью он осуществляет горизонтальное перемещение по направляющим поперечины. На фронтальной поверхности поперечных салазок крепятся поворотные салазки, на которых смонтирован ползун с револьверной головкой, выполняющий движение в вертикальной плоскости. На его верхнем конце установлен электрический двигатель револьверной головки, который через приводной вал поворачивает ее в требуемое положение. Поворот одного из пяти резцедержателей револьверной головки в заданную позицию производится с подвесного пульта управления. Поворотные салазки имеют возможность поворачиваться вправо и влево на углы от 0° до 45°.
Механизмы, обеспечивающие движение обоих суппортов, расположены с правой стороны. Коробка подач вертикального суппорта смонтирована на правом конце поперечины. Она обеспечивает суппорт восемнадцатью ступенями подач (в мм/об) и таким же количеством скоростей позиционирования (в мм/мин). Рядом с коробкой подач расположены два маховичка, с помощью которых можно перемещать суппорт по обеим осям вручную.
Суппорт боковой
На задней стороне бокового суппорта расположены направляющие, с помощью которых он перемещается в вертикальном направлении по направляющим станины. Горизонтальное перемещение режущего инструмента обеспечивает ползун, смонтированный на фронтальной части корпуса. С левой стороны ползуна установлен четырехгранный резцедержатель. Движение боковому суппорту передается посредством коробки подач, расположенной на его правом торце. Для перемещения суппорта вручную в обоих направлениях предусмотрены два маховичка, которые находятся на корпусе коробке подач чуть ниже ползуна.

Поперечина
Позиционирование суппорта в вертикальной плоскости осуществляется путем перемещения поперечины по направляющим станины. Механизм перемещения поперечины смонтирован на верхнем торце станины и включает в себя реверсивный электродвигатель, вращающий правый и левый червячные редукторы. Поперечина оснащена механизмом зажима, с помощью которого она фиксируется на заданной высоте перед началом обработки. Ее пределы хода ограничены концевыми выключателями, при достижении которых происходит отключение электродвигателя механизма перемещения.

Станок токарно-карусельный одностоечный 1512. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1512 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1512 является наиболее распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1250 мм, высотой до 1 метра и массой до 3200 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1512 унифицирована с конструкцией станка модели 1516 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей — как внутренних, так и наружных, сверление, зенкерование и развертывание центральных отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Основные технические характеристики токарно-винторезного станка 1512
Изготовитель — Краснодарский станкостроительный завод имени Седина. Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1250 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр планшайбы — Ø 1120 мм
- Наибольший вес обрабатываемой заготовки — 3200 кг
- Частота вращения план-шайбы — 5..250 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 16,5 т
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Модификации станка токарно-карусельный одностоечный 1512
1512.000, 1512-1, 1512-2, 1512.300, 1512.400 — станок токарно-карусельный универсальный одностоечный1512Ф1, 1512ПФ1, 1512Ф1.041, 1512Ф1.300, 1512Ф1.323, 1512Ф1.400, 1512Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1512Ф2, 1512Ф3, 1512Ф3.271, 1512Ф3.471, 1512МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
Характеристика электрооборудования станка 1512
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 — «Пуск» и IKHI — «Стоп».
При нажатии кнопки 1Кн2 — «Пуск» включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.
Отключение электродвигателя главного привода производится нажатием кнопки IKHI — «Стоп».
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.
Характеристики и особенности 1512
Ориентировочные значения основных показателей для базовой комплектации модели приведены в таблице:
| Технические параметры, единица измерения | Рабочий диапазон или предел |
| Класс точности с учетом требований ГОСТ 8-77 | Н |
| ᴓ обрабатываемой заготовки, мм | До 1250 |
| То же, высота, мм | До 1000 |
| ᴓ планшайбы, мм | 1120 |
| Частота ее вращения, об/мин | 5-250 |
| Вес обрабатываемой детали, кг | До 3200 |
| Мощность главного привода, кВт | 30 |
| Вес станка, кг | 16,5 |
Точные технические характеристики зависят от комплектации, у современных моделей 1512 вес обрабатываемой детали увеличен до 5000 кг, при снижении массы самого станка до 14,8 и росте потребляемой мощности до 50,5 кВт. К общим конструктивным особенностям относят:
- Большие размеры и монолитность станины.
- Наличие круглого устойчивого стола со сложной конфигурацией, а именно – корпусом из литого чугуна с ребрами жесткости и кольцевыми выступами в верхней части. При таком исполнении на станке равномерно гасится вибрация, внутрь него не попадают отходы обработки и масляная эмульсия, а на самом столе успешно размещаются тяжелые и крупные заготовки.
- Расположение коробки подачи и бокового суппорта в защитном чугунном корпусе с правой стороны торца, с передачей крутящего момента через 6 валов с постоянным, но не жестким зацеплением. Изменение частоты вращения планшайбы при этом осуществляется дистанционно, число оборотов напрямую зависит от веса обрабатываемой заготовки.
- Наличие вертикального суппортного узла с 5 позиционной головкой, двигающейся как в вертикальном, так горизонтальном направлении. Перемещение осуществляется за счет самостоятельных приводов, в первом случае его обеспечивают направляющие самого узла, во втором траверсы прямоугольной формы. При таком исполнении суппорт поворачивается в обе стороны и изгибается до 45°, что свою очередь позволяет изготавливать сферические и конические детали.
- Наличие бокового суппорта, дублирующего движения верхнего с целью повышения точности обработки и производительности оборудования.
Преимущества применения
Станок 1512 был распространен по всей территории бывшего СССР и успешно экспортировался в другие страны, его характеристики проверены практикой и подтверждены отзывами потребителей. Модель зарекомендовала себя надежной и неприхотливой, к ее основным преимуществам относят:
- Наличие твердосплавных режущих инструментов, возможность обработки разнообразных материалов и металлов с любым составом и степенью закалки.
- Жесткость и устойчивость литого корпуса.
- Высокую мощность привода, обеспечивающую хорошую точность и скорость обработки заготовок, включая крупноформатные.
- Широкий диапазон изменения параметров подачи отдельных узлов, в свою очередь, оказывающий положительное влияние на технологические возможности карусельного станка.
- Продуманность конструкции и кинематической схемы, обеспечение передачи усилий с минимальными потерями энергии и износом рабочих элементов в ходе обработки деталей.
- Универсальность и возможность обработки разнообразных деталей как при выпуске небольших партий, так и условиях серийного производства.
Станок 1525. Токарно-карусельный. Боковой суппорт. Руководство по эксплуатации
Данное руководство по эксплуатации «Станок токарно-карусельный 1525. Боковой суппорт» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации токарно-карусельного станка 1525. Боковой суппорт.
1. Назначение и описание конструкции бокового суппорта
Общий вид бокового суппорта
2. Монтаж бокового суппорта
3. Транспортирование бокового суппорта
4. Основные данные бокового суппорта
- Габариты рабочего пространства бокового суппорта
- Механика подач бокового суппорта
- Органы управления боковым суппортом
- Спецификация органов управления
- Пульт управления бокового суппорта
- Спецификация рукояток и кнопок пульта управления
- Кинематическая схема бокового суппорта
5. Электрооборудование бокового суппорта
- Спецификация покупного электрооборудования бокового суппорта
- Монтажная электросхема соединений бокового суппорта
- Схема размещения электрооборудования на боковом суппорте
6. Смазка бокового суппорта
Схема смазки бокового суппорта
7. Указания по эксплуатации бокового суппорта
- Управление рабочими подачами и установочными перемещениями
- Обслуживание и регулирование поворотной резцедержавки
- Установка инструмента
- Режим работы боковым суппортом
- Схема регулирования зажима поворотной резцедержавки
- Регулирование узла
- Порядок демонтажа бокового суппорта
- Материалы по запасным деталям к боковому суппорту, установленному в станке
- Схема размещения подшипников качения бокового суппорта
- Спецификация подшипников качения
- Спецификация прилагаемых чертежей
- Чертежи деталей
- Акт проверки точности бокового суппорта









 Adblock
Adblock