6М13П станок консольно-фрезерный вертикальный с поворотной шпиндельной головкой повышенной точности
Содержание:
- 2 Коробка скоростей и шпиндель консольно-фрезерной установки
- 2 Фрезерный станок 6М12П – технические характеристики и аналоги агрегата
- Конструктивные особенности станка 6М13П
- 3 Станина и консоль консольно-фрезерного станка
- Основные поломки и ремонтные работы
- Related Posts via Categories
- Область применения вертикально-фрезерного станка 6Р13
- Конструкционные особенности
- Вертикальные фрезерные станки
- Назначение станка
- Вертикальный консольно-фрезерный станок 6Т12
- Технические характеристики консольного фрезерного станка 6Р12
- 4 Другие конструктивные элементы фрезерного консольного агрегата
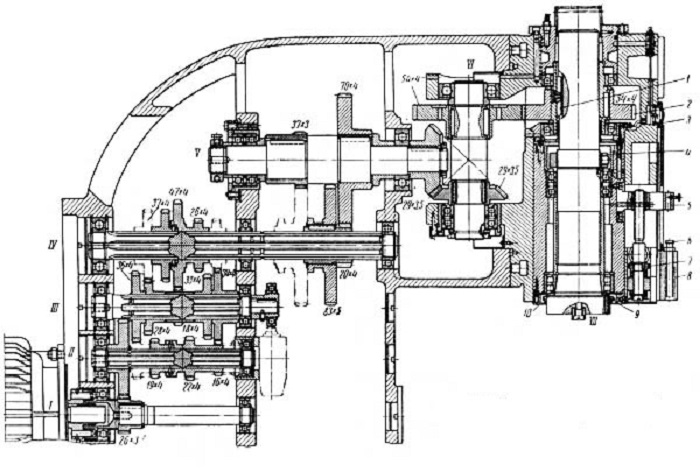
2 Коробка скоростей и шпиндель консольно-фрезерной установки
Данный элемент агрегата расположен на корпусе станины (вверху), а управление им производится с левой части станины, где смонтирована коробка (вставная), дающая возможность выбрать нужную оператору скорость работы. Ремонт коробки возможен при снятой ее крышке.
Центрированная в горловине поворотная головка станка несет на себе шпиндель. От оси по вертикали головка способна поворачиваться в две стороны на угол в 45 градусов. А крепится данный узел при помощи четырех болтов. Маховик предназначен для того, чтобы гильзу головки можно было выдвинуть в необходимый момент и на нужную длину. Длина такого выдвижения контролируется лимбом, который находится на валике маховика. Если маховик делает полный оборот, выдвижение гильзы составляет 4 миллиметра, если переключается на деление лимба – 0,05 миллиметров.

От коробки скоростей шпиндель получает требуемое для выполнения фрезерования вращение (поступает оно через две передачи – цилиндрическую и коническую). В тех ситуациях, когда шпинделю требуется придать повышенную жесткость, можно осуществить стягивание корпуса головки, используя специальный зажим (управляется он рукояткой). Добавим и то, что перемещение гильзы допускается настраивать при помощи кронштейна, размещенного на корпусе поворотной головки.
Главный вал агрегата конструктивно установлен на дух упорных и одном радиальном подшипнике. Первые стянуты шайбой, находятся они во фланце, соединенном со станиной. Промежуточные кольца можно подшлифовывать для того, чтобы изменять зазор в таких подшипниках. Второй вал монтируется по такой же схеме, но регулировать зазор на его подшипниках следует посредством подтягивания гайки, смонтированной на левом торце данной детали.
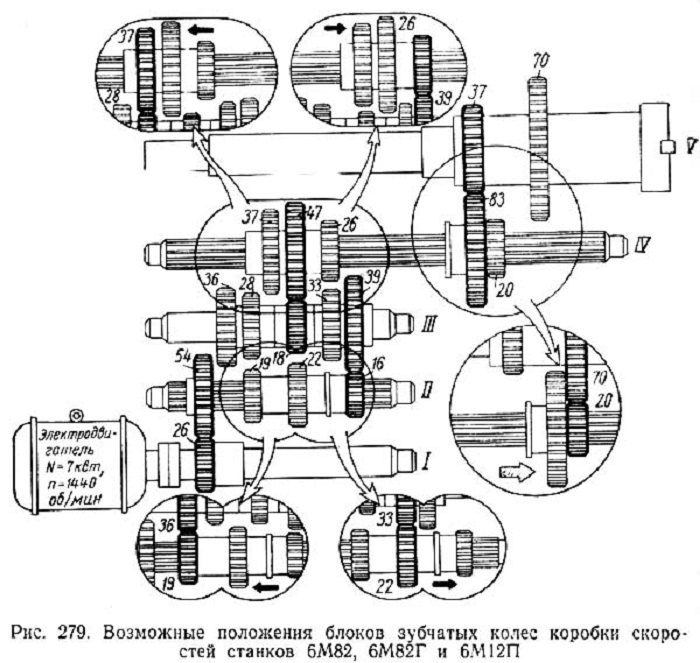
Кроме того, в станке имеется еще три вала. Два из них являются шлицевыми, что позволяет передвигать зубчатые блоки, а один стоит на трех опорах для придания максимальной жесткости конструкции фрезерной установки.

Коробка скоростей описываемого агрегата выполнена в качестве самостоятельного механизма, располагающего:
2 Фрезерный станок 6М12П – технические характеристики и аналоги агрегата
Рабочий стол рассматриваемого фрезерного оборудования имеет размеры 320 на 1250 мм, максимальный ход стола в продольном направлении составляет 700 мм, в вертикальном – 370 мм, в поперечном – 260 мм (ручной режим) и 240 мм (механический). На станке допускается фрезерная обработка деталей массой не более 250 кг.
Другие характеристики агрегата вы можете узнать из ниже приведенных показателей:
- расстояние от направляющих (вертикальных) до оси шпинделя – 350, от стола до оси – от 30 до 400 мм;
- подачи стола (возможное их число – 18) – от 25 до 1250 мм;
- масса – 3000 кг;
- мощность (общая) двигателей станка – 9,825 кВт (главный – 7,5, охлаждающий насос – 0,125, привод подач – 2,2 кВт);
- шпиндель – минимальная частота вращения – 31,5 об/мин (максимум – 1600); поворот головки – 45 градусов; конус – Морзе 3; количество скоростей – 18; отверстие – 29 мм.
Станок располагает рядом специальных механических устройств:
- блокировка подач (ручная, механическая);
- упоры подач (выполняют функцию выключения);
- прерывистая подача в автоматическом режиме;
- торможение шпинделя;
- предохранитель раздельного включения и муфта, защищающая двигатель от перегрузок.
По техническим характеристикам и особенностям кинематики аналогами рассматриваемого нами агрегата являются такие станки:
- FV321M (производство болгарской компании Arsenal J.S.Co.);
- 6К12 и 6Д12 (российский завод в Дмитрове);
- FSS350MR (белорусский комбинат в Гомеле);
- X5040 и Х5032 (китайское предприятие Shandong Weida).

Модификации станка (оборудование, созданное на базе описываемой фрезерной установки):
- 6Н13Ф3-2 (с программным управлением);
- 6Н12, 6Б12, 682 (все выпускались на комбинате станкостроения города Горький);
- 6М12ПБ (оборудование с большим количеством оборотов, высокой скоростью хода и увеличенными подачами);
- 6Т12 и 6Т12-1 (выпускались серийно в 1960–80-х годах, впоследствии Горьковский комбинат освоил выпуск станка 6Т13);
- 6М12П (высокоточный агрегат, производство начато в 1961 году, усовершенствованным его видом является станок 6М13П);
- 6Б12, 6М12, 6Р12;
- 6Р13РФ3 (на станке установили револьверную головку и числовой программный комплекс).
Конструктивные особенности станка 6М13П
Основной элемент конструкции станка 6М13П – это шпиндель и коробка скоростей. Встроенная вставная коробка позволяет оператору легко подбирать скорость вращения инструмента. Чтобы добраться до внутренностей коробки, необходимо снять верхнюю крышку.
Вращение от коробки скоростей шпиндель получает посредством цилиндрической и конической передачи. С помощью особого зажима мастер может стянуть корпус головки, сделав тем самым шпиндель более жестким.

Основной вал фрезерного станка 6М13П монтирован на один радиальный и два упорных подшипника, которые стянуты шайбой. Другой вал устанавливается таким же образом. Регулировка зазора на подшипниках осуществляется путем подтягивания гайки, установленной слева на торце. Агрегат 6М13П имеет 3 дополнительных вала – два шлицевых и один для обеспечения предельной жесткости.
Коробка скоростей – это отдельный механизм в конструкции станка, который состоит из следующих ключевых элементов:
- Пластиковый лимб;
- Панель управления, включающая кнопки для управления машиной;
- Указательная стрелка;
- Рукоять переключения скоростей.
Конструкция агрегата включает цепь главного движения и цепь подач поверхности. Обе цепи работают независимо друг от друга. Схема подач отличается простотой: вал начинает вращаться с помощью мотора, а затем вращение передается второму и последующим валам.
Консоль станка – также важная его часть, в которой предусмотрены узлы цепи подач. Корпус консоли выполнен из металла. На ней располагаются направляющие. Также конструкцией предусмотрено устройство выборки люфта, позволяющее в ручном или автоматическом режиме осуществлять встречное или попутное фрезерование.
Выводы
Фрезерный станок 6М13П – агрегат советского производства, который, несмотря на то, что был разработан много лет назад, остается незаменимым помощником на многих цехах. Нельзя скрывать то, что техника эта морально устарела. При этом физическое состояние ныне функционирующих агрегатов также оставляет желать лучшего.
Гигантские габариты и огромный вес делают эту технику практически не мобильной. Но, при всем при этом, она остается популярной среди мастеров, которые по достоинству оценили ее надежность, производительность и дешевизну в обслуживании.
Если вы ищите надежный фрезерный агрегат – можно рассмотреть б/у станок модели 6М13П как доступную альтернативу более современным моделям. При этом найти существенную разницу в процессе выполнения основных операций между советским детищем и продукцией мировых брендов можно и не обнаружить.
3 Станина и консоль консольно-фрезерного станка
Базовым узлом станка является его станина. Она предназначена для монтажа на ней остальных механизмов и рабочих узлов агрегата. Станина характеризуется:
- большим количеством ребер;
- развитым трапецеидальным (по высоте) сечением;
- высоконадежным основанием.

Внутри станины размещается коробка скоростей, спереди находится поворотная головка (устанавливается на направляющих круглой формы), консоль смонтирована на вертикальных направляющих. Главный узел выполнен с основанием раздельно. При помощи болтов эти две составляющие соединяются друг с другом.
С правой стороны станины имеется доступ (через закрытое накладкой окно) к коробке скоростей и насосу, подающему смазочный состав, с левой – к регулятору скоростей. Отметим, что основание станка выполняет функцию емкости для охлаждающего состава. При необходимости слива данной жидкости оператор должен открыть отверстие, расположенное в задней части основания.

К базовым узлам относят и консоль агрегата. Она соединяет в одну систему цепи передач оборудования, а также осуществляет распределение движения на разные виды подач. В нижней передней части этого составляющего элемента станка находится двигатель подач. Он посылает движение на шестерни консоли через коробку подач.
На консоли есть доступ к органам управления агрегата. На левой ее стороне, например, установлена рукоятка с пятью разными положениями, которая включает поперечные и вертикальные подачи.
Основные поломки и ремонтные работы
Со временем происходит износ деталей, и даже самое надежное оборудование начинает барахлить, или полностью выходит из строя. Наиболее часто у 6М12П происходят поломки:
- замедление шпинделя;
- его полная остановка;
- замедленное включение, нет толчка.
Остальные неисправности встречаются реже.
Замедленное и неравномерное вращение шпинделя
Замедленное или неравномерное вращение шпинделя происходит при нарушении электрической цепи. Следует осмотреть кабель, контакты, мультиметром проверить состояние электрической схемы.
Вторая причина в износе шестерен коробки передач и нарушении натяжения подшипников. Следует открыть крышку в корпусе. Осмотреть шестерни, оценить процент износа зубьев и проверить зацепление. Возможно, в коробку попал мелкий мусор и мешает нормальной работе. Одновременно проверить смазку, заменить ее. При износе подшипников шпиндель начинает бить. Следует проверить радиальное и торцевое биение, подтянуть подшипники. При необходимости заменить.
Важно!
Подшипники следует хорошо промыть керосином, затем наполнить свежей густой смазкой, марка которой указана в паспорте.
Заклинивание шпинделя
Начать осмотр станка следует с подшипников шпинделя, проверить их состояние. Возможно, один из них разрушился. Затем осмотреть зацепление с коробкой скоростей, проверить зацепление шестерен при переключении скоростей.
При отсутствии электрического импульса – толчка, шпиндельный узел не получает достаточного усиления для начала вращения. Следует прозвонить электрическую систему. Шпиндель не будет вращаться, если в узел попал мусор. Это может быть отколовшийся от детали кусок, или попавший снаружи при открытой крышке. Заклинивание при работе станка происходит при больших нагрузках и перегреве шпинделя, «выгорании» смазки.
Замедленное включение
Причина в электрике. При возникновении неисправности следует в первую очередь проверить напряжение в сети. Если оно упало, станок будет тормозить. Затем осмотреть кабель и провода, проверить контакты, наличие фаз и ноля. После этого искать нарушения в электрической схеме.
Related Posts via Categories
- Торцевая насадная фреза – качественная резка стали и чугуна
- Копировально-фрезерный станок своими руками – создаем надежное оборудование!
- Мини-станок для фрезерования – как собрать своими руками?
- Самодельный фрезерный станок по металлу – собирается без проблем!
- Делительная головка для фрезерного агрегата и другие приспособления
- Фрезерно-гравировальный станок – высокоточный агрегат с программным управлением
- Токарно-фрезерный станок – что дает нам его универсальность?
- Фрезерный настольный станок с ЧПУ – высокоточная обработка небольших изделий
- Корвет 83 – надежное оборудование для фрезерования заготовок из дерева
- НГФ-110 (Ш4) – надежный и эффективный учебный фрезерный агрегат
Область применения вертикально-фрезерного станка 6Р13
Если заглянуть в паспорт изделия, то там можно найти все технические характеристики станка. Главная особенность состоит в том, что установлен вертикальный пинольный шпиндель, следовательно, 6Р13 относится к вертикальному типу. Стол крестово-перемещающийся, не двигается в горизонтальной плоскости, но есть и вертикальное перемещение по направляющим стойку. Такой вид движения — крестовый — считается одним из наиболее эффективных, если речь идет об универсальном оборудовании.
Обработка проводится:
- вертикальных и горизонтальны поверхностей; наклонных деталей;
- любых криволинейных, если позволяет их размер установить;
- пазы, углы и рамки.
Работает с различными видами металла, в частности, работы проводятся по чугуну, стали, цветному металлу. Из-за возможности обработки практически любого типа материала, имеющего разные размеры и формы, станок стал универсальным для применения в различных областях промышленности.
Еще нужно обратить внимание на то, что СОЖ используется через двигатель насоса, подается по трубкам через сопло к оборудованию. Есть механизм основного перемещения (тип ручной), он установлен на головке шпинделя
Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу. Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77.
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
Конструкционные особенности
Особенности конструкции рассчитаны на качественное выполнение фрезеровальных работ на высоких скоростях и с деталями, выполненными из высокопрочных материалов.
Габариты и размеры рабочего пространства
Размеры и характеристики рабочего пространства позволяют обрабатывать крупные заготовки, что удобно в условиях промышленного производства:
- Размеры стола – 40смх160см.
- От торца шпинделя до стола расстояние 3–50 см.
- Параметры от оси шпинделя до вертикальных направляющих станины 45 см.
- Ход стола вдоль от руки – 80 см.
- Поперек от руки параметры хода стола – 32 см.
- Вертикальное перемещение – 42 см.
Высота станка составляет 2235 мм, при весе станка 4150 кг.
Коробка скоростей и шпиндель
Коробка скоростей расположена в верхней части станины и для управления имеет вставной узел переключения скоростей. Данный узел находится с левой стороны станины. Чтобы осмотреть и проверить коробку скоростей с правой стороны станины расположена крышка.
В поворотной головке вмонтирован шпиндель. Сама головка крепится четырьмя болтами непосредственно к кольцевой выточке горловины станины. Поворотная головка имеет возможность поворачиваться на 45° от вертикальной оси. Чтобы увеличить параметры жесткости шпинделя во время работы имеется рукоятка, зажим которой стягивает корпус поворотной головки.
Технические характеристики шпинделя:
- частота вращения 31.5–1600 об/мин;
- количество скоростей шпинделя – 18;
- передвижение пиноли – 8.5 см;
- перемещение пиноли на одно деление лимба – 0.05 мм.
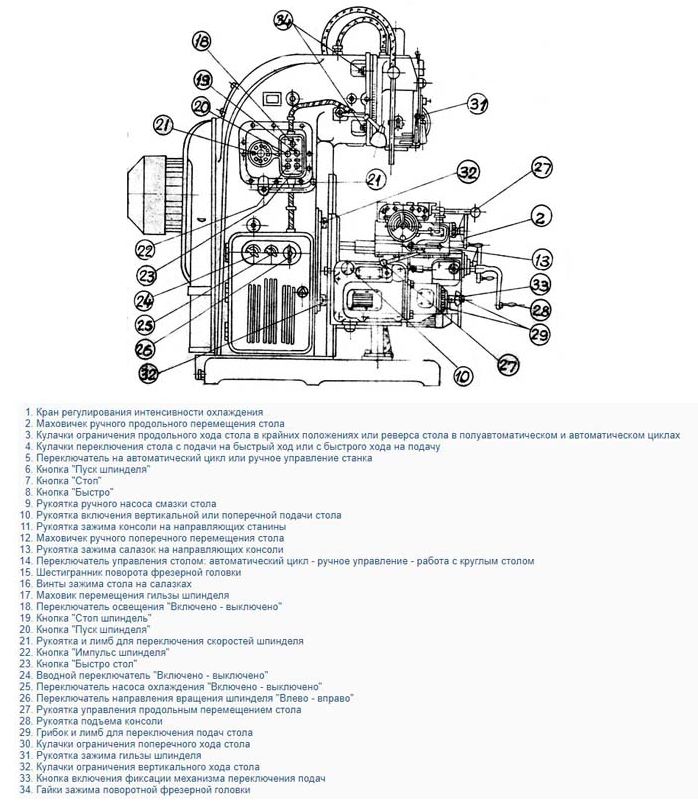
Расположение органов управления
Всего у агрегата имеется 34 детали, которые отвечают за регулировку, настройку и управление основных узлов. Помимо различных рукояток, кнопок и переключателей имеется и зажимная гайка. Все органы управления крепятся на основном корпусе оборудования с помощью них осуществляется регулировка и управление следующими процессами:
- охлаждением;
- продольным перемещением стола;
- пуск, торможение и остановка шпинделя;
- смазка рабочей поверхности;
- поперечное и вертикальное перемещение рабочей поверхности;
- переключение скоростей шпинделя;
- ограничение поперечного хода рабочего стола;
- поворот фрезерной головки.
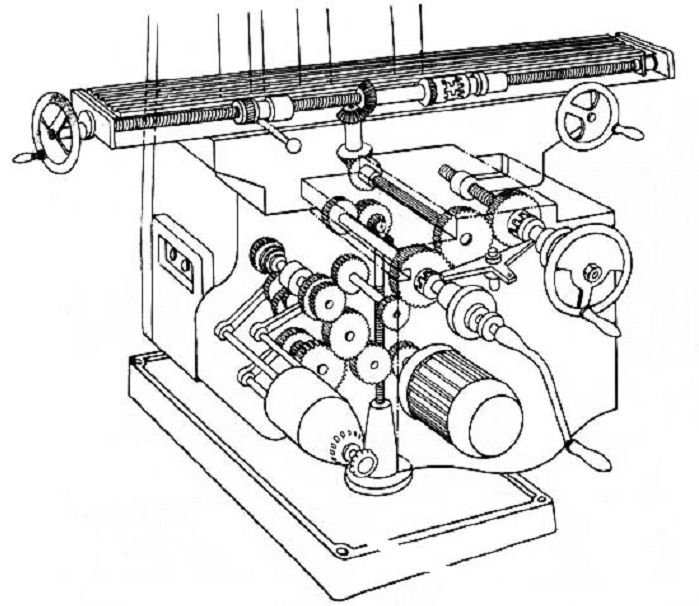
Механизм подач
В консоли агрегата вмонтирован отдельный двигатель мощностью 1.7 кВт. От него и происходит привод подач. 18 подач осуществляется от узла к ходовым винтам в диапазоне 25–1250 мм/мин, винту вертикального перемещения также осуществляется 10 подач в диапазоне 8.3–450 мм/мин. В консоли расположены все узлы цепи подач. От электродвигателя передается движение к столу, салазкам, а также непосредственно к консоли.
Электрооборудование
Агрегат питается от трехфазной сети с показателями напряжения 380 В и частотой в 50 Гц. Вся пусковая электрика расположена в двух нишах станины. В каждой из них расположены по 2 панели, которые имеют общую монтажную схему. В левой нише имеется дверка с рукояткой вводного включателя для подключения электрооборудования к сети.
Также к электрооборудованию станка 6М13П относится:
- электронасос с включателем;
- электромагнит для привода фрикционной муфты быстрого хода и для отключения кулачковой муфты подачи;
- переключатель реверса;
- вводный включатель;
- электродвигатель шпинделя;
- электродвигатель подачи.
Управление движком шпинделя осуществляется кнопками.
Вертикальные фрезерные станки

Станочное оборудование очень разнообразно. Среди него стоит отметить фрезерные станки, которые составляют достаточно серьёзную долю металлорежущего оборудования. Фрезерный станок незаменим при обработке разнообразных фасонных деталей. Все, изготовленные при помощи фрезера элементы, способны работать значительно дольше.
Объясняется это тем, что фрезерный станок более статичен, работает спокойно, без ударов и колебаний. Наиболее распространенным вариантом фрезерного станка является оборудование с вертикальным шпинделем.
Дмитровский завод фрезерных станков предлагает купить вертикальный фрезерный станок и дополнительное оборудование от производителя по лучшей цене.
Важно: Вертикальный фрезерный станок, как правило, изготавливается на основе горизонтального типа оборудования. Изменения претерпевают только станина и коробка скоростей
Основные характеристики
Фрезерный станок называется вертикальным, потому что шпиндель располагается строго вертикально области стола. Впоследствии на шпиндель крепятся заготовки.
Важно: Вертикальный фрезерный станок является одним из первых устройств, которые стали применятся при обработке металлических изделий. Оборудование этого типа достаточно жесткое и позволяет обрабатывать крупные детали с максимально высокой точностью
Разнообразие выполняемых операций при помощи такого станка достигается путем разных типов фрез, среди которых:
Оборудование этого типа достаточно жесткое и позволяет обрабатывать крупные детали с максимально высокой точностью. Разнообразие выполняемых операций при помощи такого станка достигается путем разных типов фрез, среди которых:
- Торцевые;
- Фасонные;
- Цилиндрические;
- Концевые.
Также при помощи вертикального фрезерного станка часто выполняются сверлильные работы. Но и это далеко не всё, на что способен этот тип оборудования. Данный вид фрезерного станка также предназначен для следующих работ:
- Нарезка пазов;
- Нарезка зубчатых краёв, углов, зубьев и рамок;
- Зенкерование и растачивание отверстий деталей и другое.
Дмитровский завод фрезерных станков предлагает купить широкое разнообразие моделей вертикальных фрезерных станков:
Дмитровский завод фрезерных станков предлагает купить широкое разнообразие моделей вертикальных фрезерных станков:
- 6ДМ12
- 6ДМ13
- 6К11
- 6К12
- 6Т12
- 6Т13
Виды
Фрезерные вертикальные станки подразделяются на 2 основных вида:
- Фрезерный станок без консоли. Этот вид оборудования имеет стол, расположенный на статичной станине. Он может перемещаться в продольном и поперечном направлении.
- Консольно-фрезерный станок. Этот вид оборудования оснащен подвижной консолью. На ней располагаются салазки и стол. Консоль способна перемещаться в трёх разных перпендикулярных направлениях. На ней также смонтирована специальная коробка подачи. Консольно-фрезерные станки являются оборудованием нового поколения, они способны максимально оптимизировать работу и ускорить производственную часть.
Важно: Наш завод идёт в ногу со временем. В нашем каталоге можно найти консольно-фрезерные вертикальные станки высочайшего качества с широким спектром функциональных возможностей
Также фрезерные станки вертикального типа подразделяют на категории, согласно их характеристикам
При выборе станка требуется обратить внимание на следующие важные детали:
- Мощность силовой установки.
- Наличие системы охлаждения.
- Количество оборотов головки шпинделя.
- Тип управления (электронный или ручной).
- Ограничения по габаритам заготовки или конкретных деталей.
- Количество скоростей.
Дмитровский завод фрезерных станков предлагает приобрести высокоточное оборудование от производителя. Мы гарантируем высокое качество и длительные сроки эксплуатации оборудования. Модели, представленные в каталоге, не только активно используются в странах постсоветского пространства, но также экспортируются за рубеж, где пользуются повышенным спросом.
Назначение станка
Серия станков имеет различные модификации, но многие характеристики в пределах модельного ряда остаются одинаковыми. 6М12П – это усовершенствованная версия серии Н.
Благодаря использованию таких приспособлений можно выполнять большое количество операций:
- Фрезерование различных деталей, основой для которых послужили материалы вроде цветных и чёрных металлов, чугуна и стали. Форма может быть любой – радиусной и концевой, цилиндрической, торцевой.
- Поддержка циклов на автомате, полуавтомате. Благодаря этому станки становятся незаменимыми помощниками при выполнении работ с операционным характером, с полностью автоматизированными линиями.
- Станки позволяют обрабатывать поверхности горизонтального и вертикального типа, пазы и углы.
- Фрезерование может быть встречным, либо попутным.
- Скоростное фрезерование – метод обработки, при использовании которого оборудование становится особенно эффективным.

Вертикальный консольно-фрезерный станок 6Т12

Вернуться к: Фрезерные станки Размеры рабочей поверхности: 320 х 1250 мм Описание
Станок вертикальный консольно-фрезерный 6Т12 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства.
На станке 6Т12 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др. На станке возможна работа в трех режимах: аварийном, толчковом и ручном. В автоматическом режиме станок работает при различных автоматических циклах, включая цикл по рамке.
В толчковом режиме производятся установочные перемещения стола. Возможна работа по разметке. В ручном универсальном режиме станок 6Т12 работает с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукоятки.
Узнайте о цене, состоянии и условиях покупки этого консольно-фрезерного станка, отправивив запрос «по товару» вверху страницы. Или просто позвоните по телефону (812) 325-38-30! Вам ответят о всех имеющихся фрезерных станках бу.
Технические характеристики консольного фрезерного станка 6Т12:
Наименование параметра6Т12
| Основные параметры станка | |
| Размеры поверхности стола, мм | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 400 |
| Наибольший продольный ход стола (X), мм | 800 |
| Наибольший поперечный ход стола (Y), мм | 320 |
| Наибольший вертикальный ход стола (Z), мм | 420 |
| Шпиндель | |
| Мощность привода главного движения, кВт | 7,5 |
| Частота вращения шпинделя, об/мин | 31,5..1600 |
| Количество скоростей шпинделя | 18 |
| Перемещение пиноли шпинделя, мм | 70 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 |
| Рабочий стол. Подачи | |
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 |
| Механика станка | |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть |
| Блокировка раздельного включения подач | Есть |
| Электрооборудование и приводы станка | |
| Количество электродвигателей на станке | 4 |
| Электродвигатель главного движения, кВт | 7,5 |
| Электродвигатель привода подач, кВт | 3 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 2280 1965 2265 |
| Масса станка, кг | 3250 |
Технические характеристики консольного фрезерного станка 6Р12
| Наименование параметра | 6Н12 | 6М12 | 6Р12 | 6Т12 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 30..400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 350 | 380 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 240/ 260 | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольных подач стола (X), мм/мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 13..665 | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 1 | 1 | 1,330 | 1,330 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | |||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | – | – | – | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 1,87 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
Вертикально-Фрезерный станок 6Р12 предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Конструктивные особенности:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки. Технологические особенности:
- разнообразные автоматические циклы работы
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.
4 Другие конструктивные элементы фрезерного консольного агрегата
К важным узлам станка относят следующие его составные части:
- Коробка подач (КП) с 18-ю показателями подач. Выполняется в качестве обособленного узла. Размещается на левой стороне консоли. На корпусе коробки есть устройство переключения подач. В передней части КП установлен лимб, на котором имеется лимб с нанесенными на него величинами подач. С помощью этих меток можно задавать требуемые подачи рабочей поверхности в продольном и поперечном направлении.
- Фрезерная поворотная головка. Выполнена в форме шпинделя, расположенного вертикально. Снабжена приемным валиком. Используя маховик, можно перемещать по оси шпиндель, который размещается в специальной гильзе. В левой части поворотной головки находится рукоятка. Она позволяет выполнять зажим гильзы.
- Коробка скоростей (КС). Располагает 18-ю разными числами вращения шпинделя. Находится КС в корпусе станины. Валы коробки устанавливаются на шарикоподшипниках. На одном из валов размещен плунжерный насос, необходимый для регулярной смазки КС.
- Салазки и стол. При помощи эксцентриковых зажимов салазки зажимают на консоли. Движутся они от поперечного винта по консольным направляющим прямоугольной конфигурации. На указанных направляющих осуществляется и передвижение стола, который является финальным компонентом цепи подач в продольном направлении. Продольный ход рабочей поверхности производится винтом вращающегося вида, который оснащается неподвижной гайкой и шпиндельной резьбой. Движение начинается при запуске рукояткой кулачковой муфты.
Добавим отдельно – стол описываемого агрегата допускается настраивать на три разных рабочих цикла:
- маятниковый (полностью автоматический);
- полуавтоматический;
- ручной.
Контролировать работу станка в маятниковом режиме можно посредством кулачков. Они смонтированы на боковой передней плоскости стола. Запрещается производить остановку маятникового цикла в тех ситуациях, когда рычаг продольного хода блокируется (то есть во время поворота расположенной на оси рукоятки звездочки).




 Adblock
Adblock