Для чего нужен фальцепрокатный станок
Содержание:
- Наиболее популярные модели
- Особенности сборки станка
- По типу
- Достоинства фальцепрокатных станков
- Сборка прямоугольных воздуховодов на защелочном фальце
- Резка листового металла
- Сборка фасонных деталей на сварке
- Принцип работы фальцепрокатного станка
- Автоматическая резка, профилирование и гибка рулонной стали
- Конструкция станка и требования к ней
- Технология производства
- Как собрать станок самому
- По производителю
- Приглашаем Вас в наш демозал
- Как купить Жестяной инструмент
- Зачем гнут фальцы
- Конструкция фальцепрокатного механизма
- Изготовление кровельного фальца
- Разновидности гибочных станков
Наиболее популярные модели
| Фото | Характеристики модели |
«ILMAKSAN КМ 7.3»
|
|
 |
«METAL MASTER MLC 12 DR-T»
Может загибать как стоячие, так и лежачие фальцы, помимо кровельных картин на этом станке можно делать вентиляционные трубы. |
 |
«Metal Master FDS 1250» Ручной фальцепрокатный станок.
|
 |
«MetalMaster GLF А4С» Универсальный фальцепрокатный станок.
|
 |
«SBD4C»
|
 |
«СПФ 700»
Фальцепрокатный станок этой модели гораздо легче и меньше аналогов, что позволяет его эксплуатировать непосредственно на строительной площадке. В комплект агрегата входит роликовая подставка для подачи металла свернутого в бухту. Эта подставка может выдержать вес до 1 тонны.
|
Особенности сборки станка
Для торцевых опор станины можно использовать литые поворотные колеса от строительных тачек: данные изделия линейки размеров 324-250 способны выдерживать нагрузки до 230 кг, чего вполне достаточно для обеспечения устойчивости станка при его работе.
Выверив по уровню рабочую плоскость рамы, размечают и монтируют рабочий стол. Его поверхность должны быть тщательно отшлифована, чтобы исключить задиры при фальцовке и снизить усилие продвижения полуфабриката через рабочие ролики. В столе (или сменных плитах) предварительно выполняют пазы под течение металла во время прокатки фальца. Пазы лучше изготавливать на координатно-строгальном или горизонтально-фрезерном станке. В качестве материала стола принимают горячекатаную листовую сталь толщиной от 20 мм.
Оси с подшипниками размещают на столе при строгой выверке их расположения относительно пазов в столе, после чего закрепляют. Затем на оси по посадке с натягом монтируют рабочие ролики (сменные ролики можно устанавливать на шпонках).
Поверх роликов в своих опорах устанавливают прижимное устройство и распределительный вал с хотя бы тремя парами кулачков: первая пара прижимает ролики к деформируемому материалу, вторая — производит вращение роликов, третья — управляет работой механизма отрезки.
По обе стороны от осей роликов устанавливают направляющие. Они должны быть изготовлены из инструментальной стали и тщательно отшлифованы. Для одностороннего варианта конструкции достаточно одной направляющей, соответственно, слева или справа.
Фальцепрокатный станок такого исполнения можно легко перемещать. Например, поднимать на кровлю строящегося здания, что заметно сократит трудоемкость работ.
По типу
Рамки для кровельного фальца
от 3 550 q
от 99 BYN
от 16 961 KZT
от 3 143 KGS
от 19 620 AMD
от $40
от 34 €
Кровельные клещи
от 2 333 q
от 65 BYN
от 11 146 KZT
от 2 065 KGS
от 12 894 AMD
от $26
от 22 €
Ручные ножницы по металлу
от 589 q
от 16 BYN
от 2 814 KZT
от 521 KGS
от 3 255 AMD
от $6
от 5 €
Киянки
от 202 q
от 5 BYN
от 965 KZT
от 178 KGS
от 1 116 AMD
от $2
от 1 €
Кровельные оправки
от 1 600 q
от 44 BYN
от 7 644 KZT
от 1 416 KGS
от 8 843 AMD
от $18
от 15 €
Измерительный инструмент
от 176 q
от 4 BYN
от 840 KZT
от 155 KGS
от 972 AMD
от $2
от 1 €
Дыроколы
от 870 q
от 24 BYN
от 4 156 KZT
от 770 KGS
от 4 808 AMD
от $9
от 8 €
Гофроклещи
от 1 777 q
от 49 BYN
от 8 490 KZT
от 1 573 KGS
от 9 821 AMD
от $20
от 17 €
Молотки для кровли
от 1 348 q
от 37 BYN
от 6 440 KZT
от 1 193 KGS
от 7 450 AMD
от $15
от 13 €
Инструмент для шифера (cланца)
от 1 632 q
от 45 BYN
от 7 797 KZT
от 1 445 KGS
от 9 020 AMD
от $18
от 15 €
Роликовые листогибы
от 18 000 q
от 503 BYN
от 86 002 KZT
от 15 939 KGS
от 99 486 AMD
от $204
от 173 €
Кронштейногибы
от 13 737 q
от 384 BYN
от 65 634 KZT
от 12 164 KGS
от 75 924 AMD
от $156
от 132 €
Болторезы, резка проволоки
от 6 826 q
от 191 BYN
от 32 613 KZT
от 6 044 KGS
от 37 727 AMD
от $77
от 65 €
Ножовки
от 155 q
от 4 BYN
от 740 KZT
от 137 KGS
от 856 AMD
от $1
от 1 €
Демонтаж кровли
от 1 036 q
от 28 BYN
от 4 949 KZT
от 917 KGS
от 5 726 AMD
от $11
от 9 €
Наборы кровельных инструментов
от 2 592 q
от 72 BYN
от 12 384 KZT
от 2 295 KGS
от 14 326 AMD
от $29
от 24 €
Насадки для дрели
от 7 700 q
от 215 BYN
от 36 789 KZT
от 6 818 KGS
от 42 558 AMD
от $87
от 74 €
Граверные подушки
от 1 224 q
от 34 BYN
от 5 848 KZT
от 1 083 KGS
от 6 765 AMD
от $13
от 11 €
Достоинства фальцепрокатных станков
Свою историю фальцепрокатное оборудование начало с далеких шестидесятых годов в западных странах, и сегодня такие станки имеют огромную популярность. На современном отечественном рынке оборудование в основном представлено иностранными компаниями и отличается высоким качеством, большой производительность труда и простотой эксплуатации. Среди недостатков выделяется разве что огромная цена фальцепрокатных станков по российским меркам и большая габаритность.
Фальцепрокатное оборудование имеет массу достоинств и преимуществ перед другими подобными установками:
- адаптированность к условиям российских строительных площадок;
- отсутствие повреждений покрытия материала;
- высокое качество изготавливаемых панель-картин за счет точной конструкции и оптимизации конфигурации профилировочных роликов;
- достижение на выходе прямолинейности панелей;
- наличие ручной ступенчатой переналадки на необходимую ширину заготовки;
- возможность комплектации ручным ножом поперечной резки;
- возможность дополнительной установки роликов, что служат для проката ребер жесткости и картин арочной формы;
- обеспечение качественного проката металла с полимерным покрытием.
Сборка прямоугольных воздуховодов на защелочном фальце
Фальцепрокатный станок с защелочным фальцем незаменим при производстве больших партий прямых участков прямоугольных воздуховодов толщиной от 0.7 до 1.25 мм. Заготовки прямоугольных воздуховодов с защелочным фальцем можно собирать непосредственно на объекте, что значительно сокращает транспортные расходы по перевозке воздуховодов, так как листовые заготовки занимают гораздо меньше места, чем собранные воздуховоды.
Фальцепрокатный станок RAS 22.09
1 216 382 q
34 042 BYN
5 811 756 KZT
1 077 119 KGS
6 722 987 AMD
$13 844
11 730 €
Кромкогиб FM Snaplock+Pittsburg Male
В наличии
336 995 q
9 431 BYN
1 610 129 KZT
298 412 KGS
1 862 583 AMD
$3 835
3 249 €
RAS 21.20 Кромкогибочный станок для защелочного фальца
В наличии
1 104 568 q
30 913 BYN
5 277 519 KZT
978 107 KGS
6 104 987 AMD
$12 572
10 652 €
Фальцепрокатный станок Lock former
В наличии
622 146 q
17 411 BYN
2 972 553 KZT
550 917 KGS
3 438 623 AMD
$7 081
5 999 €
Резка листового металла
Для резки оцинкованной стали при производстве прямоугольных воздуховодов компания «МОССклад» предлагает ручные и электромеханические гильотины, как правило, длиной 2500 мм для продольных резов стандартных листов. Также у нас есть и более бюджетные варианты, например недорогие сабельные гильотины.
Ножницы гильотинные ручные Q01-0.8×2500
В наличии
205 003 q
5 737 BYN
979 484 KZT
181 532 KGS
1 133 058 AMD
$2 333
1 977 €
Ручная сабельная гильотина SAY-MAK SGM-H 1270
В наличии
205 481 q
5 750 BYN
981 768 KZT
181 955 KGS
1 135 700 AMD
$2 338
1 981 €
Электромеханическая гильотина Q11 3×1300
В наличии
342 000 q
9 571 BYN
1 634 043 KZT
302 844 KGS
1 890 246 AMD
$3 892
3 298 €
Электромеханическая гильотина SAY-MAK SRGM-H 2560
В наличии
959 142 q
26 843 BYN
4 582 688 KZT
849 330 KGS
5 301 212 AMD
$10 916
9 249 €
Гильотина с электроприводом Mazanek GM 2500/1.5
В наличии
985 928 q
27 593 BYN
4 710 669 KZT
873 050 KGS
5 449 259 AMD
$11 221
9 508 €
Ручная гильотина Schechtl HT 250
979 016 q
27 399 BYN
4 677 644 KZT
866 929 KGS
5 411 056 AMD
$11 143
9 441 €
Сборка фасонных деталей на сварке
Нестандартные элементы прямоугольных воздуховодов не всегда можно собрать с помощью фальцевого соединения. В таких случаях возможно использование точечной сварки, которая идеально подходит для скрепления тонкой стали.
Аппарат точечной сварки PEI-POINT BSM 216 S1
В наличии
215 072 q
6 019 BYN
1 027 593 KZT
190 448 KGS
1 188 710 AMD
$2 447
2 074 €
Машина точечной сварки PEI-POINT BSP 216 RF PX1600 с плечами 700 мм (нижнее уменьшенное)
В наличии
314 615 q
8 805 BYN
1 503 200 KZT
278 595 KGS
1 738 888 AMD
$3 580
3 034 €
Машина точечной сварки PEI-POINT BSM 216 S1 с плечами 700 мм (нижнее уменьшенное)
В наличии
235 637 q
6 594 BYN
1 125 850 KZT
208 659 KGS
1 302 374 AMD
$2 681
2 272 €
Сварочные клещи PEI-POINT PN 6
В наличии
260 869 q
7 300 BYN
1 246 407 KZT
231 002 KGS
1 441 832 AMD
$2 969
2 515 €
Принцип работы фальцепрокатного станка
Перед тем, как сделать фальцепрокатный станок, следует узнать, как он работает. Принцип работы фальцепрокатного станка основан на рулонной технологии, которая предоставляет возможности изготовления кровельных картин во всю длину ската и избегания ненужных горизонтальных соединений. Железо в рулонах для кровли стоит намного дешевле листового, его удобно поднимать на кровлю и непосредственно там изготавливать картины. Рулон металлической полосы помещают на размоточное устройство.
После нажатия на кнопку «Пуск», что расположена на кнопочном пульте, включается электрический двигатель, который через цепную передачу и редуктор вращение передает на валы формирующего устройства. Конец металлической полосы подается по направляющим станка на 1-ую пару формирующих роликов. Роликами захватывается металлическая полоса и протягивается через всю поверхность формирующего устройства. При достижении определенной длины отформованного листа фальцепрокатный станок отключают посредством нажатия кнопки «Стоп». Для вытаскивания отформованных листов назад в конструкции имеется реверс.
После этого монтажникам нужно только соединить две детали. Помимо подобных кровельных работ, лежачие фальцы, выполненные с помощью фальцегибов, используются для изготовления герметичных воздуховодов или водосточных труб. Транспортировка станка разрешена в любом положении, которое не допускает механических поломок элементов управления и конструкции. Периодически желательно проводить профилактические настройки и смазывать работающие части (цепь, винт прижимного вала, натяжитель цепи, направляющие прижимного вала, шестерни).
Автоматическая резка, профилирование и гибка рулонной стали
Автоматические линии гибки коробов позволяют значительно увеличить производительность участка по производству прямоугольных воздуховодов за счёт автоматизации процесса производства. Для формирования шва и окончательного замыкания короба требуется станок тоннельной сборки.
MINI LINE Автоматическая линия для прямоугольных воздуховодов
В наличии
2 333 048 q
65 294 BYN
11 147 079 KZT
2 065 940 KGS
12 894 840 AMD
$26 554
22 499 €
AUTO DUCT FORMER Автоматическая линия для прямоугольных воздуховодов
В наличии
2 998 399 q
83 915 BYN
14 326 062 KZT
2 655 115 KGS
16 572 259 AMD
$34 127
28 916 €
Автоматическая линия по производству прямоугольных воздуховодов AML-III
2 525 941 q
70 693 BYN
12 068 703 KZT
2 236 749 KGS
13 960 966 AMD
$28 749
24 360 €
Автоматическая линия для прямоугольных воздуховодов с фланцем SFM
18 166 670 q
508 429 BYN
86 798 603 KZT
16 086 789 KGS
100 407 839 AMD
$206 771
175 199 €
Конструкция станка и требования к ней
- Станины (для повышения мобильности станка ее можно установить на колеса).
- Рабочего стола.
- Набора сменных плит под различную конфигурацию фальца (хотя по минимуму потребуется и одна; в этом случае на столе уже заранее должны быть изготовлены необходимые пазы, размеры которых должны соответствовать размерам фальца и толщине металла).
- Опорной рамы с подшипниками скольжения под оси рабочих роликов. Консольное расположение роликов, с рамой по продольной оси станка, снизит общую жесткость устройства, хотя и уменьшит его габаритные размеры. Альтернативное решение — коробчатая рама с размещением осей в двух опорах. В этом случае там можно предусмотреть посадочные места под установку дополнительных пар рабочих роликов. Рама устанавливается на четырех подпружиненных осях.
- Направляющих, по которым будет перемещаться заготовка в процессе прокатки
- Цепной передачи крутящего момента от приводной рукоятки на рабочие ролики. Первая пара роликов будет вращаться от рукоятки, а остальные — от сил трения захвата роликами исходного материала.
- Кулачкового распределительного вала, который будет осуществлять прижим материала к рабочим роликам, и, при наличии механизма отрезки отхода, управлять действием роликовых ножей.
- Защитного кожуха (необходим, если фальцепрокатный станок будет устанавливаться вне помещения).
 Схема фальцепрокатного станока
Схема фальцепрокатного станока
Технология производства
Фальцепрокатный станок незаменим как при обустройстве самой фальцевой кровли, так и для изготовления вспомогательной кровельной фурнитуры. Сюда относятся элементы водосточной системы, фронтальные и торцевые свесы кровли, а также с его помощью делают вентиляционные короба из оцинковки.
Виды фальцев
Фальцевое соединение представляет собой скрутку между двумя смежными листами металла, а чтобы обустроить эту скрутку, нужно загнуть фальц по краю листа, вот как раз для загиба этого фальца и нужен фальцепрокатный станок.
Фальцевых соединений существует 2 — это одинарный и двойной фальц, плюс фальцы могут быть стоячими и лежачими.

От выбора соединения зависит уровень герметичности.
- Одинарный фальц считается основой, здесь один лист просто загибается под 90º, а на втором листе делается своеобразный зацеп и после соединения этот зацеп обжимается;
- Двойной фальц можно назвать аналогом одинарного, только скрутка делается в 2 оборота. Чтобы так завернуть металл размер зацепа в заготовке должен быть меньше, в среднем порядка 5-7 мм, а высота заготовки делается наоборот, больше.
Что касается лежачих вариантов соединения, то они точно такие же, как стоячие, только завернуты набок.

Особенно хорошо Г-образный фальц выглядит на скругленных радиусах.
Общие сведения о станках
Главное достоинство фальцевой кровли в том, что покрытие получается монолитным, без каких-либо крепежных или соединительных отверстий. Но кровельный металл сам по себе довольно тонкий и делать заготовки на производстве, а потом транспортировать их на объект неудобно, а зачастую и нереально.
Небольшой фальцевый станок кардинально меняет ситуацию. С таким оборудованием можно делать заготовки непосредственно на объекте, более того, существуют модели, которые можно установить прямо на крыше.
Есть еще один важный нюанс: для загибания кромки листов нужен фальцепрокатный станок, а чтобы сделать двойной фальц и опрессовать соединение доведя его до конечного результата, используется фальцеосадочный станок.

Фальцеосадочный станок в разы сокращает время обустройства кровли.
Зачастую толщина металла для кровельных работ колеблется в районе 0,5-1 мм, при этом максимум составляет 1,2 мм. Но хороший станок для фальцевой кровли рассчитывается под работу с металлом от 0,3 до 1,5 мм.
Такое оборудование уже ближе к профессиональному, и на нем можно делать не только кровельные картины, но еще гнуть заготовки под разного рода водосточные или вентиляционные трубы, плюс делать ендове желоба и коньковые накладки.
Сам принцип работы агрегата прост: любой фалцепрокатный станок имеет ряд обжимных фигурных роликов, которые собственно и загибают края листа. Обжимные ролики устанавливаются попарно на обжимные валы.

Фальцепрокатный станок с ручным приводом хорошо подходит для любительского использования.
Количество таких обжимных валов может быть разное, но, сколько бы их ни было, они приводятся в движение редуктором, а сам редуктор вращается благодаря электродвигателю. Есть, конечно, оборудование с ручным приводом, но производительность там очень низкая и такие аппараты встречаются редко.
Как собрать станок самому
Фальцепрокатный станок не каждому мастеру по карману, поэтому довольно часто люди собирают такие аппараты вручную. Самодельный фальцовщик конечно не обладает таким широким спектром функций, зато обойдется он всего в 2–3 тыс. руб.
Иллюстрации
Рекомендации
Внешний вид.
Самодельный фальцепрокатный станок у нас рассчитан на эксплуатацию в мастерской.
Прикручивается данное приспособление к деревянному верстаку, но если сварить для него ножки, то этот станок можно будет легко транспортировать.
Устройство.
Вся конструкция состоит из 3 частей. На фото слева стрелочка указывает на базовую часть, к ней все приваривается и прикручивается.
В данном случае использовался металлический уголок с крылом 75 мм, но это минимум, если вы возьмете уголок в 100 мм, то приспособление от этого только выиграет;
Сверху к несущему уголку привариваются 4 гаражные петли. На этих петлях будет двигаться обжимной пуансон (№1);
Спереди прикручивается ограничивающая полочка (№2), но между полочкой и базовым уголком еще вставляется так называемый загибочный зуб, именно он формирует фальцы;
Как сама полочка, так и обжимной пуансон делаются из уголка 75 мм, плюс к обжимному пуансону нужно приварить рукоятку, я ее сделал из обычной трубы.
Схема.
Сначала к базовому уголку прикручивается лицевая конструкция, то есть:
На крепежные болты надевается прокладка, в моем случае использовалась металлическая полоса толщиной 1 мм;
Па прокладку надевается обжимной зуб, я делал его из полотна ленточной пилы. Мне удалось достать полотно длиной 1200 мм, поэтому рабочая длина приспособления получилась 1200 мм, но лучше делать под стандартный лист 1250 мм
Перед установкой с полотна я снял фаску;
Последней на болты надевается опорная полочка, после чего все это затягивается.
Для обжимного зуба не зря было выбрано полотно ленточной пилы, здесь нужен особо прочный, негнущийся металл.
Основные параметры.
Чтобы вышел качественный фальц важно выставить 2 основных параметра:
От подкладки до верха обжимного зуба должно быть 6 мм;
От опорной полочки до верха обжимного зуба должно быть 8 мм.
При таких размерах припуск на фальц у нас будет 20 мм, то есть от края смежных листов нужно отложить по 10 мм.
Принцип работыЧтобы сделать загиб под 90º, нужно вложить заготовку в паз и согнуть до того момента когда заготовка упрется в полочку;.
Работа самодельного фальцовщика в деталях показана на видео в этой статье.
По производителю
CIMCO
DRACO
EDMA
ERDI
KRAFTOOL
MALCO
PICARD
PIOTROWSKI
R-Bend
STAYER
STUBAI
WUKO
ZBIROVIA
ЗУБР
МОССклад
Мобипроф
Россия
Приглашаем Вас в наш демозалУважаемые клиенты, компания «МОССклад» приглашает Вас посетить наш демонстрационный зал, где представлен большой ассортимент ручного инструмента Штубаи (STUBAI), ERDI, PICARD и др. Наши менеджеры проконсультируют Вас по необходимому инструменту и предоставят возможность попробовать его в действии. Понравившийся инструмент Вы можете сразу приобрести. Также осуществляем срочные поставки во все регионы России и страны СНГ. |
 |
| Стенд с жестяным инструментомв демозале в Москве |
Как купить Жестяной инструмент
Компания «МОССклад» поставляет Ручной инструмент для кровли и жестяных работ во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Ручной инструмент жестянщика и кровельщика следующих производителей: CIMCO, DRACO, EDMA, ERDI, KRAFTOOL, MALCO, PICARD, PIOTROWSKI, R-Bend, STAYER, STUBAI, WUKO, ZBIROVIA, ЗУБР, МОССклад, Мобипроф, Россия, и другие.
Приобрести Жестяной инструмент у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad.ru
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.
Зачем гнут фальцы
Фальц или фальцевое соединение — это способ скрепления листового металла при устройстве металлической кровли. В зависимости от способа обработки кромки металлического листа, а также расположения монтажного шва относительного плоскости ската, различают:
- обычный лежачий фальц;
- стоячий фальц;
- наклонный фальц, или угловой.
Обычно при укладке полос металла параллельно коньку (горизонтально) используют лежачий замок, а при монтаже продольных полос — стоячие или наклонные замки. Каждый из подвидов определяется соответствующей схемой обработки кромки, но, кроме этого, фальцевое соединение характеризуют и другие параметры. Например, степень уплотнения — одинарные и двойные фальцы. Кроме перечисленных подвидов, существуют еще г-образный фальцевый замок, а также стоячий — двусторонний или реечный.
Конструкция фальцепрокатного механизма
Фальцепрокатный станок представляет собой механизм, который предназначен для профильной обработки края листового или рулонного металла для дальнейшего создания фальцевых соединений. Проще говоря, устройство выгибает одну из кромок стали под определённую конфигурацию для произведения их соединения. Использование данного оборудования способствует получению заготовок, надежность и качество которых намного превышает качество аналогов, которые получаются посредством ручной обработки.
Сам фальцепрокатный кровельный станок состоит из формирующего устройства, станины и электропривода. Станина – это сварная металлоконструкция, на которой размещаются шесть пар валов, что выполняют роль формирующего устройства. Служит формирующее устройство для протягивания металлической полосы вдоль станка и формирования ребер жесткости и составляющих элементов двойного фальца на её краях для двойного замкового соединения. При изменении ширины металлических полос можно перенастроить устройство на новый размер.
Электрический привод состоит из электрического двигателя, цепной передачи и червячного редуктора. На фальцепрокатный станок дополнительно можно установить роликовое размоточное устройство, что предназначено для монтажа, разматывания и подачи рулонного металла, который имеет вес до 1 тонны. Помимо этого, станок можно оснастить обжимными устройствами для соединения листов в единое кровельное полотно, которые спрофилированы на станке.
Подвижное устройство станка состоит из 2 подвижных штоков, что жестко между собой соединены прижимающим угольником. Горизонтальная полка данного угольника выполняется в виде клина, под которым размещается продольная планка для обжима в продольном углублении угольника кромки кровельного листа. Направляющими для штоков выступают скобы и проходы в торцах горизонтальной полки. Подвижное устройство фальцепрокатного станка удерживается посредством пружин в верхнем положении, при котором можно вставлять в станок лист и удалять его после процесса отгиба кромки.
Профилирующее устройство располагается на стальной трубчатой раме. Ролики изготовлены из высококачественной специальной стали со специальной финишной отделкой, которая гарантирует эффективность защиты от влияния коррозии. Предлагаются две разновидности обжимных устройств – автоматические и ручные. Фальцепрокатный станок укомплектован четырьмя колесами рояльного вида, два из которых имеют тормоза для значительного облегчения транспортировки.
Изготовление кровельного фальца
Кровельные фальцепрокатные станки предназначены для изготовления кровельных картин со стоячим фальцем и чаще всего используются непосредственно на месте монтажа кровли, поэтому они обладают достаточной мобильностью для транспортировки с объекта на объект. Ролики на таких станках не царапают и не деформируют полимерное покрытие листа.
Компактный кровельный фальцепрокатный cтанок СФП-700
В наличии
192 000 q
5 373 BYN
917 357 KZT
170 018 KGS
1 061 190 AMD
$2 185
1 851 €
Фальцепрокатный кровельный станок СФП-1250
В наличии
230 000 q
6 436 BYN
1 098 917 KZT
203 667 KGS
1 271 218 AMD
$2 617
2 218 €
Кровельный станок СФПЗ
В наличии
359 000 q
10 047 BYN
1 715 267 KZT
317 898 KGS
1 984 205 AMD
$4 086
3 462 €
Цеховой кровельный станок СФПР
В наличии
304 000 q
8 508 BYN
1 452 482 KZT
269 195 KGS
1 680 218 AMD
$3 460
2 931 €
Фальцепрокатный станок КС-700Фп (220В)
В наличии
Разновидности гибочных станков

- станки для прокатных стержней: арматура, проволока;
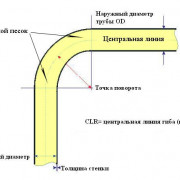
- трубогибочные станки для обработки контуров полых сварных и прокатных профилей;
- станки, предназначенные для работы с листовым и рулонным материалом.
Эти три группы, в свою очередь, можно разделить на ручные и автоматические устройства на гидравлической или механической тяге. Кроме того, различают сегментные и прокатные механизмы — первые предназначены для изгибания крупных деталей (рулонной или листовой стали, арматуры), а вторые — для обработки штучных изделий простой конфигурации.
Для создания фальцевой кромки используют станки третьей группы — это ручные или механизированные устройства, рассчитанные на работу с кромкой прокатного металла различной толщины. Преимущества фальцегибочных машин сложно переоценить: созданный механизированным способом шов значительно надежнее шва, созданного вручную. Кроме того, продолжительность работ ощутимо сокращается, как и затраченные усилия. Для сборки качественного станка придется потратить некоторое количество времени, которое все же окупится высокой производительностью.









 Adblock
Adblock