3е711в станок плоскошлифовальный с горизонтальным шпинделем универсальный схемы, описание, характеристики
Содержание:
- Вопросы продавцу по этому лоту
- Конструктивные особенности станка
- Особенности устройства
- 3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
- Система питания электрооборудования станка 3Г71М
- Кинематическая схема шлифовального станка 3Г71М
- 1 Станок 3Г71 – общая информация и технические характеристики
- 2 Принцип работы станка, его составные части и кинематическая схема
- Составные части
- Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
- Назначение и область применения
Вопросы продавцу по этому лоту
Здравствуйте вы сами производите?
|
Модель двигателя на которую рассчитан блок?
|
Здравствуйте . Можно увидеть схему и инфу , куда и что подключается с вашей платы.
|
Здравствуйте!Подскажите,в работе платы предусмотрена ступенчатая ,ускоренная и бесступенчатая подачи ,работа от штатных датчиков бвк?
|
Здравствуйте. Имеетсяф станок 3Д711ВФ. В плате постояно, что то выгорает. Можно ли поставить вашу плату или заказать изготовить у вас. Маркировка платы такая 3Д711ВФ11.832.215/81 вторая сторона платы 3Д711ВФ11.832.015.1/81.
|
Здравствуйте. Подойдет ваша плата на станок 3711? На данный момент блок поперечной подачи отсутствует, могу отправить электросхему с паспорта.
|
Здравствуйте! А где можно посмотреть схему подключения? А то у меня родной платы вообще нет и что нужно для её работы из заводской электрики? |
Здравствуйте! А где можно посмотреть схему подключения? |
У этой страницы есть короткий адрес: http://dirlot.ru/lot/371272
Конструктивные особенности станка
Внешний вид станка
Основное назначение станка 3Г71 – шлифование различных деталей и заготовок с помощью специальных абразивных кругов. Процесс происходит при крутящем шпинделе, на котором расположен абразив. Изменение положения детали может происходить за счет смещения рабочего стола и шпиндельной головки.
В основном обработка выполняется путем контакта периферии круга с обрабатываемой заготовкой. С помощью специальных приспособлений возможно изменение угла до 90°. Однако для этого следует приобрести комплектующие, которые не входят в стандартную комплектацию оборудования.
К конструктивным и эксплуатационным характеристикам станка можно отнести следующее:
- электромагнитная плита обеспечивает стабильное положение заготовки во время ее обработки;
- независимые механизмы перемещения рабочего стола и шлифовальной головки. В основу кинематической схемы последней положены направляющие качения;
- удобное расположение устройств реагирования подач. Они находятся в нижней части суппорта рабочего стола. Там же располагается блок управления системой подачи охлаждающей жидкости.
При установке дополнительных компонентов появится возможность выполнять профильное шлифование заготовок. Однако перед этим необходимо согласовать размеры и посадочные места приспособления.
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.
Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Видео ремонта 3Г71
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Плоскошлифовальный станок высокой точности c прямоугольным столом, горизонтальным шпинделем с крестовым суппортом предназначен для шлифования периферией круга поверхностей деталей весом до 150 кг с учетом крепящего приспособления и магнитной плиты. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
На станке могут шлифоваться детали из различных материалов. При шлифовании твердых сплавов необходимо уменьшить число оборотов шпинделя шлифовального круга.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
В нормальном исполнении станок комплектуется стандартной электромагнитной плитой.
Класс точности станка В. Шероховатость обработанной поверхности V 10.
Основные технические характеристики плоскошлифовального станка 3г71м
Производитель — Оршанский станкостроительный завод Красный борец.
Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Класс точности по ГОСТ 8-71 — В. Шероховатость обработанной поверхности V 10
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина х высота) — 630 х 200 х 320 мм
- Наибольшая масса орабатываемой детали — 150 кг
- Размеры стандартного шлифовального круга — Ø 250 х 32 х 76 мм
- Мощность электродвигателя — 2,2 кВт
- Вес станка полный — 2,25 т
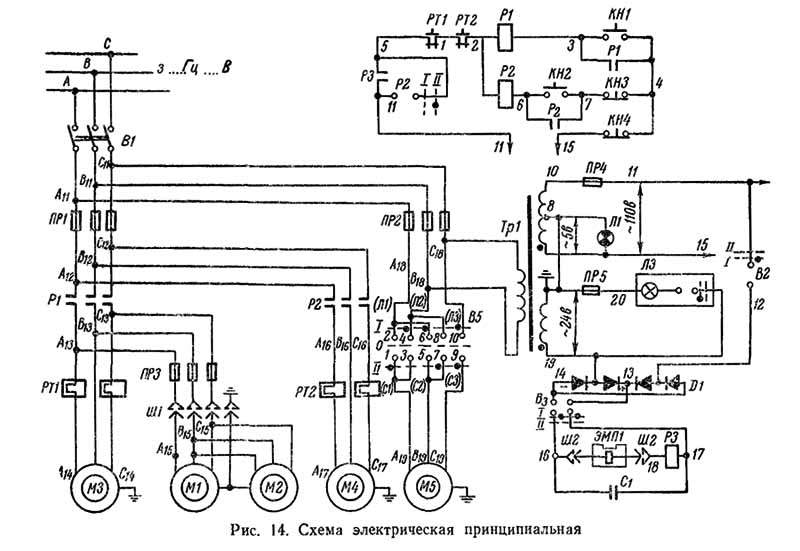
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Кинематическая схема шлифовального станка 3Г71М
Главное движение осуществляется от электродвигателя Эл.I через ременную передачу. Шпиндель получает постоянную скорость вращения.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя Эл.II через цилиндрическую и червячную передачу. Червячная шестерня жестко закреплена на полом валу III, внутри которого крепится гайка, При вращении шестерни с гайкой винт, закрепленный к шлифовальной головке, осуществляет опускание или подъем шлифовальной головки.
При включении ускоренного перемещения шлифовальной головки кнопка должна находиться в положении «от себя», т.е. шестерня 17 должна быть выведена из зацепления.
Для ограничения верхнего положения шлифовальной головки внутри колонны установлен выключатель.
Вертикальная автоматическая подача осуществляется от лопастного гидроцилиндра после каждого продольного или поперечного хода стола.
Под действием давления масла поворачивается ротор гидроцилиндра с закрепленным на нем рычагом с собачкой.
Собачка поворачивает храповик 20, скрепленный с зубчатым колесом 19, от колеса движение передается через цилиндрические колеса 17 и 18 на червяк, который вращает гайку 3. Пределы автоматической вертикальной подачи 0,005-0,05 мм. Подача на один зуб храпового колеса 0,00’5 мм. Величина подачи регулируется поворотом заслонки, которая перекрывает часть зубьев храпового колеса, т.е. часть своего пути собачка 21 скользит по заслонке.
Точная ручная поперечная подача осуществляется от кнопки через конические шестерни 14 15.
За один оборот кнопки суппорт перемещается на 0,4 мм.
Ручное продольное перемещение стола осуществляется от маховика, сидящего на валу X, через шестерни 10, И, 9, 7 и рейку 8.
За один оборот маховика стол перемещается на 18,1 мм.
В нормальном положении шестерня 7 должна быть выключена из зацепления с рейкой стола. Маховик должен находиться в положении «на себя».
В механизме имеется блокировка, не позволяющая включать механическое перемещение стола, пока шестерня не будет выведена из зацепления. В выведенном положении нажимается микропереключатель, который допускает в таком положении включение механического перемещения стола.
1 Станок 3Г71 – общая информация и технические характеристики
С помощью этого агрегата можно выполнять периферией круга шлифование различных поверхностей. При использовании дополнительного оборудования станок позволяет осуществлять профильное шлифование.При такой операции точность профиля будет зависеть от того, какой вид приспособления используется для крепления заготовок, а также от способа заправки круга. При обработке деталей периферией круга отмечается малое выделение тепловой энергии и малые усилия резки.
По этой причине именно таким образом производится плоское шлифование заготовок, имеющих сравнительно невысокий показатель жесткости, прошедших один из видов закалки металла. Отметим, что шлифование торцом инструмента считается более производительным, нежели его периферией.
В определенных границах допускаются режимы шлифования поверхностей, установленных к зеркалу рабочего стола под 90-градусным углом. При любом виде обработки шероховатость поверхности детали, прошедшей обработку на описываемом плоскошлифовальном агрегате, имеет показатель V 10. По точности установка относится к классу В. В стандартной ее комплектации предусмотрено наличие электромагнитной пилы.
Аналогами рассматриваемого станка в наши дня являются агрегаты:
- Оршанского завода – 3Д711ВФ11;
- Липецкого станкостроительного предприятия – 3Л741ВФ10.
Масса станка равняется 2000 килограммов. Он может производить обработку изделий максимальными размерами 630х200х320 мм (длина, ширина, высота), располагая рабочим столом 200х630 мм (ширина, длина). Ось шпинделя способна отодвигаться на 445 (максимум) и 80 (минимум) миллиметров от зеркала стола. Сам рабочий стол характеризуется такими показателями:
- 710 мм – перемещение в продольном направлении;
- 15,3 мм – передвижение за оборот маховика;
- 5–20 м/мин – скорость передвижения.
Параметры шлифовальной головки:
- 2740 об/мин – число оборотов;
- 0,27 м/мин – скорость вертикального быстрого передвижения;
- 365 мм – максимальное перемещение по вертикали;
- 250х32х76 мм – размеры круга.
Устройство подачи стола описывается следующими техническими значениями:
- 0,05 мм – деление лимба маховика;
- 235 мм – поперечное перемещение.

Электрическое оборудование горизонтальной шлифустановки состоит из пяти двигателей (их общая мощность составляет 3,685 кВт):
- привод шпинделя – 2,2 кВт (скорость – 2860 об/мин);
- ускоренного перемещения – 0,18 кВт (1400 об/мин);
- сепаратора (магнитного) – 0,08 кВт (1390 об/мин);
- насоса охлаждения (его производительность равняется 22 л/мин) – 0,125 кВт (2800 об/мин);
- гидравлического привода (производительность – 25 л/мин) – 1,1 кВт (930 об/мин).
2 Принцип работы станка, его составные части и кинематическая схема
Шлифовальная горизонтальная установка Оршанского завода состоит из следующих основных компонентов:
- кран управления;
- колонна и станина;
- гидрокоммуникация;
- устройство реверса (продольного) стола;
- электрическое оборудование;
- система смазки колонны;
- крестовый суппорт;
- распределительная панель;
- кожух;
- рабочая поверхность (стол);
- гидравлический агрегат;
- устройство продольного реверса;
- устройство вертикальной подачи;
- шлифголовка;
- устройства поперечной подачи и поперечного реверса.

Крестовый суппорт поперчено передвигается по двум направляющим на станине, которые имеют форму латинской буквы V. По ним же, а также по плоской направляющей происходит и передвижение стола, но уже продольно. Перемещение рабочая поверхность получает от гидравлического цилиндра, который располагается между направляющими. В нижней части крестового суппорта (внутри данного узла) установлено несколько устройств:
- ВШПГ–35 – гидропанель;
- передвижения стола в продольном направлении;
- распределительный блок;
- поперечной подачи;
- реверса (поперечного) стола.
В задней части станины монтируется колонна, шлифовальная головка передвигается по направляющим вертикального вида. Бак охлаждения находится рядом с агрегатом с правой его стороны. А гидравлический механизм размещается внутри станины. Обслуживать данный узел можно через дверку с левой стороны станины. Шпиндель вращается через плоскоременную передачу от электрического двигателя, который отвечает за главное движение. Ручная вертикальная подача идет через червячный механизм от маховика, а автоматическая обеспечивается гидроприводом посредством гидравлического цилиндра, оснащенного лопастями.

Аналогично гидроцилиндром производится и поперечная автоподача. При этом винт поворачивается через шестерни и обгонную муфту за счет вращения ротора гидравлического цилиндра. Ручная подача в поперечном направлении выполняется рукояткой или от маховика. Реверс рабочей поверхности становится возможным благодаря наличию установленного на столе кулачка. Вручную же перемещать стол можно при помощи рейки и маховика.
Составные части
Плоскошлифовальный станок имеет несколько важных конструктивных элементов, отмеченных в паспорте, к которым можно отнести:
- суппорт крестового типа;
- станина;
- колона;
- стол;
- механизмы продольной механической подачи и реверса;
- механизмы поперечной механический подачи и реверса;
- шлифовальная головка;
- система охлаждения;
- механизмы автоматической продольной и поперечной задачи;
- распределительная панель и гидроагрегат;
- электрооборудование;
- система смазки.
Данные элементы создают единую конструкцию, которая позволяет провести плоское шлифование.
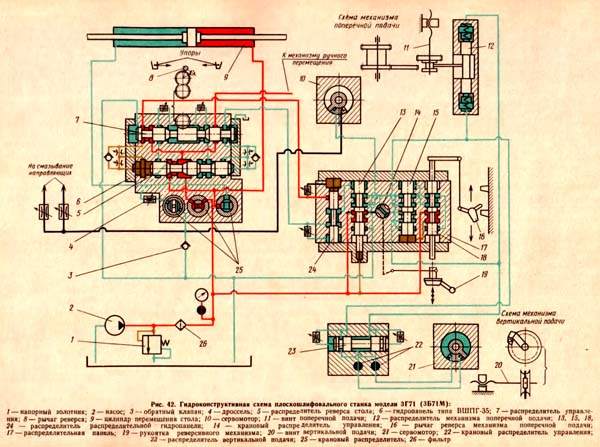
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку «Пуск гидропривода» с последующей установкой крана гидропанели 17 в положение «Пуск». Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 — сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Назначение и область применения
Описание рассматриваемого станка можно встретить довольно часто. Он используется для шлифования поверхностей при помощи периферийной части круга. Есть возможность провести обработку поверхности, которая размещена под прямым углом к основанию. Характеристики можно значительно расширить при необходимости.
Рассматриваемое оборудование позволяет проводить профильное шлифование. Технические характеристики определяют то, что метод заправки профиля круга оказывает влияние на возможность обработки той или иной формы, а также влияет на точность получаемых размеров.
Зачастую схема плоскошлифовального станка включает плиту электромагнитного типа, которая применяется для крепления заготовки.
К ключевым особенностям, которые оказывают влияние на область применения, указывается в паспорте. К ним можно отнести:
- Точность, которую можно достигнуть, имеет класс В.
- Шероховатость обрабатываемой поверхности V 10.
Гидросхема 3Г71
Область применения очень велика. Зачастую встретить ее можно на заводах крупносерийного производства. В эксплуатации модель проста, схема управления позволяет точно контролировать процесс обработки.









 Adblock
Adblock